Настоящее изобретение относится к способу и устройству для выполнения взаимно накладывающихся профильных структур на листе фольги. Подобные листы фольги используются преимущественно для изготовления из них сотовых элементов, применяемых, например, в системах выпуска отработавших газов (ОГ), образующихся при работе двигателей внутреннего сгорания (ДВС), в качестве компонентов для обработки или снижения токсичности ОГ.
Для обработки или снижения токсичности ОГ, образующихся при работе нестационарных ДВС, таких, например, как двигатели с принудительным воспламенением рабочей смеси и дизельные двигатели, в выпускном трубопроводе принято располагать по меньшей мере один компонент для обработки или снижения токсичности ОГ, который имеет относительно большую площадь поверхности (как, например, так называемый сотовый элемент). Такие компоненты в зависимости от их назначения при необходимости снабжаются определенным покрытием (например, адсорбирующим, каталитически активным и/или обладающим иными свойствами) и благодаря большой площади своей поверхности обеспечивают плотный контакт с таким покрытием проходящего через них потока ОГ. В качестве примера подобных компонентов можно назвать фильтрующие элементы, предназначенные для отфильтровывания содержащихся в ОГ твердых частиц, адсорберы, предназначенные для по меньшей мере временного накопления содержащихся в ОГ вредных веществ (например, NOx), каталитические преобразователи (например, трехкомпонентные каталитические нейтрализаторы, нейтрализаторы с катализатором окисления, нейтрализаторы с катализатором восстановления и иные каталитические нейтрализаторы), диффузоры, предназначенные для воздействия на поток ОГ, соответственно для завихрения проходящего через них потока ОГ, или же нагревательные элементы, предназначенные для нагрева ОГ до требуемой температуры непосредственно после пуска холодного ДВС. С учетом рабочих условий, преобладающих в автомобильной системе выпуска ОГ, в качестве носителей подобных покрытий в принципе хорошо зарекомендовали себя керамические сотовые элементы, экструдированные сотовые элементы и сотовые элементы, изготовленные из фольги. Учитывая всегда существующую необходимость согласования таких носителей с выполняемой ими функцией, для их изготовления в качестве исходного материала наиболее пригодна жаропрочная и коррозионно-стойкая фольга.
Известно изготовление сотовых элементов из множества по меньшей мере частично профилированных металлических листов, которые затем помещаются в корпус и тем самым образуют носитель, на который можно наносить одно или несколько указанных выше покрытий. По меньшей мере частично профилированные металлические листы располагают при этом таким образом, что они образуют в основном параллельные друг другу каналы. Для этого части металлических листов придают профильную структуру, например профильную структуру с волнистым или гофрированным, пилообразным, прямоугольным, треугольным, Ω-образным или иным аналогичным профилем.
Известно далее выполнение на подобных листах фольги второй профильной структуры, которая прежде всего должна исключать непосредственно после входа ОГ в сотовый элемент образование ламинарного течения, из-за которого газообмен между частичными потоками ОГ, движущимися в центральной части подобного канала, и, например, частичными потоками ОГ, движущимися вдоль стенок канала, снабженных каталитически активным покрытием, происходит в недостаточной мере. Эта вторая профильная структура, соответственно микропрофильная структура, образует для набегающего на нее потока ОГ потокоотклоняющие поверхности, которые вызывают завихрение частичных потоков ОГ внутри подобного канала. Такое завихрение приводит к интенсивному перемешиванию между собой частичных потоков ОГ, содержащиеся в которых вредные вещества благодаря этому плотно контактируют со стенкой канала. Помимо этого подобные вторые профильные структуры позволяют создавать проходы для частичных потоков ОГ в поперечном продольной протяженности каналов направлении, обеспечивающие возможность газообмена между частичными потоками ОГ, движущимися в соседних каналах. В качестве примеров известных, используемых в подобных целях микропрофильных структур можно назвать потоконаправляющие поверхности, утолщения или бугорки, выступы, "крылышки" (лопатки), пластинки, отверстия или иные аналогичные микропрофильные элементы. В этом отношении при изготовлении подобных металлических сотовых элементов существуют гораздо более широкие возможности по варьированию их конструктивного исполнения по сравнению с керамическими сотовыми элементами, поскольку каналы со столь сложной конфигурацией их стенок изготовить из керамического материала невозможно, соответственно возможно лишь при условии особо высоких технических затрат.
В последующем эти снабженные профильными структурами металлические листы набирают в пакет (при необходимости попеременно чередуя их с гладкими промежуточными слоями), совместно скручивают и помещают в корпус. Таким путем получают сотовый элемент с в основном параллельными друг другу каналами.
Помимо этого при обработке или снижении токсичности ОГ особый интерес представляет обеспечение возможности превращения содержащихся в ОГ вредных веществ в безвредные практически сразу же после пуска ДВС. При этом подобное превращение должно согласно законодательно установленным нормам, соответственно директивам, происходить с особо высокой эффективностью. По этой причине ранее наблюдалась тенденция к постоянному уменьшению толщины металлических листов, используемых для изготовления сотовых элементов. Такие металлические листы обладают исключительно низкой удельной, отнесенной к единице площади их поверхности теплоемкостью, т.е. они отбирают сравнительно небольшое количество тепла у движущегося вдоль них потока ОГ, соответственно сами относительно быстро нагреваются. Быстрый нагрев металлических листов имеет важное значение, поскольку превращение содержащихся в ОГ вредных веществ в безвредные вещества на используемых в настоящее время в системах выпуска ОГ каталитически активных покрытиях начинается лишь после их нагрева до определенной начальной рабочей температуры, которая составляет примерно 230-270°С. С целью обеспечить по меньшей мере 98%-ную эффективность превращения содержащихся в ОГ вредных веществ в безвредные вещества уже по истечении нескольких секунд после пуска двигателя используют металлические листы толщиной, например, менее 0,1 мм, и прежде всего даже менее 0,05 мм.
Однако при решении описанных выше задач приходится сталкиваться с целым рядом технологических и эксплуатационных проблем. Так, например, для целенаправленного создания требуемых условий перемещения потока ОГ в сотовом элементе в некоторых случаях необходимо обеспечить точную ориентацию микропрофильных структур в каналах. Помимо этого следует также учитывать необходимость неразъемного соединения между собой подобных листов фольги, прежде всего пайкой (твердым припоем, при необходимости в вакууме) и/или сваркой. Однако подобное соединение между собой листов фольги предполагает наличие определенных участков их контакта друг с другом. Отсюда вытекает необходимость соблюдения максимально возможной точности в расположении взаимно накладывающихся профильных структур друг относительно друга. Однако до настоящего времени обеспечить достаточную точность в расположении взаимно накладывающихся профильных структур друг относительно друга не удавалось. Влияние внешних факторов на процесс выполнения профильных структур, таких, например, как возникновение вибрации листов фольги, приводит к неравномерной подаче (задаче) листов фольги и/или появлению погрешностей при их формоизменении. Технологические погрешности, соответственно отклонения формы и размеров инструментов от номинальных (такие, например, как радиальное биение, биение подшипников, погрешности контура обкатных зубьев и т.д.), приводят к нежелательному, частично подверженному периодическим колебаниям отклонению положения профильных структур друг относительно друга. Помимо этого неоднородности материала фольги могут вносить дополнительные погрешности в расположение профильных структур друг относительно друга.
В основу настоящего изобретения была положена задача по меньшей мере частично снизить остроту присущих уровню техники проблем. Задача изобретения состояла прежде всего в разработке способа изготовления подобной, многократно профилированной фольги, который обеспечивал бы максимально возможную точность расположения взаимно накладывающихся профильных структур друг относительно друга. Такой способ должен при этом отвечать требованиям серийного производства подобной профилированной фольги с одновременной экономией затрачиваемых на это времени и средств. Еще одна задача изобретения состояла в разработке устройства для изготовления подобной профилированной фольги. Изготовленная предлагаемым в изобретении способом, соответственно с помощью предлагаемого в изобретении устройства профилированная фольга должна характеризоваться особо точным расположением взаимно накладывающихся профильных структур друг относительно друга и должна быть пригодна прежде всего для изготовления из нее сотовых элементов, способных длительно работать в системе выпуска ОГ, образующихся при работе ДВС.
Указанные задачи решаются с помощью способа, заявленного в п.1 формулы изобретения, а также с помощью устройства, заявленного в п.8 формулы изобретения. Различные предпочтительные варианты осуществления предлагаемого в изобретении способа, соответственно варианты выполнения предлагаемого в изобретении устройства, приведены в соответствующих зависимых пунктах формулы изобретения. В изобретении предлагается также лист фольги, изготавливаемый предлагаемым в изобретении способом соответственно с помощью предлагаемого в изобретении устройства и изготавливаемый из такого листа фольги сотовый элемент. В этом отношении необходимо отметить, что представленные по отдельности в формуле изобретения отличительные признаки изобретения могут использоваться в любых технологически реализуемых комбинациях между собой и дополнительно с рассмотренными в настоящем описании отличительными особенностями изобретения, что позволяет получить другие предпочтительные варианты его осуществления.
Предлагаемый в изобретении способ выполнения взаимно накладывающихся профильных структур на листе фольги заключается в выполнении по меньшей мере следующих стадий:
а) с помощью первого инструмента выполняют первичную профильную структуру,
б) лист фольги перемещают далее ко второму инструменту с по меньшей мере одним формообразующим профилирующим валком, который обеспечивает указанное дальнейшее перемещение листа фольги,
в) с помощью второго инструмента выполняют вторичную профильную структуру,
г) определяют пространственное положение первичной профильной структуры и вторичной профильной структуры на по меньшей мере одном отдельном участке листа фольги,
д) выявляют наличие неправильного расположения первичной профильной структуры и вторичной профильной структуры друг относительно друга и корректируют рабочий параметр по меньшей мере одного профилирующего валка.
Обычно подобные профильные структуры выполняют в непрерывном режиме (соответственно в прерывистом режиме с частотой подачи, превышающей 1 такт в секунду), сматывая при этом фольгу с рулона в разматывателе и подавая ее к инструментам. Поэтому выполнение профильных структур предлагаемым в изобретении способом заключается в основном в пластической деформации листа фольги. В соответствии с этим лист фольги сначала является гладким и в таком виде подается в первый инструмент для выполнения первичной профильной структуры. В данном случае первичная профильная структура в предпочтительном варианте представляет собой микропрофильную структуру, т.е., например, рельефно выдавленную (тисненую) структуру или выштамповку, которая занимает лишь небольшой участок листа фольги и которую предусматривают прежде всего для воздействия в последующем на поток ОГ в канале сотового элемента. Наряду с этим подобная первичная профильная структура может также представлять собой подготовительную структуру для последующего выполнения из нее (других, соответственно дополнительных) микропрофильных структур, например может представлять собой прорези, расположенные между которыми отдельные участки фольги в последующем дополнительно подвергают пластической деформации для образования потоконаправляющих поверхностей или иных микропрофильных элементов аналогичного назначения.
Как указано выше, на стадии б) предлагаемого в изобретении способа дальнейшее перемещение листа фольги обеспечивается профилирующим валком второго инструмента. Сказанное означает, что лист фольги протягивается вторым инструментом через первый инструмент. Несмотря на возможность установки устройств для натяжения и/или направленного перемещения листа фольги также перед первым инструментом и/или между первым инструментом и вторым инструментом, тем не менее подача листа фольги с требуемой скоростью, соответственно тактовой частотой, обеспечивается именно профилирующим валком второго инструмента.
Тем самым профилирующий валок второго инструмента наряду с выполнением им функции формообразования, т.е. выполнения вторичной профильной структуры (стадия в)), выполняет также функцию перемещения (подачи) листа фольги. Благодаря зацеплению профилирующего валка со вторичной профильной структурой листа фольги к нему может прикладываться усилие, параллельное направлению его подачи, скорость которой при этом определяется скоростью вращения профилирующего валка.
После выполнения первичной профильной структуры и вторичной профильной структуры (и при необходимости других профильных структур) на следующей стадии г) предлагаемого в изобретении способа определяют пространственное расположение этих взаимно накладывающихся профильных структур друг относительно друга. При этом предпочтительно определять положение каждой из принимаемых за начало отсчета контрольных точек первичной и вторичной профильных структур и анализировать расположение таких контрольных точек друг относительно друга. Расположение контрольных точек друг относительно друга можно также определять в одной или нескольких плоскостях (параллельно, перпендикулярно и/или наклонно поверхности гладкого листа фольги). В качестве контрольных точек первичной профильной структуры целесообразно использовать прежде всего центры и/или средние линии первичной профильной структуры. В качестве же контрольных точек вторичной профильной структуры целесообразно использовать, например, ее экстремумы, такие как вершины гофров, соответственно впадины между гофрами при выполнении вторичной профильной структуры в виде гофрированной или волнистой структуры.
После определения пространственного положения первичной профильной структуры и вторичной профильной структуры анализируют их пространственное расположение друг относительно друга. При этом можно задавать различные допустимые пределы или предельные значения отклонения пространственного расположения первичной и вторичной профильных структур друг относительно друга от номинального, которые позволяют дифференцировать приемлемое (правильное) и неправильное расположение первичной и вторичной профильных структур друг относительно друга. При обнаружении на стадии г) неправильного пространственного расположения первичной и вторичной профильных структур друг относительно друга на следующей стадии д) изменяют или корректируют по меньшей мере один рабочий параметр по меньшей мере одного профилирующего валка. В качестве такого рабочего параметра рассматривается прежде всего скорость вращения профилирующего валка, однако в некоторых случаях можно также менять положение профилирующего валка относительно других компонентов второго инструмента, прежде всего его второго профилирующего валка. При таком изменении положения профилирующего валка его формообразующий профиль оказывается на новом расстоянии от первого инструмента, и тем самым положение вторичной профильной структуры на листе фольги изменяется относительно первичной профильной структуры. Таким путем обеспечивают точную настройку расположения первичной и вторичной профильных структур друг относительно друга. При выполнении профильных структур предлагаемым в изобретении способом возможно высокодинамичное регулирование процесса изготовления подобных листов фольги со взаимно накладывающимися профильными структурами при высокой скорости автоматической реакции на неоднородности материала, внешние возмущения и аналогичные факторы.
В другом варианте на стадии д) предлагается в качестве рабочего параметра изменять угловую скорость по меньшей мере одного профилирующего валка, с которой его приводят во вращение. До настоящего времени профилирующие валки, использовавшиеся для выполнения вторичной профильной структуры, приводили во вращение с постоянной угловой скоростью, разбивая при этом при необходимости один полный оборот профилирующего валка на множество отдельных (дискретных) углов поворота, соответственно приращений угла поворота и поворачивая далее профилирующий валок в течение заданных временных интервалов на постоянное количество приращений угла поворота. Согласно же изобретению было решено отказаться от подобного подхода. При обнаружении неправильного расположения первичной и вторичной профильных структур друг относительно друга его корректируют, изменяя продолжительность временного интервала, в течение которого профилирующий валок поворачивают на заданное постоянное количество приращений угла поворота и/или изменяя количество приращений угла поворота при постоянном временном интервале. С учетом того факта, что подобное регулирование выполняют лишь при обнаружении неправильного расположения первичной и вторичной профильных структур друг относительно друга, в процессе выполнения профильных структур предлагаемым в изобретении способом могут также иметь место фазы, в течение которых профилирующий валок будет вращаться с постоянной угловой скоростью, и поэтому при корректировке угловой скорости вращения профилирующего валка в качестве его варьируемого рабочего параметра в некоторых случаях необходимо рассматривать более длительную временную фазу (например, продолжительностью 5 минут).
Наиболее предпочтительно, однако, выполнять стадию г) по меньшей мере один раз за один оборот по меньшей мере одного профилирующего валка. Сказанное означает, что проверка пространственного положения первичной профильной структуры и вторичной профильной структуры происходит самое позднее по завершении профилирующим валком каждого полного оборота. Связанное с этим преимущество состоит в том, что подобное регулирование является исключительно динамичным и может быстро реагировать на возмущения, такие, например, как возникновение вибрации.
Предпочтительно далее и стадию д) выполнять по меньшей мере один раз за один оборот профилирующего валка. При этом по меньшей мере один рабочий параметр по меньшей мере одного профилирующего валка можно путем соответствующего регулирования корректировать таким образом, чтобы несоответствие в пространственном расположении первичной и вторичной профильных структур друг относительно друга устранялось самое позднее по завершении профилирующим валком полного оборота и прежде всего в том случае, когда стадию г) выполняют только после совершения профилирующим валком каждого полного оборота. Однако для повышения динамичности регулирования стадии г) и д) предпочтительно выполнять многократно за один оборот профилирующего валка с тем, чтобы корректировка рабочего параметра профилирующего валка происходила при его повороте менее чем на один полный оборот. В последнем случае стадии г) и д) предпочтительно выполнять по меньшей мере дважды, и прежде всего, по меньшей мере четырежды за один полный оборот профилирующего валка.
При регулировании положения профилирующего валка относительно других компонентов в качестве его рабочего параметра изменяется вид вторичной профильной структуры. Сказанное означает, например, что формообразующие элементы профилирующих валков глубже входят друг в друга, в связи с чем увеличивается высота формируемой ими вторичной профильной структуры. В результате возрастает расход материала, идущего на выполнение одного сегмента вторичной профильной структуры, из-за чего и в этом случае первичная и вторичная профильные структуры также смещаются друг относительно друга. При последующем изготовлении сотового элемента из изготовленного таким путем листа фольги образуются каналы с разным поперечным сечением, что может оказаться предпочтительным в определенных областях применения сотового элемента. Однако с целью обеспечить тем же путем возможность точного воздействия на характер движения потока ОГ в сотовом элементе необходимо прецизионное регулирование положения профилирующих валков.
В одном из предпочтительных вариантов осуществления предлагаемого в изобретении способа на стадии а) в листе фольги путем штамповки выполняют отверстия, а на стадии в) лист фольги гофрируют с получением гофров. Такие отверстия можно выполнять в виде прорезей, круглых отверстий или иных аналогичных отверстий. Гофрированная же структура характеризуются в основном наличием вершин гофров и впадин между гофрами, относительно каковых вершин гофров, соответственно впадин между гофрами, задают положение указанных отверстий. При этом предпочтительно определять и при необходимости корректировать пространственное расположение отверстий и гофров в направлении подачи листа фольги и в его плоскости. В предпочтительном варианте главным образом для выполнения отверстий в листе фольги можно также использовать ротационный вырубной инструмент и/или лазер. В принципе можно также одновременно выполнять несколько первичных профильных структур, соответственно отверстий, с получением на стадии а) листа фольги с несколькими рядами первичных профильных структур, соответственно отверстий.
В еще одном варианте осуществления предлагаемого в изобретении способа за неправильное расположение первичной профильной структуры и вторичной профильной структуры друг относительно друга принимают величину их смещения друг относительно друга, превышающую 0,3 мм. Таким путем задается предельное значение, на основании которого правильное расположение первичной и вторичной профильных структур друг относительно друга можно отличить от неправильного. Смещение первичной и вторичной профильных структур друг относительно друга предпочтительно рассматривать в направлении подачи листа фольги. В качестве контрольных точек первичной и вторичной профильных структур при этом можно использовать центры, соответственно средние линии образующих их элементов. В том случае, когда первичная профильная структура представляет собой отверстия, выполненные в виде продолговатых отверстий или прорезей, в качестве контрольных точек можно использовать их среднюю линию, проходящую параллельно направлению линии вершин гофров, соответственно линии впадин между ними. Максимально допустимое смещение первичной и вторичной профильных структур друг относительно друга по абсолютной величине предпочтительно задавать равным 0,2 мм, прежде всего 0,1 мм.
В еще одном варианте осуществления предлагаемого в изобретении способа для выявления неправильного расположения первичной профильной структуры и вторичной профильной структуры друг относительно друга используют по меньшей мере один оптический датчик. Такой оптический датчик расположен в направлении перемещения листа фольги после второго инструмента (или после следующего за ним инструмента) и тем самым определяет пространственное положение уже выполненных первичной и вторичной профильных структур. В качестве оптического датчика целесообразно использовать прежде всего (видео-)камеру с разрешающей способностью (в пикселях), достаточной для получения изображений, по которым можно определять смещение первичной и вторичной профильных структур друг относительно друга. На основании пикселей можно определять, например, величину смещения первичной и вторичной профильных структур друг относительно друга и соответствующим образом корректировать угловую скорость по меньшей мере одного профилирующего валка.
Еще одним объектом изобретения является устройство для выполнения взаимно накладывающихся профильных структур, имеющее по меньшей мере следующие компоненты:
- первый инструмент для выполнения отверстий в листе фольги,
- второй инструмент с парой формообразующих профилирующих валков, которые служат для пропускания между ними листа фольги для его гофрирования с получением гофров и которые обеспечивают возможность перемещения листа фольги через первый инструмент и второй инструмент,
- агрегат для приведения во вращение по меньшей мере одного профилирующего валка второго инструмента,
- по меньшей мере один оптический датчик, который расположен в направлении подачи листа фольги после второго инструмента, и
- по меньшей мере один регулирующий блок, связанный с датчиком и агрегатом для приведения во вращение по меньшей мере одного профилирующего валка.
Такое устройство пригодно прежде всего для осуществления предлагаемого в изобретении способа.
Первый инструмент предлагаемого в изобретении устройства предпочтительно представляет собой штамповочную машину, отделяющую от листа фольги отдельные его части. Второй инструмент в предпочтительном варианте представляет собой гофрирующую машину. В качестве агрегата для приведения во вращение по меньшей мере одного профилирующего валка предпочтительно использовать электро-, соответственно серводвигатели. В предпочтительном варианте по меньшей мере один профилирующий валок приводят во вращение с частотой более 6 Гц [с-1], прежде всего более 8 Гц или даже 12 Гц. В качестве по меньшей мере одного оптического датчика предпочтительно использовать (видео-)камеру. Данные, полученные по меньшей мере одним оптическим датчиком, обрабатываются по меньшей мере одним регулирующим блоком, который определяет пространственное положение первичной и вторичной профильных структур. Помимо этого регулирующий блок способен выявлять неправильное расположение первичной и вторичной профильных структур друг относительно друга и корректировать затем рабочий параметр агрегата, которым приводится во вращение по меньшей мере один профилирующий валок. Регулирующий блок может иметь средства для распознавания образов, программы для обработки данных, память и иные компоненты.
Предпочтительно устройство, в котором по меньшей мере один датчик выполнен с изменяемым сканирующим полем. Сказанное означает, в частности, возможность изменения положения сканирующего поля датчика относительно листа фольги. Положение сканирующего поля датчика предпочтительно при этом изменять в направлении подачи листа фольги, соответственно в поперечном ему направлении, что можно обеспечить путем поступательного перемещения датчика и/или его поворота. Благодаря этому можно также выявлять значительные погрешности в расположении первичной и вторичной профильных структур друг относительно друга (которые могут возникать, например, при запуске процесса обработки листа фольги или при смене материала). Помимо этого один единственный датчик способен также определять на различных участках листа фольги положение контрольных точек первичной и вторичной профильных структур. Тем самым технические затраты на определение пространственного положения первичной профильной структуры и вторичной профильной структуры удается поддерживать на низком уровне.
В следующем варианте выполнения предлагаемого в изобретении устройства по меньшей мере один датчик работает в паре с измерительным валком, позиционирующим лист фольги относительно по меньшей мере одного датчика. Измерительный валок, который сам не выполняет профильные структуры путем пластической деформации листа фольги, а обеспечивает лишь его точное направленное перемещение, служит, например, для точного позиционирования вторичной профильной структуры относительно датчика. Измерительный валок может быть при этом снабжен собственным приводом или приводом, кинематически связанным с агрегатом для приведения во вращение по меньшей мере одного профилирующего валка. Измерительный валок и датчик предпочтительно располагать по разные стороны обрабатываемого листа фольги, и прежде всего, на одной линии, т.е. непосредственно друг против друга.
В еще одном варианте выполнения предлагаемого в изобретении устройства предусмотрены осветительные средства, служащие для по меньшей мере частичного освещения одной стороны листа фольги в сканирующем поле по меньшей мере одного датчика. Так, например, в предлагаемом в изобретении устройстве можно предусмотреть осветительные средства, расположенные с обращенной от датчика стороны листа фольги, и излучаемый которыми свет проходит сквозь отверстия (освещение контровым светом), и/или осветительные средства, расположенные с той же стороны листа фольги, что и датчик, и по меньшей мере частично освещающие сканирующее поле датчика (освещение падающим светом).
В изобретении предлагается также лист фольги, который изготовлен предлагаемым в изобретении способом или с помощью предлагаемого в изобретении устройства и имеет длину более 1 м, и у которого максимальная величина смещения первичной профильной структуры и вторичной профильной структуры друг относительно друга составляет 0,3 мм. В предпочтительном варианте смещение первичной профильной структуры и вторичной профильной структуры друг относительно друга остается меньше указанной максимальной величины на гораздо большей длине листа фольги, например на длине 100 м, соответственно 1000 м. Столь высокоточное изготовление листов фольги на подобной их длине возможно лишь предлагаемым в изобретении способом, соответственно лишь с помощью предлагаемого в изобретении устройства. Тем самым листы фольги можно изготавливать со столь высокой точностью и в серийном производстве с обеспечением высокого выхода годного материала при высокой скорости их изготовления.
При этом наиболее предпочтителен лист фольги, который имеет толщину в пределах от 30 до 150 мкм (от 0,03 до 0,15 мм) и у которого отношение ширины вторичной профильной структуры к ее высоте составляет менее 2,0, прежде всего даже менее 1,5. Тем самым предлагаемое в изобретении устройство, соответственно предлагаемый в изобретении способ, особо пригодны для выполнения исключительно тонких филигранных структур. Указанное отношение ширины вторичной профильной структуры к ее высоте свидетельствует об относительно большой степени пластической деформации, которой подвергают лист фольги, у которого именно те участки, на которых расположены вершины гофров и впадины между ними, имеют исключительно малые размеры, в связи с чем предпочтительно обеспечивать точное расположение первичной и вторичной профильной структур друг относительно друга описанным выше образом.
Из по меньшей мере одного подобного листа фольги наиболее предпочтительно изготавливать сотовый элемент. Именно для изготовления сотовых элементов со спиральной навивкой образующих их слоев требуется перерабатывать листы фольги значительной длины, и поэтому главным образом в этом случае целесообразно использовать предлагаемые в изобретении листы фольги. Использование листа фольги указанной выше толщины для изготовления сотовых элементов позволяет получать поверхность большой площади в малом объеме сотового элемента, а выполнение вторичной профильной структуры с указанным выше отношением ее ширины к ее высоте позволяет получать узкие каналы, в которых обеспечивается эффективный массоперенос проходящих по ним ОГ к (снабженным покрытием) стенкам каналов.
Ниже изобретение и необходимые для его реализации технические средства более подробно рассмотрены со ссылкой на прилагаемые к описанию чертежи. Необходимо отметить, что на этих чертежах показаны наиболее предпочтительные варианты осуществления изобретения, которыми, однако, его объем не ограничен. Помимо этого на чертежах приведены лишь схематичные изображения, которые не отражают фактические размерные пропорции. На прилагаемых к описанию чертежах, в частности, показано:
на фиг.1 - схематичный вид выполненного по первому варианту предлагаемого в изобретении устройства,
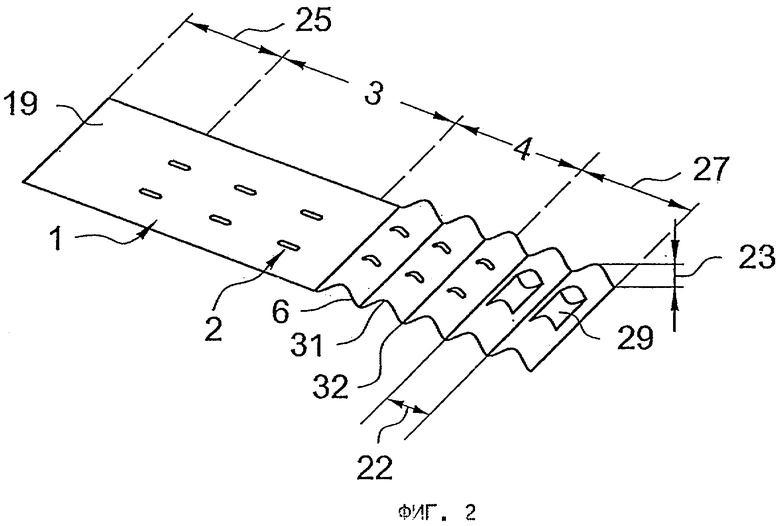
на фиг.2 - схематичный вид листа фольги после его обработки на различных стадиях,
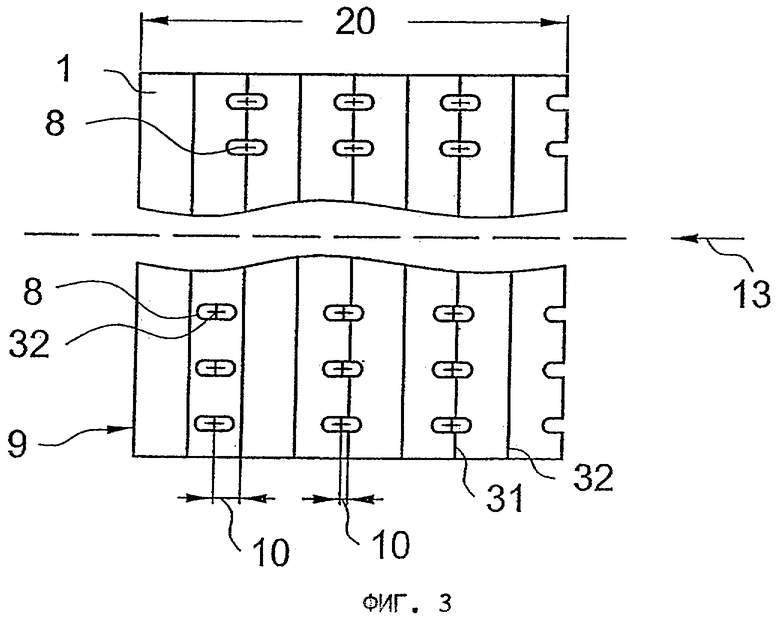
на фиг.3 - схематичный вид в плане листа фольги с правильным и неправильным расположением первичной и вторичной профильных структур друг относительно друга,
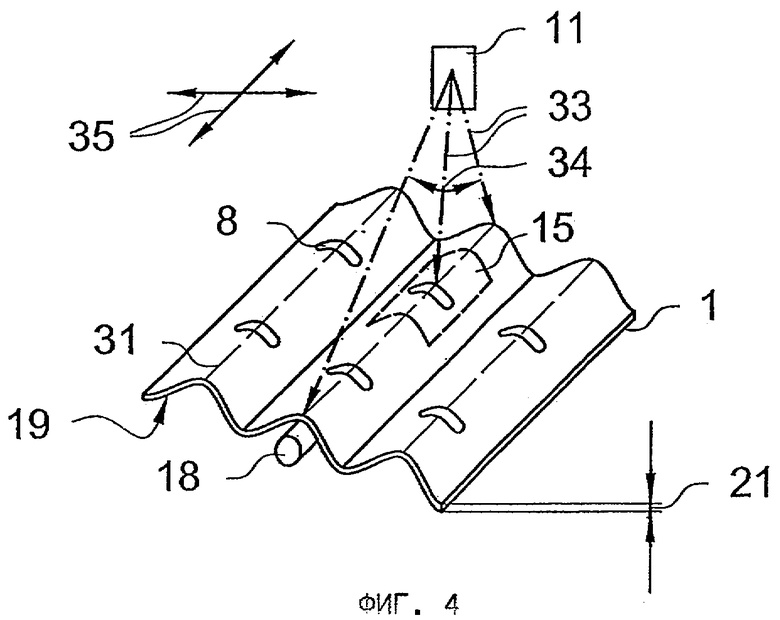
на фиг.4 - схематичный вид в аксонометрии, иллюстрирующий расположение датчика относительно листа фольги,
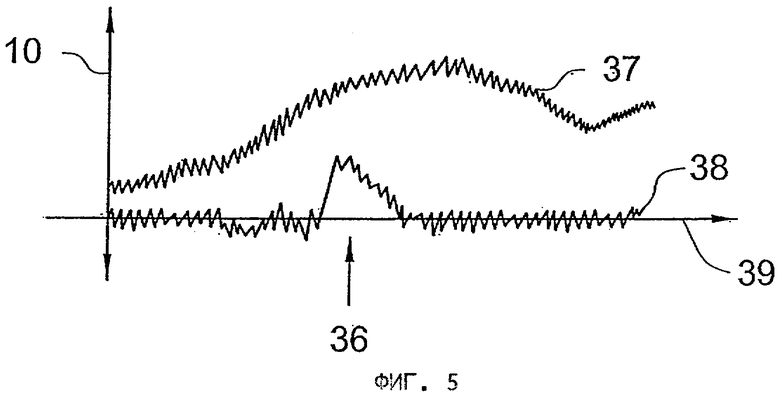
на фиг.5 - график, иллюстрирующий изменение расположения одних профильных структур относительно других на листе фольги, изготавливаемый с использованием и без использования регулирующей системы,
на фиг.6 - схематичный вид в аксонометрии сотового элемента и
на фиг.7 - схематичный вид фрагмента сотового элемента, показанного на фиг.6.
На фиг.1 схематично проиллюстрирован процесс изготовления многократно профилированного листа фольги 1. В последующем описании различные стадии обработки листа фольги рассматриваются при его перемещении в основном в направлении 13 подачи, в котором лист фольги 1, сматываемый с рулона в разматывателе 24, сначала проходит через первый инструмент 3, а также второй инструмент 4, после чего анализируется с помощью датчика 11 и измерительного валка 16 и затем поступает в третий инструмент 27. На этом процесс формообразующей обработки листа фольги 1 завершается, после чего от листа фольги 1 отрезным устройством 28 можно отрезать кусок требуемой длины.
Разматыватель 24 представляет собой своего рода накопитель для фольги, в котором она присутствует в смотанном в рулон виде. Обычно разматыватель 24 оснащен приводом, а после разматывателя расположен (не показанный) компенсатор, например так называемый натяжной ролик, компенсирующий колебания скорости подачи листа фольги 1. Далее лист фольги 1 проходит через фольгонатяжитель 25, который за счет притормаживания листа фольги 1 обеспечивает достаточное его натяжение, вплоть до привода его подачи. Фольгонатяжитель 25 в предпочтительном варианте представляет собой своего рода войлочную ленту, верхняя, соответственно обращенная к фольге ветвь которой при необходимости может двигаться в направлении, противоположном направлению 13 подачи листа фольги. Для обеспечения надежного прилегания листа фольги 1 к фольгонатяжителю 25 он может быть снабжен постоянным магнитом (не показан). В некоторых случаях фольгонатяжитель 25 предпочтительно использовать для регулирования подачи листа фольги 1, вплоть до первого инструмента 3, также в зависимости от расположения выполненных первичной и вторичной профильных структур друг относительно друга, при этом такое регулирование можно выполнять отдельно и/или в дополнение к регулированию подачи листа фольги профилирующим валком 5.
Второй инструмент 4 имеет пару профилирующих валков 5, каждый из которых поворачивается на заданный угол 39, соответственно вращается с заданной скоростью. Для этого по меньшей мере один из формообразующих профилирующих валков 5 оснащен агрегатом 12 в качестве привода. Такой агрегат 12 обеспечивает также перемещение листа фольги 1 от фольгонатяжителя 25 к первому инструменту 3. Между первым 3 и вторым 4 инструментами предусмотрен фольгонаправитель 26, обеспечивающий, например, горизонтальную подачу листа фольги 1 в зазор между профилирующими валками 5.
Первый инструмент 3 в предпочтительном варианте представляет собой штамповочную машину с вертикальным возвратно-поступательным перемещением пуансона 50, приводимым в движение эксцентриком 48. Штамповочная машина позволяет, например, выполнять (пробивать) в гладком листе фольги 1 продолговатые отверстия или прорези размером 2,5×0,8 мм. Вырубленный материал удаляется расположенным с противоположной стороны отсасывающим устройством 49.
После выполнения в листе фольги 1 первым инструментом 3 первичной профильной структуры (не показана, см. фиг.2) и выполнения вторым инструментом 4 вторичной профильной структуры 6 лист фольги поступает в систему с оптическим датчиком 11, который определяет пространственное расположение первичной и вторичной профильных структур на отдельном участке 7 листа фольги 1. Датчик 11 работает в паре с измерительным валком 16, расположенным по другую сторону листа фольги 1, и оснащенным собственным приводом 51, который в предпочтительном варианте обеспечен кинематической связью, например, ременной передачей (не показана), и соединен с агрегатом 12 для приведения во вращение профилирующего валка 5. Помимо этого со стороны датчика 11 предусмотрены осветительные средства 18 для по меньшей мере частичного освещения отдельного участка 7 листа фольги (падающим светом).
Сформированное оптическим датчиком 1 изображение обрабатывается в регулирующем блоке 14, который, например, позволяет выявлять неправильное расположение первичной и вторичной профильных структур друг относительно друга. В этом случае регулирующий блок 14 корректирует по меньшей мере один рабочий параметр профилирующего валка 5 второго инструмента 4, подавая, например, управляющее воздействие на агрегат 12 для приведения во вращение профилирующего валка и изменяя таким путем угловую скорость его вращения.
После выхода из системы для определения пространственного расположения первичной и вторичной профильных структур друг относительно друга лист фольги 1 следующим фольгонаправителем 26 подается в третий инструмент 27, который также имеет пару профилирующих валков 5. Этим третьим инструментом 27 на листе фольги 1 выполняется третичная структура (не показана, см. фиг.2), после чего от листа фольги 1 отрезным устройством 28 отрезается кусок требуемой длины. Описанный выше процесс позволяет выполнять на листе фольги особо сложные профильные структуры с одновременным обеспечением высокой точности их расположения друг относительно друга на протяжении длительного времени при серийном производстве подобных листов фольги.
На фиг.2 схематично показан фрагмент листа фольги 1 в том виде, который он приобретает по мере его обработки в разных частях показанного на фиг.1 устройства. В направлении слева направо на фиг.2 лист фольги сначала имеет гладкий участок, например в зоне фольгонатяжителя 25. К этому участку листа фольги примыкает следующий его участок, который находится в зоне первого инструмента 3 и на котором лист фольги 1 снабжается первичной профильной структурой 2, в данном случае продолговатыми отверстиями или прорезями. За этим участком листа фольги правее следует еще один, находящийся в зоне второго инструмента 4 участок с выполненной на нем вторичной профильной структурой 6, при этом в показанном на чертеже варианте элементы первичной профильной структуры 2 расположены на вершинах 31 каждого из гофров. Вторичная профильная структура 6 выполнена при этом с шириной 22, которой определяется расстояние между вершинами 31 двух соседних гофров, соответственно между впадинами 32 между двумя соседними гофрами, и с заданной высотой 23, которой определяется расстояние между вершиной 31 гофра и впадиной 32 между этим гофром и соседним с ним гофром. После выхода из второго инструмента 2 на следующем участке листа фольги, попадающем в зону третьего инструмента 27, выполняется третичная профильная структура 29, которую в показанном на чертеже варианте получают, выдавливая в обратную сторону расположенный между двумя соседними первичными профильными структурами 2 участок листа фольги 1. Таким путем формируют так называемую микропрофильную структуру, которая в последующем выполняет функцию выступающей внутрь канала потоконаправляющей поверхности для потока ОГ.
На фиг.3 (в виде в плане) показаны фрагменты листов фольги 1 заданной длины 20. В верхней части на фиг.3 показано точное расположение отверстий 8 относительно вершин 31 гофров. В нижней части показано неточное расположение отверстий 8 относительно гофров 9. При этом центры 32 отверстий 8 сдвинуты относительно вершин 31 гофров на величину смещения 10. Помимо этого в нижней части чертежа показано, что указанная величина смещения 10 центров отверстий относительно вершин гофров уменьшается в направлении слева направо, поскольку регулирующая система распознала неправильное расположение отверстий и соответствующим образом скорректировала рабочий параметр профилирующего валка. Таким путем, например, уже через несколько вершин 31 гофров, соответственно впадин 32 между ними, вновь обеспечивается точное расположение относительно них центров отверстий.
На фиг.4 схематично показано расположение оптического датчика 11 относительно листа фольги 1 заданной толщины 21. В данном случае оптический датчик 11 имеет схематично обозначенное на чертеже направление 33 обзора, описывающее его сканирующее поле 15, ограниченное которым изображение формирует датчик. Для сканирования различных отдельных участков листа фольги 1 положение сканирующего поля на листе фольги 1 можно изменять. Для этого датчик 11 можно поворачивать в пределах угла 34 и таким путем изменять направление 33 его обзора, а тем самым и перемещать его сканирующее поле в различных направлениях 35 относительно листа фольги 1. В показанном на чертеже варианте по другую относительно датчика 11 сторону 19 листа фольги 1 предусмотрены осветительные средства 18, с помощью которых отверстие 8 можно распознавать в контровом свете. Положение контрольной точки, принимаемой за начало отсчета, при этом предпочтительно определять с помощью датчика 11, определяя положение отверстия 8 в контровом свете на одном отдельном участке сканирующего поля 15 и определяя положение вершины 31 гофра в отраженном свете на другом отдельном участке сканирующего поля 15.
На фиг.5 показан график, отражающий изменение величины смещения 10 центра отверстия относительно гофра в зависимости от угла 39 поворота формообразующего и одновременно транспортирующего лист фольги профилирующего валка 5. Первая кривая 37 на графике соответствует изменению величины смещения 10 центра отверстия относительно гофра, которое обычно имеет место при выполнении взаимно накладывающихся профильных структур на листе фольги известным способом вследствие погрешностей расположения, неоднородностей материала и иных факторов. Подобная первая кривая 37, которая иногда характерна и для известных устройств, прежде всего характеризуется наличием периодических колебаний, которые обусловлены главным образом отклонениями тех или иных технологических параметров от номинальных в зоне второго инструмента и которые повторяются по мере вращения профилирующих валков. Согласно второй, нижней на графике кривой 38 величина смещения 10 центра отверстия относительно гофра изменяется лишь в очень узких пределах относительно оси абсцисс (которая соответствует величине смещения 10 центра отверстия относительно гофра, равной 0 мм). Эту кривую 38 можно еще больше приблизить к оси абсцисс, выполнив регулирующую систему еще более динамичной. В данном случае при профилировании листа фольги предлагаемым в изобретении способом в качестве примера создавали внешнее возмущение 36 (например, возбуждали вибрацию). Вследствие такого возмущения сначала, как показано на графике, происходит сравнительно большое смещение 10 центра отверстия относительно гофра, которое, однако, уже по истечении короткого промежутка времени, соответственно после поворота профилирующего валка на небольшой угол, вновь компенсируется.
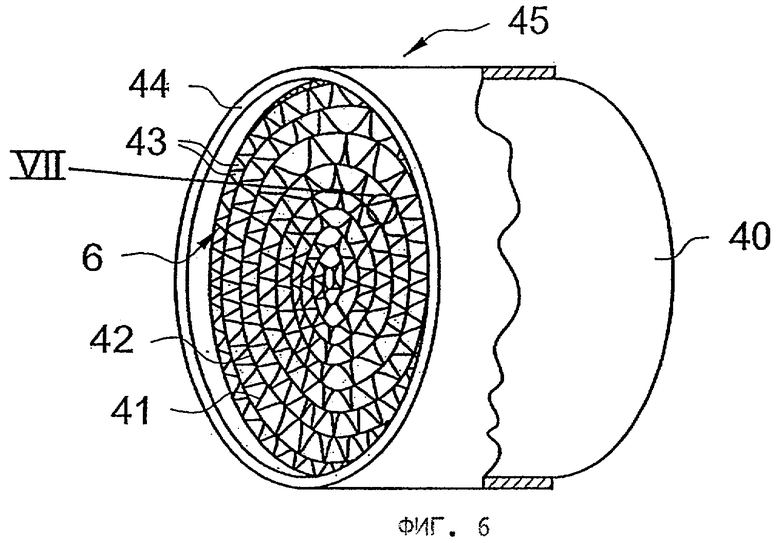
Листы фольги 1, изготовленные предлагаемым в изобретении способом, соответственно в предлагаемом в изобретении устройстве, предпочтительно использовать в устройствах 45 для обработки или снижения токсичности ОГ, применяемых в системах нейтрализации ОГ, образующихся при работе нестационарных, соответственно стационарных, ДВС. Пример подобного устройства 45 для обработки или снижения токсичности ОГ показан на фиг.6. Такое устройство 45 для обработки или снижения токсичности ОГ имеет корпус 44 с размещенным в нем сотовым элементом 40. В показанном не чертеже варианте сотовый элемент 40 состоит из гофрированного слоя 41 и гладкого слоя 42, которые совместно свернуты в рулон со спиральной навивкой. Гофрированный слой 41 имеет при этом взаимно накладывающиеся профильные структуры, из которых на показанном на чертеже виде с торца видна вторичная профильная структура 6, а именно: гофрированная или волнистая профильная структура. Благодаря такой гофрированной профильной структуре образуются каналы 43, по которым поток ОГ может проходить во внутренние части сотового элемента 40. Увеличенный фрагмент подобного сотового элемента 40 (обозначен позицией VII) показан на фиг.7.
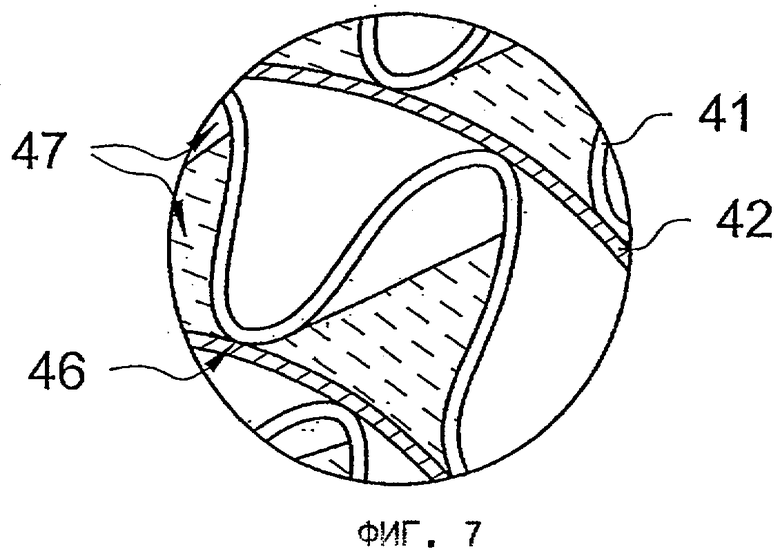
На фиг.7 в виде с торца показан увеличенный фрагмент сотового элемента 40. В данном случае гладкий слой 42 образован фильтрующим материалом, а гофрированный слой 41 образован листом фольги 1 описанного выше типа. Гофрированный слой 41 и гладкий слой 42 соприкасаются между собой в местах 46 их контакта, служащих, например, для создания неразъемных соединений и отграничения соседних каналов 43 друг от друга. В по меньшей мере части этих мест 46 контакта гофрированный слой 41 и гладкий слой 42 соединены между собой предпочтительно пайкой твердым припоем. Стенки, ограничивающие каналы 43 и образованные гофрированным слоем 41 и гладким слоем 42, снабжены покрытием 47 для каталитического превращения содержащихся в ОГ вредных веществ в безвредные.
Описанный выше, предлагаемый в изобретении способ пригоден прежде всего для выполнения на листе фольги многократно взаимно накладывающихся профильных структур с обеспечением высокой точности их расположения друг относительно друга. Тем самым удается достичь значительных преимуществ с точки зрения снижения затрат на изготовление подобной фольги, а также добиться существенного повышения эффективности и увеличения долговечности сотовых элементов, изготовленных из подобной фольги.
Заявленная группа изобретений относится к области обработки металлов давлением и может быть использована при изготовлении сотовых элементов. При помощи устройства выполняют на листе фольги с помощью первого инструмента первичную профильную структуру, с помощью второго инструмента в виде пары профилирующих валков выполняют вторичную профильную структуру, определяют пространственное положение первичной профильной структуры и вторичной профильной структуры на по меньшей мере одном отдельном участке листа фольги, выявляют наличие неправильного расположения первичной профильной структуры и вторичной профильной структуры друг относительно друга и корректируют рабочий параметр по меньшей мере одного профилирующего валка. Полученную профильную металлическую фольгу используют для изготовления сотового теплообменника. Повышается качество за счет корректировки рабочего параметра по меньшей мере одного профилирующего валка. 4 н. и 10 з.п. ф-лы, 7 ил.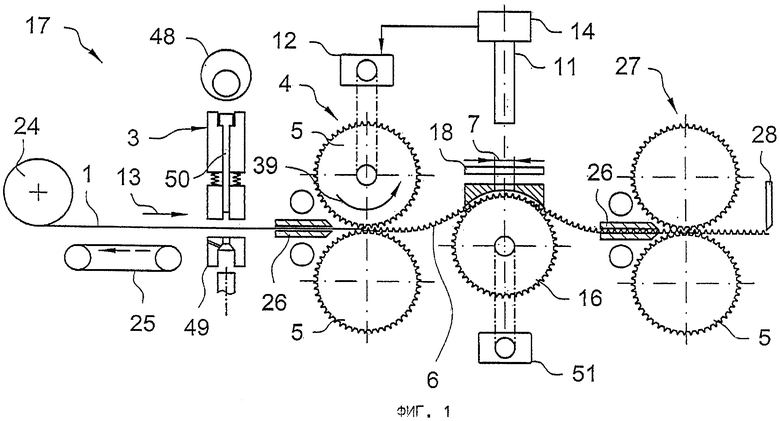
1. Способ выполнения взаимно накладывающихся профильных структур на листе фольги (1), заключающийся в выполнении по меньшей мере следующих стадий:
а) с помощью первого инструмента (3) выполняют первичную профильную структуру (2),
б) лист фольги (1) перемещают далее ко второму инструменту (4) с по меньшей мере одним формообразующим профилирующим валком (5), который обеспечивает указанное дальнейшее перемещение листа фольги (1),
в) с помощью второго инструмента (4) выполняют вторичную профильную структуру (6),
г) определяют пространственное положение первичной профильной структуры (2) и вторичной профильной структуры (6) на по меньшей мере одном отдельном участке (7) листа фольги (1),
д) выявляют наличие неправильного расположения первичной профильной структуры и вторичной профильной структуры относительно друг друга и корректируют рабочий параметр по меньшей мере одного профилирующего валка (5).
2. Способ по п.1, при осуществлении которого на стадии д) изменяют угловую скорость по меньшей мере одного профилирующего валка (5), с которой его приводят во вращение.
3. Способ по п.1 или 2, при осуществлении которого по меньшей мере стадию г) выполняют по меньшей мере один раз за один оборот по меньшей мере одного профилирующего валка (5).
4. Способ по п.1 или 2, при осуществлении которого стадию д) выполняют по меньшей мере один раз за один оборот профилирующего валка (5).
5. Способ по п.1 или 2, при осуществлении которого на стадии а) в листе фольги (1) путем штамповки выполняют отверстия (8), а на стадии в) лист фольги (1) гофрируют с получением гофров (9).
6. Способ по п.1 или 2, при осуществлении которого за неправильное расположение первичной профильной структуры (2) и вторичной профильной структуры (6) относительно друг друга принимают величину их смещения (10) относительно друг друга, превышающую 0,3 мм.
7. Способ по п.1 или 2, при осуществлении которого для выявления неправильного расположения первичной профильной структуры и вторичной профильной структуры относительно друг друга используют по меньшей мере один оптический датчик (11).
8. Устройство (17) для выполнения взаимно накладывающихся профильных структур, имеющее по меньшей мере следующие компоненты:
первый инструмент (3) для выполнения отверстий (8) в листе фольги (1),
второй инструмент (4) с парой формообразующих профилирующих валков (5), которые служат для пропускания между ними листа фольги (1) для его гофрирования с получением гофров (9) и которые обеспечивают возможность перемещения листа фольги (1) через первый инструмент (3) и второй инструмент (4),
агрегат (12) для приведения во вращение по меньшей мере одного профилирующего валка (5) второго инструмента (4),
по меньшей мере один оптический датчик (11), который расположен в направлении (13) подачи листа фольги после второго инструмента (4), и
по меньшей мере один регулирующий блок (14), связанный с датчиком (11) и агрегатом (12) для приведения во вращение по меньшей мере одного профилирующего валка.
9. Устройство (17) по п.8, в котором по меньшей мере один датчик (11) выполнен с изменяемым сканирующим полем (15).
10. Устройство (17) по п.8 или 9, в котором по меньшей мере один датчик (11) работает в паре с измерительным валком (16), позиционирующим лист фольги (1) относительно по меньшей мере одного датчика (11).
11. Устройство (17) по п.8 или 9, в котором предусмотрены осветительные средства (18), служащие для по меньшей мере частичного освещения одной стороны (19) листа фольги (1) в сканирующем поле (15) по меньшей мере одного датчика (11).
12. Лист фольги (1), который изготовлен способом по одному из пп.1-7 или с помощью устройства (17) по одному из пп.8-11 и имеет длину (20) более 1,0 м, и у которого максимальная величина смещения (10) первичной профильной структуры (2) и вторичной профильной структуры (6) относительно друг друга составляет 0,3 мм.
13. Лист фольги (1) по п.12, который имеет толщину (21) в пределах от 30 до 150 мкм и у которого отношение ширины (22) вторичной профильной структуры (6) к ее высоте (23) составляет менее 2,0.
14. Сотовый элемент (40), который содержит по меньшей мере один лист фольги (1) по п.12 или 13.
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| DE 4130673 A1, 18.03.1993 | |||
| Устройство для изготовления гофрированных пластин теплообменников | 1981 |
|
SU959871A1 |
| Устройство для изготовления ленты с гофрами,имеющими поперечные надрезы и перемычки между ними | 1983 |
|
SU1174124A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОФРИРОВАННОГО ПРОФИЛЯ И ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146572C1 |

