Область техники, к которой относится изобретение
Изобретение относится в основном к прокатным станам, в которых сортовой прокат заранее определенной длины собирают в пакеты, а в частности касается системы и способа отделения и возвращения в производство неприемлемо коротких заготовок перед операцией пакетирования.
Уровень техники
Во время процесса прокатки сортового проката на сортопрокатном стане, сортовом стане для прокатки простых профилей небольших размеров или ином сортовом прокатном стане, при изготовлении сортового проката полной длины (известных как куски торгового проката нормальной длины) неизбежно получаются короткие куски сортового проката. Сортамент проката сортового стана может включать в себя сортовой прокат периодического профиля для армирования, круглый профиль, квадратный профиль, шестигранный профиль, полосовой профиль, угловой прокат, швеллеры или даже - в некоторых случаях - прокат особого профиля. Многие операторы применяют различные способы отделения коротких кусков сортового проката от сортового проката полной длины. Эти способы включают в себя оптимизацию длины заготовок, оптимизацию длины прокатных изделий, резку или рубку возникающих коротких кусков в ножницах прокатного стана или ножницах холодной резки после пребывания в холодильнике. Каждый из этих способов приводит к повышению стоимости конечного изделия.
Принципиальная задача настоящего изобретения состоит в том, чтобы разработать систему и способ минимизации таких дополнительных затрат путем отделения и возвращения в производство коротких кусков сортового проката тем образом, который повышает выход годной продукции из прокатного стана, не оказывая негативного влияния на производительность прокатного стана.
Раскрытие изобретения
В соответствии с одним аспектом настоящего изобретения первый рольганг транспортирует в продольном направлении сортовой прокат от ножниц к передаточной станции, находящейся с одной стороны от станции отделения. Этот сортовой прокат накапливается в слое на передаточной станции. Второй рольганг проходит от концевого упора на станции отделения до станции возвращения в производство.
Предусмотрен первый цепной транспортер, приводимый в действие в прямом направлении, для транспортировки слоя сортового проката в поперечном направлении от передаточной станции на второй рольганг у станции отделения. После этого второй рольганг приводят в действие в направлении вперед, сдвигая в продольном направлении все куски сортового проката транспортируемого таким образом слоя и выравнивая передние концы кусков сортового проката таким образом, что они упираются в концевой упор.
Вдоль второго рольганга на расстояниях, которые измеряются от концевого упора и соответствуют разным кускам сортового проката полной длины, изготавливаемым станом, расставлены подъемники с открытыми окнами. Подходящий подъемник выбирают с возможностью подъема задних концов кусков сортового проката полной длины, обрабатываемых над вторым рольгангом, оставления задних концов коротких кусков сортового проката на втором рольганге и выравнивания их с открытым окном подъемника. Затем приводят в действие второй рольганг в обратном направлении для транспортировки коротких кусков сортового проката на станцию возвращения в производство. Потом подъемник опускают, чтобы снова уложить задние концы кусков сортового проката полной длины на второй рольганг, после чего приводят в действие первый цепной транспортер в обратном направлении для возврата кусков сортового проката полной длины со станции отделения на передаточную станцию. После этого куски сортового проката посылают на станцию пакетирования.
Если куски сортового проката подсчитываются на станции пакетирования, то вышеописанная система подходит для этого случая. Однако если куски сортового проката предварительно подсчитываются после резки, то последующее отделение коротких кусков сортового проката приведет к тому, что количество кусков сортового проката будет меньше, чем предварительно подсчитанное количество. Чтобы устранить этот недостаток и в соответствии с другим аспектом настоящего изобретения, на станции восполнения, находящейся на противоположной стороне станции отделения, хранится партия кусков сортового проката полной длины. Дополнительные цепные транспортеры обеспечивают транспортировку кусков сортового проката полной длины со станции восполнения на станцию отделения для замены коротких кусков сортового проката, которые удалены.
Краткое описание чертежей
Со ссылками на прилагаемые чертежи далее приведено более подробное описание этих и других признаков и преимуществ настоящего изобретения, при этом
на фиг.1 несколько схематично представлен вид в плане системы в соответствии с настоящим изобретением;
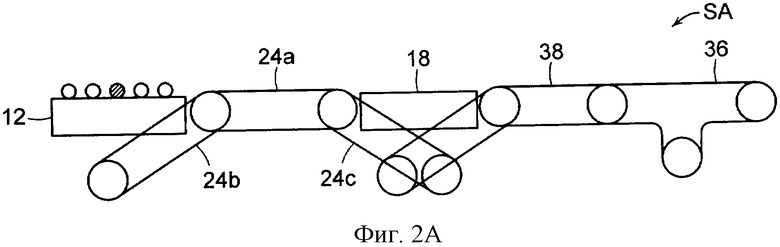
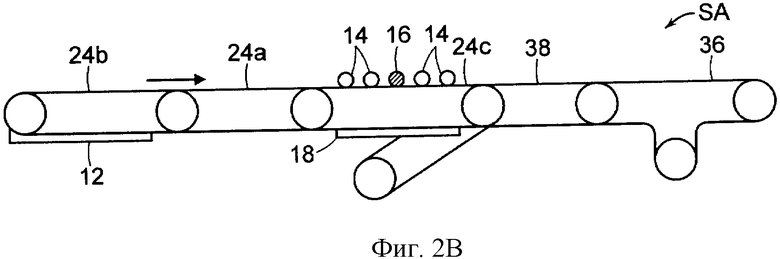
на фиг.2А и 2В представлены в увеличенном масштабе сечения, проведенные вдоль линии 2-2, показанной на фиг.1;
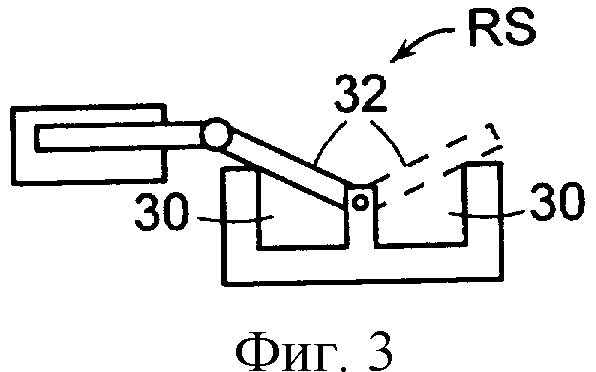
на фиг.3 представлено сечение, проведенной вдоль линии 3-3, показанной на фиг.1;
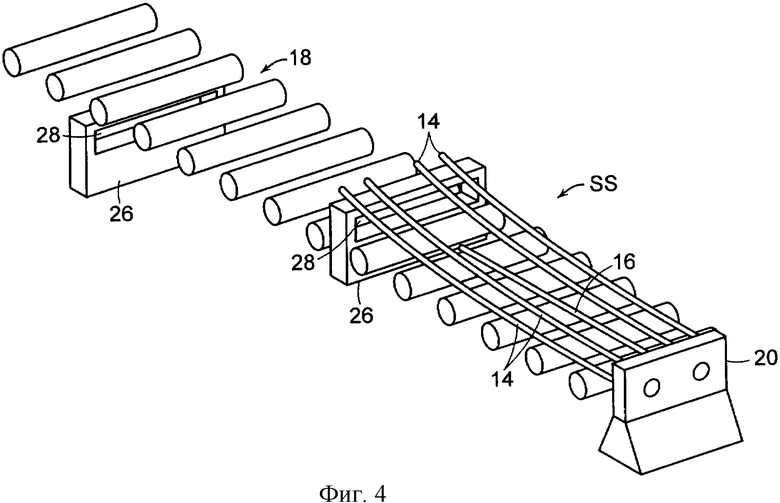
на фиг.4 представлено перспективное изображение, иллюстрирующее работу избранных составных частей на станции отделения.
Осуществление изобретения
Обращаясь сначала к фиг.1, отмечаем, что система в соответствии с настоящим изобретением показана расположенной в технологической цепочке после ножниц 10. Работа ножниц обеспечивает последовательное деление длинных изделий, изготовленных прокатным станом (не показан), на куски торгового проката нормальной длины. Как отмечалось ранее, при существующей в настоящее время обработке кусков сортового проката полной длины неизбежно получаются короткие куски сортового проката.
Первый, отводящий, рольганг 12 транспортирует куски сортового проката, полученные путем последовательного деления с помощью ножниц, в продольном направлении на передаточную станцию ПС, находящуюся с одной стороны от станции отделения СО. Куски сортового проката накапливаются в виде слоя на передаточной станции. Как показано на фиг.1, этот слой включает в себя четыре куска 14 сортового проката полной длины и один короткий кусок 16 сортового проката. Второй, отделительный, рольганг 18 проходит от концевого упора 20 у станции отделения до другого упора 22, расположенного рядом со станцией возвращения в производство, СВвП. Как лучше всего видно при дополнительном обращении к фиг.2А и 2В, между передаточной станцией ПС и станцией отделения СО, проходят первые цепные транспортеры 24.
Цепные транспортеры 24 включают в себя горизонтальные промежуточные секции 24а и поворотные концевые секции 24b, 24с. Вдоль длины отделительного рольганга 18 у станции отделения СО, располагается, по меньшей мере, один, а предпочтительно - несколько подъемников 26. Подъемники 26 имеют открытые окна 26 и выполнены с возможностью регулирования в вертикальном направлении между опущенными положениями, в которых они находятся ниже отделительного рольганга 18, и поднятыми положениями, в которых они выступают вверх над этим рольгангом.
Как показано на фиг.3, станция возвращения в производство СВвП, включает в себя, по меньшей мере, один, а в предпочтительном варианте - несколько сборников для хранения проката. Для транспортировки кусков сортового проката с отделительного рольганга 18 в соответствующий сборник для хранения проката служат поворотные манипуляторы 32.
Чтобы отделить короткий кусок 16 сортового проката от кусков 14 сортового проката полной длины в слое, накапливающемся на передаточной станции ПС, система циклически осуществляет нижеследующие этапы.
а) Как показано на фиг.2А, концевые секции 24b, 24с цепных транспортеров 24 поворачивают вверх, вследствие чего происходит их горизонтальное выравнивание с промежуточными секциями 24а транспортеров, что приводит к снятию накопленного слоя с рольганга 12. Затем приводят цепные транспортеры 24 в действие в прямом направлении (слева направо, если смотреть на фиг.2А), обеспечивая транспортировку всех кусков сортового проката накопленного слоя с передаточной станции ПС на станцию отделения, СО. Как только этот слой кусков сортового проката оказался сдвинутым в поперечном направлении, попав на секции 24а цепного транспортера, концевую секцию 24b сразу же опускают. Это приводит к освобождению станции отделения СО, так что она может принимать и накапливать куски сортового проката в последующих слоях во время отделения короткого куска сортового проката. Когда слой, содержащий короткий кусок сортового проката, достигает концевой секции 24с цепного транспортера, эту секцию опускают, что приводит к оставлению упомянутого слоя на отделительном рольганге 18.
б) Затем приводят отделительный рольганг в действие в прямом направлении, чтобы сдвинуть в продольном направлении все перенесенные упомянутым образом куски сортового проката, а также выровнять их передние концы с концевым упором 20.
в) Как показано на фиг.4, затем поднимают подходящий подъемник 26, чтобы поднять задний конец короткого куска сортового проката, остающегося на рольганге, и выровнять его с окном 28 подъемника.
г) Затем приводят отделительный рольганг 18 в действие в обратном направлении для транспортировки короткого куска 16 сортового проката через окно 28 в некоторое место, находящееся рядом со станцией возвращения в производство, СВвП, при этом задний конец упомянутого куска упирается в упор 22. После этого привести в действие поворотные манипуляторы 32 для транспортировки этого короткого куска сортового проката в поперечном направлении в подходящий сборник 30 для хранения проката.
д) После отсылки короткого куска 16 сортового проката на станцию возвращения в производство, СВвП, подъемник 26 опускают, чтобы снова уложить задние концы кусков 14 сортового проката полной длины на отделительный рольганг 18, и повторно располагают концевые секции 24b, 24с цепных транспортеров 24 так, как показано на фиг.2В. После этого приводят цепные транспортеры 24 в действие в обратном направлении, чтобы осуществить транспортировку кусков 14 сортового проката полной длины в поперечном направлении обратно на передаточную станцию ПС. С этого момента можно транспортировать эти куски сортового проката в поперечном направлении с помощью еще одной системы 34 цепного транспортера на станцию пакетирования (не показана).
В альтернативном варианте, отводящий рольганг 12 можно продолжить через передаточную станцию ПС и использовать для транспортировки кусков сортового проката полной длины в продольном направлении на станцию пакетирования в другом месте.
Если подсчет кусков сортового проката производят после того, как произошло отделение коротких кусков сортового проката, например на станции пакетирования, то вышеописанная система подходит для этого случая. Однако если куски сортового проката предварительно подсчитываются перед стадией отделения, то нужно предусмотреть некоторые средства для замены отделенных коротких кусков сортового проката кусками сортового проката полной длины. С этой целью система может, по выбору, включать в себя область хранения ОХ, пересекаемую дополнительными цепными транспортерами, включая, например, цепные транспортеры 36 восполнения слоя и цепные транспортеры 38 объединения слоя.
Партию кусков 14 сортового проката полной длины можно хранить на цепных транспортерах 36 и, если это потребуется, сдвигать в поперечном направлении посредством цепных транспортеров 36, 38 для транспортировки кусков сортового проката полной длины из области хранения ОХ, на отделительный рольганг 18. Устройство 40 подсчета кусков сортового проката будет следить за количеством транспортируемых кусков сортового проката, гарантируя таким образом, что будет произведена замена надлежащего числа коротких кусков сортового проката, которые были ранее отделены и посланы на станцию возвращения в производство.
Поэтому должно быть ясно, что если система обрабатывает куски сортового проката полной длины, а эта длина составляет, например, 12 м, и при этом периодически получаются короткие куски сортового проката, замер длины которых дает 10 м, то короткие куски сортового проката можно отделять и хранить в одном из сборников на станции возвращения в производство. Если во время этой операции куски сортового проката предварительно подсчитываются перед отделением коротких кусков сортового проката, то куски сортового проката полной длины, величина которой при замере составляет 12 м, можно хранить в области хранения ОХ и использовать вместо отделенных коротких кусков сортового проката.
Если систему затем переключают на обработку кусков сортового проката полной длины, величина которой при замере составляет 10 м, то ранее отделенные короткие куски сортового проката этой длины можно восполнить, взяв их со станции возвращения в производство СВвП, и повторно ввести их в качестве заменяющих кусков сортового проката.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТРАНСПОРТИРОВКИ И ТЕПЛОВОЙ ОБРАБОТКИ РУЛОНОВ ГОРЯЧЕКАТАНОГО ИЗДЕЛИЯ В ПРОКАТНОМ СТАНЕ | 2007 |
|
RU2353451C1 |
| Способ получения сортовых профилей | 1974 |
|
SU485618A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ БЫСТРОЙ ВЫГРУЗКИ ТОЛСТЫХ СТАЛЬНЫХ ЛИСТОВ ИЗ ПРОКАТНОГО СТАНА | 2014 |
|
RU2653518C2 |
| Литейно-прокатный агрегат для производства сортового проката | 2024 |
|
RU2830625C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА ИЗ СЛИТКОВ, ПОЛУЧЕННЫХ НА МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ (МНЛЗ) КРИВОЛИНЕЙНОГО ТИПА | 2008 |
|
RU2423193C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |
| Способ производства заготовок и технологическая линия для его осуществления | 1988 |
|
SU1616721A1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ | 2000 |
|
RU2173227C1 |
| СПОСОБ УТИЛИЗАЦИИ ДЕМОНТИРОВАННЫХ МАГИСТРАЛЬНЫХ ТРУБ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532677C1 |
| СПОСОБ УТИЛИЗАЦИИ ДЕМОНТИРОВАННЫХ МАГИСТРАЛЬНЫХ ТРУБ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2530429C1 |
Изобретение относится к системе и способу отделения коротких кусков сортового проката от кусков сортового проката полной длины в прокатном стане и возвращения первых в производство. Сначала куски сортового проката транспортируют на отводящем рольганге от ножниц к передаточной станции, где накапливают их в слое. Этот слой транспортируют в поперечном направлении с передаточной станции на отделительный рольганг у станции отделения. Подъемник поднимает задние концы кусков сортового проката полной длины с отделительного рольганга, а затем отделительный рольганг транспортирует короткие куски сортового проката на станцию возвращения в производство. Затем остающиеся куски сортового проката полной длины возвращают на передаточную станцию, с которой их посылают на станцию пакетирования. Обеспечивается повышение выхода годной продукции из прокатного стана. 2 н. и 5 з.п. ф-лы, 4 ил.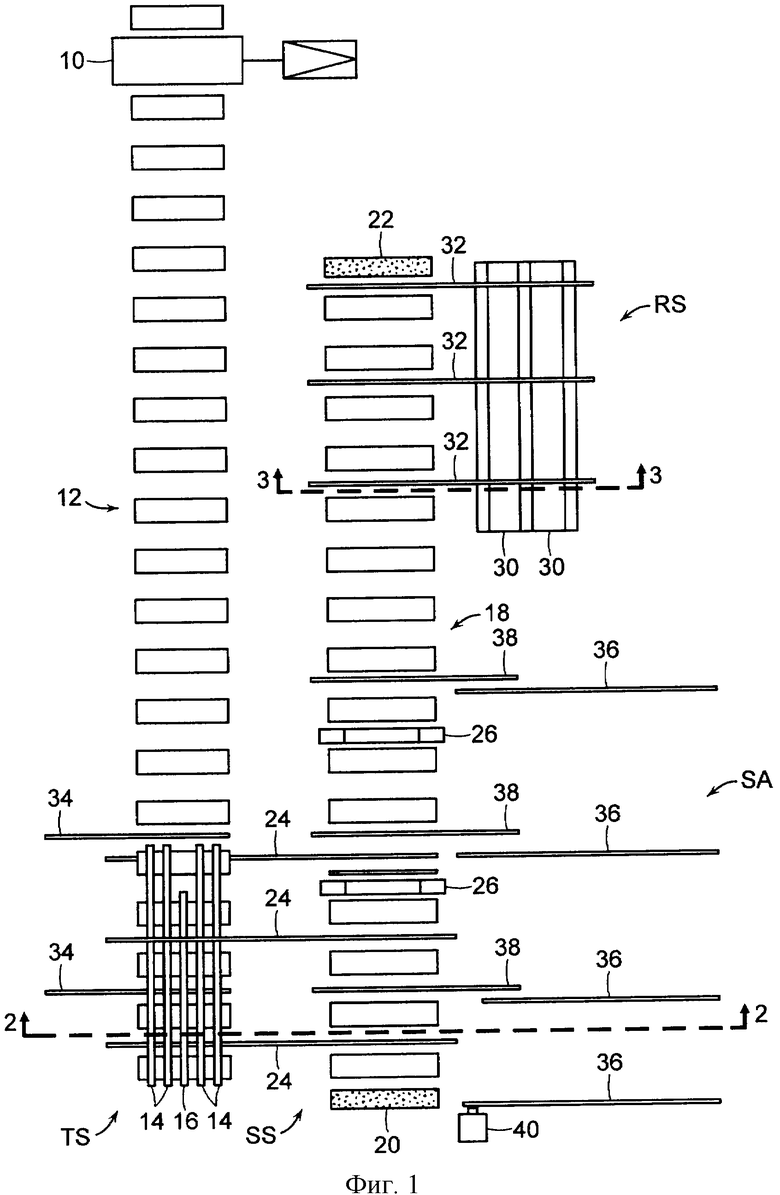
| Способ стыковой сварки, например, труб | 1932 |
|
SU39888A1 |
| JP 55011454, 26.01.1980 | |||
| US 3452884, 06.01.1971 | |||
| Способ уборки недокатов с промежуточного рольганга непрерывного полосового стана и устройство для его осуществления | 1982 |
|
SU1106560A1 |
| ЛИНИЯ СОРТИРОВКИ И ПАКЕТИРОВАНИЯ ТРУБ | 2002 |
|
RU2225764C2 |
| УСТРОЙСТВО ДЛЯ РАЗБОРКИ СТОПЫ СЛЯБОВ С ПОСЛЕДУЮЩЕЙ ПЕРЕДАЧЕЙ ИХ НА РОЛЬГАНГ | 1991 |
|
RU2015480C1 |

