Изобретение относится к области электротехники, а именно к экструдерам для переработки безгалогенных материалов, применяемых для наложения изоляционных и защитных оболочек для кабелей и проводов, не поддерживающих горение.
Известен экструдер для переработки пластмасс (полиэтилен, поливинилхлоридный пластикат и др.), который включает цилиндр с размещенным в нем шнеком с нарезкой по всей длине, электрические нагреватели по зонам цилиндра, воздушное охлаждение с помощью вентиляторов. (Г.Шенкель. «Шнековые прессы для пластмасс». Перевод с немецкого. Л., 1962 г., стр.218-299).
Недостатком этого экструдера является невозможность перерабатывать безгалогенные компаунды, которые являются высоконаполненными. При определенной степени сдвига увеличение концентрации наполнителя приводит к повышению напряжений сдвига и в то же время к увеличению вязкости. При этом выделяется большое количество тепла в цилиндре, которое необходимо отводить, так как при повышенных температурах наполнитель компаундов - тригидрат алюминия - выделяет воду. Поэтому необходимо строго контролировать, чтобы температура потока расплава не превышала критической температуры разложения тригидрата алюминия. Указанный экструдер не имеет необходимой мощности охлаждения для отвода, выделяемого при сдвиге тепла.
Прототипом является экструдер для переработки безгалогенных компаундов, высоконаполненных тригидратом алюминия (Al(ОН)3), который включает цилиндр с размещенным в нем шнеком с двойной нарезкой в средней части (барьерный тип). Цилиндр имеет двойную стенку, так как состоит из внешнего корпуса из высокопрочной стали и втулки из особо коррозио- и износоустойчивого материала, как, например, нитрированной стали. Между втулкой и внешним корпусом цилиндра должен быть весьма надежный, плотный контакт, обеспечивающий равномерность теплового потока и прочность втулки под действием массы перерабатываемого материала. Экструдер также имеет электрические нагреватели сопротивления по зонам цилиндра: загрузки, сжатия, пластикации и расплава, а для охлаждения используются мощные центробежные вентиляторы для подача воздуха вдоль цилиндра. Последний оборудован радиаторами в виде медных пластин. Как видно на рис.14, в указанном экструдере предложено радиальное воздушное охлаждение цилиндра в отличие от традиционных осевого воздушного охлаждения и охлаждения маслом (В.Лина, А.В.Чамов, Майллефер СА. "Экструзия полимеров, не поддерживающих горение" М., Журнал «Кабели и провода» №6 (283), 2003 г., стр.16-20).
Однако с помощью указанного экструдера трудно достигнуть высокого качества наложения изоляции и оболочек на кабели и провода, не поддерживающие горение.
В основу настоящего изобретения поставлена задача создать такой экструдер для переработки безгалогенных материалов, в котором новое выполнение деталей и узлов, новое их сочетание обеспечили бы повышение качества наложения изоляции и оболочек на кабели и провода, не поддерживающие горение.
Поставленная задача решается тем, что в экструдере для переработки безгалогенных материалов, включающем корпус, цилиндр с размещенным в нем шнеком с двойной нарезкой в средней части, электрические нагреватели сопротивления и радиаторы охлаждения по зонам цилиндра: загрузки, сжатия, пластикации и расплава, центробежные вентиляторы для подачи воздуха вдоль цилиндра, согласно изобретению цилиндр выполнен в виде одной втулки и усилен по длине несколькими стяжками, закрепленными на корпусе, а радиаторы, по крайней мере, зоны пластикации и расплава выполнены литыми с радиальными и аксиальными пазами для воздушного охлаждения и надеты непосредственно на упомянутую втулку.
Предлагаемый экструдер позволяет повысить качество наложения изоляции и оболочек на кабели и провода, не поддерживающие горение, за счет более интенсивного охлаждения, каким является смешанное радиально-осевое воздушное охлаждение в наиболее ответственных зонах цилиндра: зонах пластикации и расплава и более точного регулирования температурного интервала обратимой реакции выделения воды из тригидрата алюминия с температурным допуском в зонах расплава и экструзии в пределах ±1,0°С, что исключает выделение воды в перерабатываемом материале и образование пор на поверхности и по толщине изоляции или оболочки. Точное регулирование температурного интервала возможно за счет меньшей тепловой инерционности более тонкой втулки по сравнению с прототипом, имеющим цилиндр с двойной стенкой, то есть с неизбежным воздушным зазором на величину допуска посадки внешнего корпуса и втулки. Работа на более высоком интервале температур позволяет увеличить производительность экструдера и, следовательно, несколько увеличить скорость наложения изоляции и оболочки на кабели и провода. Кроме того, выполнение цилиндра в виде одной втулки, усиленной по длине несколькими стяжками (обычными шпильками с гайками натяжения), закрепленными на корпусе, позволяет значительно упростить изготовление экструдера, снизить его материалоемкость. У прототипа изготовление цилиндра (длина до 4,5 м), состоящего из толстостенного внешнего корпуса из высокопрочной стали и втулки, требует высокой точности, значительной трудоемкости.
Радиаторы, по крайней мере, зоны пластикации и расплава выполнены литыми с радиальными и аксиальными пазами для воздушного охлаждения и плотно надеты непосредственно на упомянутую втулку, что значительно улучшает охлаждение цилиндра как в радиальном, так и в аксиальном направлениях в наиболее ответственных зонах и, кроме того, упрощает процесс изготовления радиаторов и сборки экструдера.
Каждый радиатор может быть выполнен в виде двух секций, что облегчает литье радиаторов, их обработку и последующую сборку.
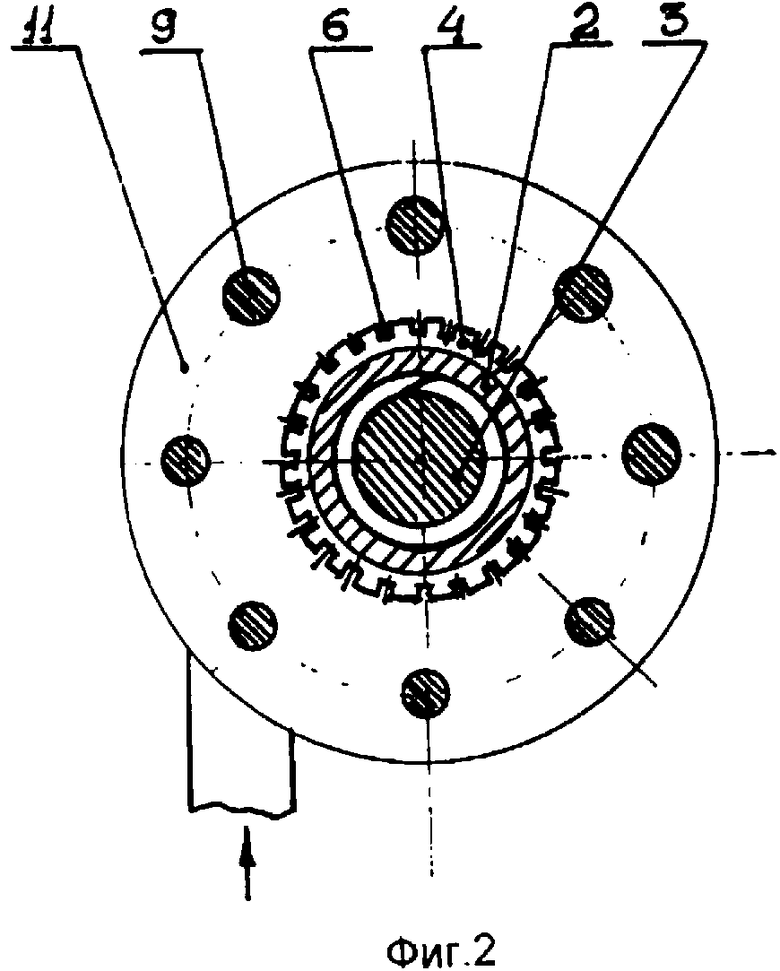
Предлагаемый экструдер схематично представлен на фиг.1, 2. На фиг.1 на виде спереди дан продольный разрез средней части экструдера. На фиг.2 дан вид экструдера сбоку. На фиг.1 и 2: 1 - корпус, 2 - цилиндр, 3 - шнек с двойной нарезкой барьерного типа, 4 - радиатор охлаждения, 5 - радиальные пазы, 6 - аксиальные пазы, 7 - нагреватель, 8 - вентилятор, 9 - шпилька, 10 - гайка, 11 - фланец.
Экструдер для переработки безгалогенных материалов включает корпус 1, цилиндр 2 с размещенным в нем шнеком 3 с двойной нарезкой барьерного типа в средней части, электрические нагреватели 7 сопротивления и радиаторы 4 охлаждения по зонам цилиндра 2: загрузки, сжатия, пластикации и расплава, центробежные вентиляторы 8 для подачи воздуха вдоль цилиндра 2. Цилиндр 2 выполнен в виде одной втулки и усилен по длине несколькими стяжками 9, закрепленными на корпусе 1, а радиаторы 4, по крайней мере, зоны пластикации и расплава выполнены литыми с радиальными 5 и аксиальными 6 пазами для воздушного охлаждения и надеты непосредственно на упомянутую втулку 2.
Пример. Экструдер для переработки безгалогенных компаундов, высоконаполненных тригидратом алюминия (Al(ОН)3), включает цилиндр 2 с размещенным в нем шнеком 3 с двойной нарезкой в средней части (барьерный тип). Цилиндр 2 выполнен в виде втулки из твердой легированной стали. Поверх втулки 2 надеты плотно радиаторы 4 охлаждения. Радиаторы 4 выполнены литыми с радиальными 5 и аксиальными 6 пазами для воздушного охлаждения в виде двух секций для каждой зоны цилиндра 2. Между втулкой 2 и радиаторами 4 получается весьма надежный, плотный контакт, обеспечивающий равномерность и малую инерционность теплового потока как при нагреве, так и при охлаждении. Для усиления прочности втулка 2 стянута восьмью шпильками 9 и гайками 10 и с помощью фланцев 11 закреплена на корпусе 1 экструдера, что исключает возможные деформации втулки 2, стенки которой тоньше, чем у прототипа, под действием массы перерабатываемого материала (до 400 кг/см2). Экструдер также имеет электрические нагреватели 7 сопротивления, размещенные на радиаторах 4 по зонам цилиндра 2: загрузки, сжатия, пластикации и расплава, и четыре центробежных вентилятора 8 для воздушного охлаждения всего цилиндра 2.
Работа экструдера заключается в следующем. После заполнения материалом, например безгалогенным компаундом D-A 898 R, запуск экструдера производится с минимальным числом оборотов шнека 3 до тех пор, пока материал не появится из головки (условно не показана). Температура массы не должна превышать 180°С. Температура по зонам переработки компаунда в экструдере имеет следующий вид. На входе 150°С, в зоне загрузки 155°С, в зоне сжатия 160°С, в зоне пластикации 165°С, в зоне расплава 170°С, в зоне головки (или в зоне экструзии) 175°С. При этом переработка компаунда производится с температурным допуском в зонах расплава и экструзии в пределах ±1,0°С.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2005 |
|
RU2329895C2 |
| Установка для получения резино-полиолефиновых композиций | 2022 |
|
RU2798335C1 |
| СПОСОБ АДДИТИВНОЙ ЭКСТРУЗИИ ОБЪЁМНЫХ ИЗДЕЛИЙ И ЭКСТРУДЕР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2750995C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРЕХСЛОЙНОЙ ПЛЕНКИ НА ОСНОВЕ ПОЛИПРОПИЛЕНА С НАПОЛНИТЕЛЕМ ИЗ КАРБОНАТА КАЛЬЦИЯ | 2015 |
|
RU2599586C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛАМЕНТА | 2024 |
|
RU2840751C1 |
| ЭКСТРУЗИОННАЯ МАШИНА | 1995 |
|
RU2095242C1 |
| Центробежный экструдер для полимеров | 1978 |
|
SU765000A1 |
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ И ПРОИЗВОДСТВА КАУЧУКА И ТЕРМОПЛАСТИЧНЫХ ПЛАСТМАСС | 1991 |
|
RU2053122C1 |
| Шнек экструдера | 1971 |
|
SU564169A1 |
| ЭКСТРУДЕР 3Д ПРИНТЕРА C КОНВЕКЦИОННЫМ НАГРЕВОМ | 2020 |
|
RU2745944C1 |
Изобретение относится к области электротехники, а именно к экструдерам для переработки безгалогенных материалов, применяемых для наложения изоляционных и защитных оболочек для кабелей и проводов, не поддерживающих горение. Экструдер включает корпус, цилиндр с размещенным в нем шнеком с двойной нарезкой в средней части, электрические нагреватели сопротивления и радиаторы охлаждения по зонам цилиндра, центробежные вентиляторы для подачи воздуха вдоль цилиндра. В экструдере цилиндр выполнен в виде одной втулки и усилен по длине несколькими стяжками, закрепленными на корпусе. Радиаторы, по крайней мере, зоны пластикации и расплава выполнены литыми с радиальными и аксиальными пазами для воздушного охлаждения и надеты непосредственно на упомянутую втулку. Экструдер позволяет повысить качество наложения изоляции и оболочек на кабели и провода, не поддерживающие горение. 1 з.п. ф-лы, 2 ил.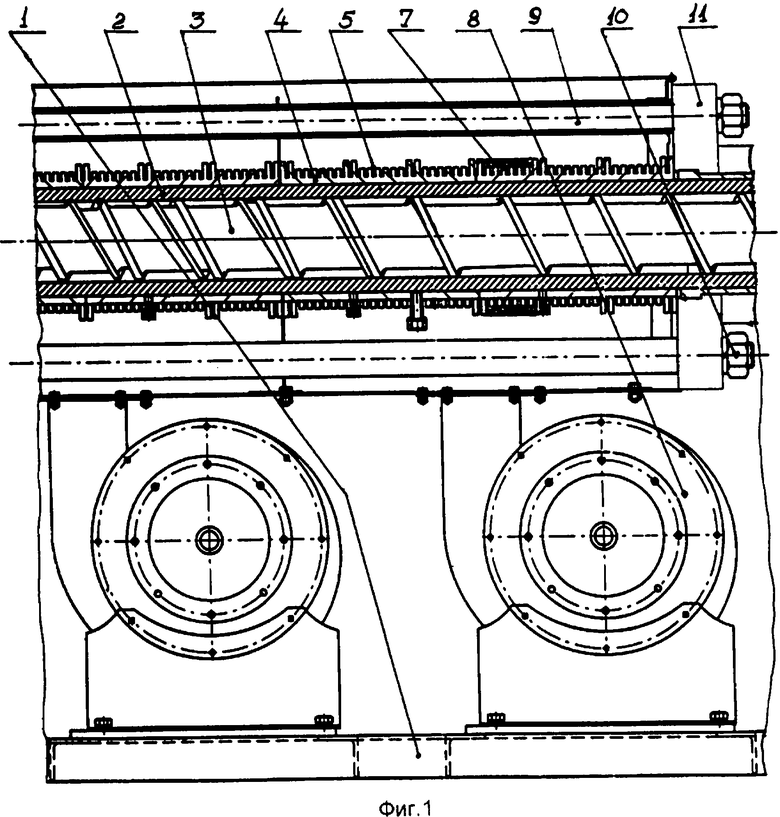
| ШЕНКЕЛЬ Г | |||
| Шнековые прессы для пластмасс | |||
| - Л.: ГОСХИМИЗДАТ, 1962, с.292-299 | |||
| ФИШЕР Э | |||
| Экструзия пластических масс | |||
| - М.: ХИМИЯ, 1970, с.124-128 | |||
| ГРИФФ А | |||
| Технология экструзии пластмасс | |||
| - М.: МИР, 1965, с.224-227 | |||
| Изостат | 1986 |
|
SU1421453A1 |
| JP 63084472, 15.04.1988. | |||

