Изобретение относится к металлообработке и может быть использовано в зажимных устройствах, в частности при закреплении цилиндрических тонкостенных заготовок.
Известен способ закрепления детали, включающий взаимодействие зажимного узла с деталью посредством силового механизма при черновой и чистовой обработке (см. RU 2030257, В23В 31/40, 1995).
Известно также устройство для закрепления детали, содержащее зажимной узел и силовой механизм, причем зажимной узел состоит из корпуса с резьбовым стержнем, на наружной конической поверхности корпуса установлена цанга, а на резьбовом стержне - нажимная гайка (см. тамже).
Основным недостатком известных способов закрепления детали и устройства для его осуществления является низкая точность обработки заготовки на чистовом этапе. Недостаток обусловлен тем, что на чистовом этапе для исключения деформации заготовка должна закрепляться с меньшей силой зажима, чем на черновом этапе, а для этого необходимо отворачивать нажимную гайку на вполне определенный угол, что вручную трудновыполнимо. Трудность также заключается в обеспечении требуемого усилия закрепления заготовки при переходе с черновой операции к чистовой.
Технической задачей, на решение которой направлено изобретение, является повышение точности обработки детали при переходе от черновой операции к чистовой.
Технический результат достигается тем, что закрепление детали при черновой обработке осуществляют зажимным узлом, взаимодействующим одновременно с двумя силовыми механизмами, а при чистовой обработке - с одним силовым механизмом.
Устройство для закрепления детали содержит зажимной узел и силовой механизм, причем зажимной узел состоит из корпуса с резьбовым стержнем, на наружной конической поверхности корпуса установлена цанга, а на резьбовом стержне - нажимная гайка. Устройство снабжено втулкой, соединенной при помощи Т-образного замка с цангой, нажимная гайка выполнена с возможностью взаимодействия при помощи Т-образного замка со втулкой, а на наружной поверхности нажимной гайки расположен дополнительный силовой механизм, выполненный в виде пружины сжатия, контактирующей одним концом с цангой, а другим - через гильзу со стопорным кольцом, расположенным в кольцевой канавке втулки.
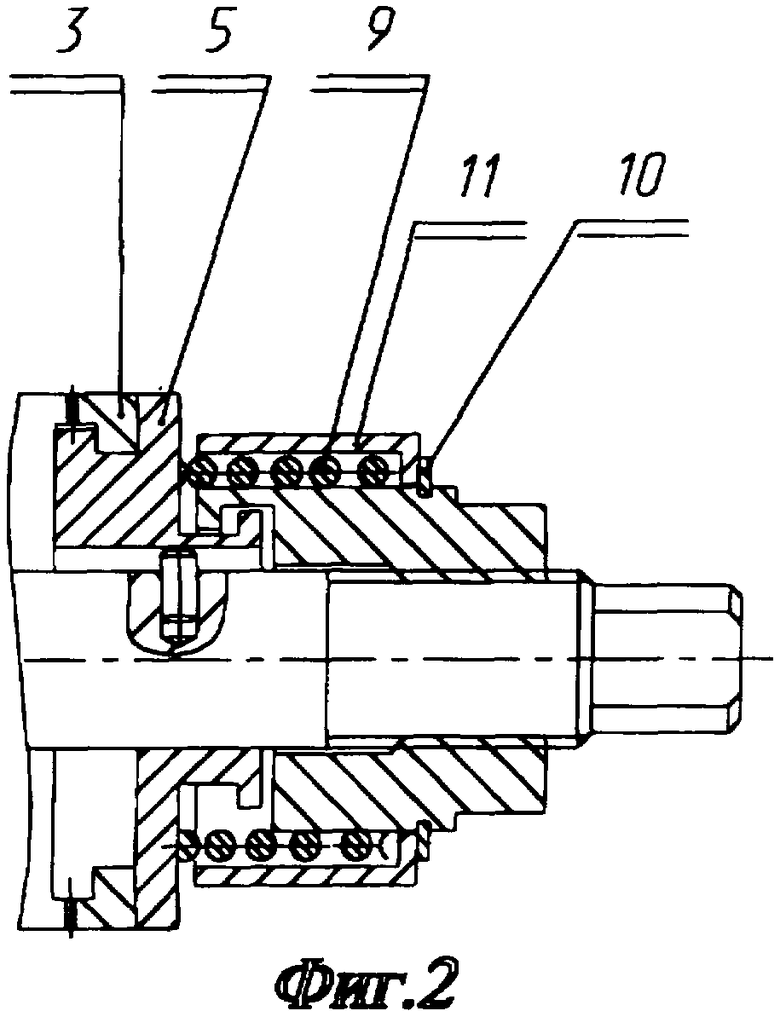
На фиг.1 показано устройство для закрепления детали в положении черновой обработки заготовки, общий вид в разрезе;
на фиг.2 - устройство для закрепления детали в положении чистовой обработки заготовки.
Устройство для закрепления детали состоит из зажимного узла, содержащего корпус 1, в центральной части которого расположена сферическая опора 2. На наружной конической поверхности корпуса 1 расположена цанга 3, предназначенная для закрепления заготовки 4. Цанга 3 посредством Т-образного замка соединена со втулкой 5. На правом конце втулки 5 выполнена кольцевая канавка 6. На правом конце корпуса 1 расположен силовой механизм для закрепления детали 4, состоящий из резьбового стержня 7 корпуса 1 и нажимной гайки 8. Нажимная гайка 8 посредством Т-образного замка соединена со втулкой 5. На наружной поверхности нажимной гайки 8 расположен второй силовой механизм для закрепления детали, выполненный в виде пружины сжатия 9, которая постоянно контактирует с одной стороны с цангой 3 через втулку 5, а с другой стороны со стопорным кольцом 10 через гильзу 11. Имеются и другие детали, выполненные по общим правилам конструирования станочных приспособлений типа цанговых разжимных оправок.
Способ закрепления детали реализуется следующим образом.
В исходном положении гайка 12 снята с корпуса 1. Рабочий устанавливает заготовку 4 на цангу 3 и предварительно с небольшим усилием поджимает ее гайкой 12 к опоре 2. Затем, вращая нажимную гайку 8, сначала пружиной 9, а затем и нажимной гайкой 8 перемещает цангу 3 влево и закрепляет заготовку 4 с усилием, обеспечивающим ее надежное закрепление при черновой обработке. После этого заготовку 4 закрепляют гайкой 12. После черновой обработки рабочий отворачивает нажимную гайку 8, исключая ее контакт со втулкой 5, а следовательно и с цангой 3. При этом заготовка 4 будет закреплена только усилием пружины 9, обеспечивающим надежное ее закрепление при чистовой обработке.
Предлагаемый способ закрепления детали и устройство для его осуществления позволят при минимальных затратах на технологическую оснастку обеспечить высокую точность обработки тонкостенных деталей. Эффект достигается за счет использования в конструкции устройства двух силовых механизмов, взаимодействующих с зажимным узлом, что позволяет уменьшить усилие зажима путем исключения из взаимодействия одного из силовых механизмов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Переносной токарный станок для обработки концов труб | 1989 |
|
SU1710193A1 |
| Сборный режущий инструмент | 1983 |
|
SU1085686A1 |
| РАЗЖИМНАЯ ОПРАВКА | 1992 |
|
RU2030257C1 |
| Зажимной патрон | 1982 |
|
SU1052346A1 |
| ЛЮНЕТ ДЛЯ АВТОМАТА ПРОДОЛЬНОГО ТОЧЕНИЯ | 2001 |
|
RU2212993C2 |
| Силовой замок для соединения деталей | 1978 |
|
SU881391A2 |
| Клещевая подача для универсально-гибочных автоматов с приводом от центральной шестерни | 1987 |
|
SU1547916A1 |
| РАЗЖИМНАЯ ОПРАВКА | 2013 |
|
RU2519708C1 |
Способ включает взаимодействие зажимного узла с деталью посредством силового механизма при черновой и чистовой обработке. Закрепление детали при черновой обработке осуществляют зажимным узлом, взаимодействующим одновременно с двумя силовыми механизмами, а при чистовой обработке - с одним силовым механизмом. Устройство содержит зажимной узел и силовой механизм. Зажимной узел состоит из корпуса с резьбовым стержнем, на наружной конической поверхности корпуса установлена цанга, а на резьбовом стержне - нажимная гайка. Оно снабжено втулкой, соединенной при помощи Т-образного замка с цангой. Нажимная гайка выполнена с возможностью взаимодействия при помощи Т-образного замка со втулкой, а на наружной поверхности нажимной гайки расположен дополнительный силовой механизм, выполненный в виде пружины сжатия, контактирующей одним концом с цангой, а другим - через гильзу со стопорным кольцом, расположенным в кольцевой канавке втулки. Технический результат: повышение эффективности закрепления детали при переходе от черной операции к чистовой. 2 н.п. ф-лы, 2 ил.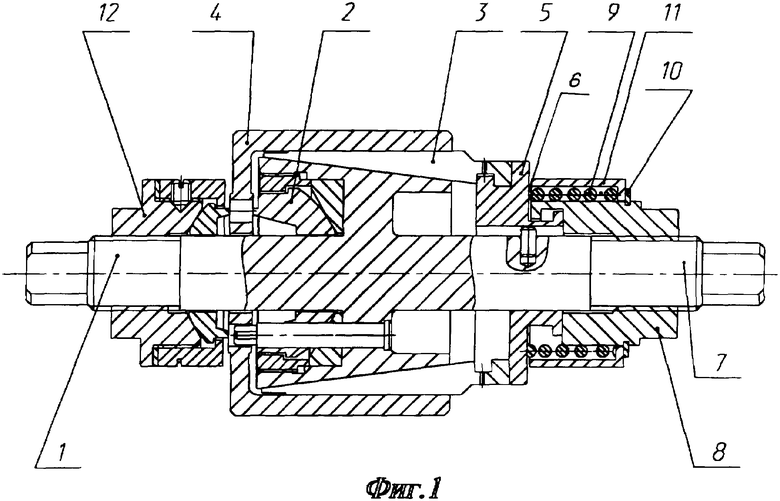
| РАЗЖИМНАЯ ОПРАВКА | 1992 |
|
RU2030257C1 |
| Разжимная оправка | 1980 |
|
SU908548A1 |
| Разжимная оправка | 1988 |
|
SU1537397A1 |
| СПОСОБ КРЕПЛЕНИЯ ЗАГОТОВКИ ПРИ ТОКАРНОЙ ОБРАБОТКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2201847C2 |
| FR 2058161 A, 28.05.1971. | |||

