Изобретение относится к способу и устройству для очистки валков и/или роликов, например рабочих валков прокатной клети, которая применяется для изготовления прокатного продукта такого, как ленты или слябы, при котором на валки/ролики через несколько форсунок подают жидкость под высоким давлением.
Валки и/или ролики применяются на многих установках. При этом происходит загрязнение их поверхности, которое должно устраняться через промежутки времени или непрерывно.
Очистка валков в прокатном производстве с помощью подачи на валки жидкости под высоким давлением известна. В JP-05069028 А, JP-06344005 А, JP-10058002 А, JP-6285516, JP-09262607 А, JP-08155509 А, JP 08174005 А, JP 07068301 А, JP-05042309 А, JP-05317907 А, JP-05337522 А и JP-58199604 А показаны соответствующие установки.
В документе ЕР 0385097 А2 указано, что в технике прокатного производства известно так называемое мокрое дрессирование, при котором с помощью воды или подобных воде добавок между рабочими и опорными валками создается пленка скольжения. Одновременно таким образом обеспечивается чистота валков. В патенте US 5460023 описывается способ и устройство для очистки валков с некоторым количеством форсунок, которые расположены на форсуночных балках. Для лучшей очистки всей поверхности валка форсуночная балка перемещается в осевом направлении. При этом каждая отдельная форсунка обрабатывает корпус валка на определенном участке. Перемещение в осевом направлении форсуночной балки осуществляется, например, с помощью гидравлического цилиндра.
Из ЕР 0995504 В1 известен способ очистки валков и/или роликов в разливочных установках для литья полосы и/или линиях обработки полосы, в частности дрессирования или подобной обработки после прокатки, для изготовления и обработки металлических полос, при котором валки и/ролики обрабатываются соответственно с помощью по меньшей мере одной очистительной форсунки, распыляющей очищающую жидкость, при этом осуществляется управление или регулирование расстояния до корпуса валка или ролика до заданного размера, при этом очистительная форсунка совершает возвратно-поступатальное перемещение вдоль обрабатываемого валка или ролика со скоростью в зависимости от скорости полосы и/или материала, и/или состояния поверхности полосы.
У известных установок одна или несколько форсунок перемещается вдоль валка. То есть форсунка или форсунки расположены, например, на ходовом механизме с салазками, движущимися поперек направления движения, при этом каждая форсунка должна быть оснащена подвижным питающим или подводящим трубопроводом для очищающей жидкости. Далее надлежит иметь подвижное кабельное соединение. Регулировка скорости перемещения в поперечном направлении требует затрат, как и регулирование расстояния от форсунок до подлежащих очистке валков.
Наиболее близким к предлагаемому изобретению являются способ и устройство для очистки валков и/или роликов прокатной клети, которая применяется для изготовления прокатного продукта такого, как ленты или слябы, где на валки через несколько форсунок подают жидкость под высоким давлением (SU 628968 А, 19.09.1978).
В связи с этим задачей изобретения является создание способа и устройства для очистки валков и/или роликов, которые были бы более просты в работе и в конструкции, при этом повышалась бы эффективность очистки, а также исключались повреждения поверхности.
Согласно изобретению эта задача решается в части способа с помощью отличительных признаков пункта 1 формулы изобретения.
Преимущественные варианты осуществления изобретения приведены в зависимых пунктах.
Кроме того, изобретение касается устройства для осуществления способа.
Другие варианты исполнения устройства приведены в зависимых пунктах.
Решающее преимущество предложенного согласно изобретению способа заключается в том, что не происходит какого-либо механического перемещения по направлению длины валка и поэтому нет необходимости в каких-либо устройствах перемещения для питающих трубопроводов. Уменьшается потребность в электрике при подводе и остановке форсуночной балки и включении и выключении отдельных форсунок. При работе в режиме очистки происходит 100% обработка периметра валка или ролика за один интервал очистки, так что не возникает спиралей загрязнения. Каждый интервал по очистке начинается на одинаковом конце валка или ролика, при одинаковом промежутке времени для каждой очистки.
При угле поворота форсунки 17° и поверхности окружности при диаметре в 60 мм необходимое расстояние до корпуса составляет около 200 мм. Если используется диаметр 50 мм, то при максимальной ширине ленты 2100 мм необходимо на балке иметь 42 форсунки. При соединении по две форсунки в один блок с помощью одного клапана необходимо иметь 21 клапан переключения. В предпочтительном варианте исполнения форсунки могут располагаться со смещением. При расчетной единице - расходе воды 11 л/мин на форсунку и последовательном управлении соответственно 2×2 форсунки над прокатным продуктом и 2×2 форсунки под прокатным продуктом суммарный объемный поток получается равным около 90 л/мин.
Интервал очистки устанавливается в два оборота валка/ролика на пару форсунок, при этом форсунки (n) на форсуночной балке производят очистку именно при втором обороте валка/ролика и после этого отключаются, а форсунки (n+1) начинают обработку валка/ролика именно в первом обороте. Если форсунки (n) отключаются, подключаются форсунки (n+2).
Например, при диаметре рабочего валка 620 мм длина прокатываемого продукта составляет около 4 м на серию форсунок, при диаметре 560 мм около 3,5 м и при диаметре 440 мм около 3 м. При средней скорости прокатки 100 м/мин в клети для дрессирования это соответствует рабочему времени около 2 сек на пару форсунок, а для всего валка 21+1 сек. Общая длина прокатываемого продукта во время очистки получается около 37 м.
Примеры осуществления изобретения более подробно описываются со ссылкой на чертежи. Где показывают:
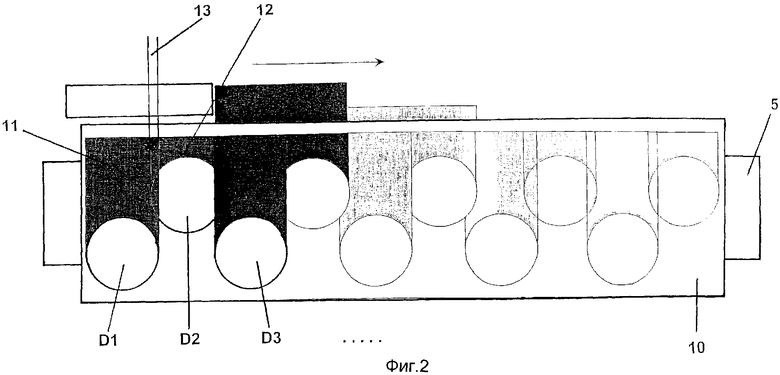
Фиг.1 - временная последовательность работы форсунок;
Фиг.2 - изображение картины распыления.
На фиг.1 представлена последовательность работы форсунок во времени при очистке валка/ролика.
Прокатный продукт, например металлическая лента 1 шириной 2, имеет левую кромку 3 и правую кромку 4. Рабочий валок 5 (см. фиг.2) имеет длину больше, чем ширина металлической ленты, так что краевые области 6, 7 рабочего валка не имеют контакта с металлической лентой 1. Рабочий валок 5 имеет левый край бочки 8 и правый край бочки 9.
В показанном примере сначала открывается левая форсунка D1 форсуночной балки 10 (см. фиг.2) во время t1. После истечения заданного промежутка времени во время t2 дополнительно открывается форсунка D2, расположенная справа рядом с форсункой D1. После еще одного промежутка времени в момент t3 отключается форсунка D1 и открывается следующая форсунка D3. Этот процесс повторяется до тех пор, пока не будет достигнут правый край бочки 9 рабочего валка 5. Следующий интервал по очистке может осуществляться непосредственно после этого, а именно происходит открывание форсунки D1, а затем следом форсунки D2.
В зависимости от степени загрязнения валка/ролика 5 следующий интервал по очистке осуществляется с задержкой во времени. Эта задержка может задаваться автоматически и иметь одинаковый временной промежуток. Однако имеется возможность задавать интервал по очистке дополнительно или постоянно вручную.
На фиг.2 показана форсуночная балка 10 с десятью форсунками (D1-D10). Картина орошения 11 форсунки D1 перекрывается картиной орошения 12 форсунки D2 в области 13. Последующие форсунки дают такое же перекрытие. Для лучшего образования перекрытия, которое определяется степенью загрязнения валка/ролика, смежные форсунки D1, D2 устанавливаются на форсуночной балке 10, например, со смещением. Каждая форсунка D1 или каждая пара форсунок D1, D2 управляется с помощью клапана (не показан).
Перечень позиций
1. Прокатный продукт/металлическая лента
2. Ширина металлической ленты
3. Левая кромка
4. Правая кромка
5. Рабочий валок
6. Краевая область
7. Краевая область
8. Левый край бочки
9. Правый край бочки
10. Форсуночная балка
11. Картина орошения
12. Картина орошения
13. Область перекрытия
D1-Dn. Форсунки
t1-tn. Моменты времени
Изобретение предназначено для повышения эффективности очистки валков и/или роликов прокатной клети для изготовления лент или слябов. На валки через несколько форсунок подают жидкость под высоким давлением. Каждая форсунка имеет по меньшей мере один клапан переключения, при этом одну или несколько форсунок последовательно друг за другом включают и выключают, начиная от конца форсуночной балки, в которой они размещены. Соответствующее устройство имеет несколько стационарно расположенных в форсуночной балке форсунок, каждая из которых имеет по меньшей мере один клапан переключения с возможностью последовательного включения и выключения одной или нескольких форсунок друг за другом, начиная от конца форсуночной балки. Переключения форсунок могут осуществляться с заданными интервалами времени в зависимости от скорости прокатки. 2 н. и 15 з.п. ф-лы, 2 ил.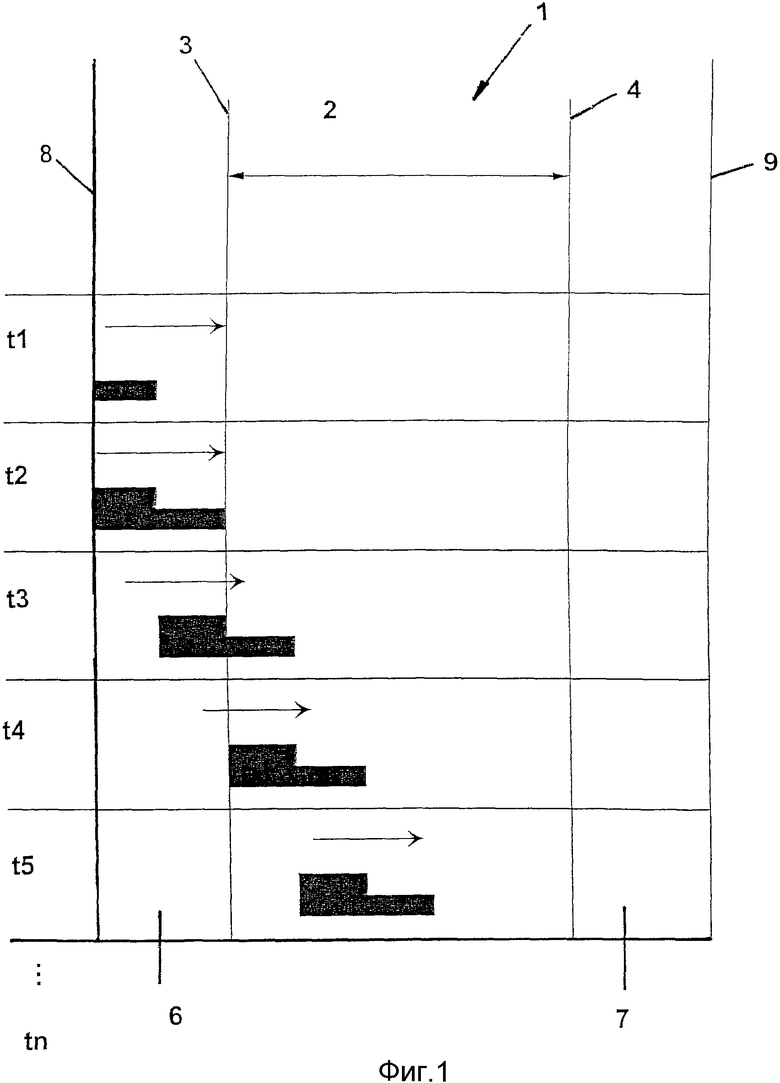
| Устройство для охлаждения валков | 1977 |
|
SU628968A1 |
| JP 05069028 A, 23.03.1993 | |||
| ЕР 0995504 A, 26.04.2000. | |||

