(54) ПРИСПОСОБЛЕНИЕ К ТОКАРНОМУ СТАНКУ ДЛЯ НАРЕЗАНИЯ ВИНТОВЫХ ПОВЕРХНОСТЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическое приспособление к станку для резки колец и шайб из трубчатых резиновых заготовок | 1950 |
|
SU87085A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Станок для нарезания зубчатой рейки с переменным шагом и наклоном зубьев | 1984 |
|
SU1326184A3 |
| СПЕЦИАЛЬНЫЙ ТОКАРНЫЙ АВТОМАТ | 2003 |
|
RU2244609C1 |
| Устройство к токарному станку для нарезания преимущественно резьбовых знаков | 1976 |
|
SU753567A1 |
| Устройство для обработки разнонаправленных конических поверхностей | 1985 |
|
SU1303303A1 |
| Привод перемещения исполнительного органа прецизионной делительной машины | 1973 |
|
SU776865A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ТОКАРНЫМ СТАНКОМ | 1940 |
|
SU63198A1 |
| Приспособление для токарного станка | 1985 |
|
SU1306660A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ НАРЕЗАНИЯ ГЛОБОИДНЫХ ЧЕРВЯКОВ НА СТАНКЕ С ЧПУ | 2015 |
|
RU2602574C1 |
1
Изобретение относится к станкостроению.
Известно приспособление к токарному станку дчя нарезания винтовых поверхностей, содержащее корпус с установленной в нем резцовой головкой. Нарезание винтовой поверхности осуществляется вращением резцовой гоЛовки с одновременным перемещением ее вдоль оси заготовки, получающей вращательное движение. Оси вращения заготовки и резцовой головки параллельны и смещены относительно друга друга на величину эксцентриситета е 1.
Однако такое приспособление обеспечивает получение винтовых поверхностей с поперечным сечением винта только в виде круга и не предназначено для получения винтовых поверхйостей с другими, более сложными поперечными сечениями.
Цель изобретения - расщирение технологических возможностей приспособления.
Цель достигается тем, что приспособление снабжено смонтированными в корпусе ползуном и механизмами прерывистого движения с редуктором, один из которых связан с ползуном, а другой - с резцовой головкой, а также конической передачей, размещенной между ползуном и резцовой головкой.
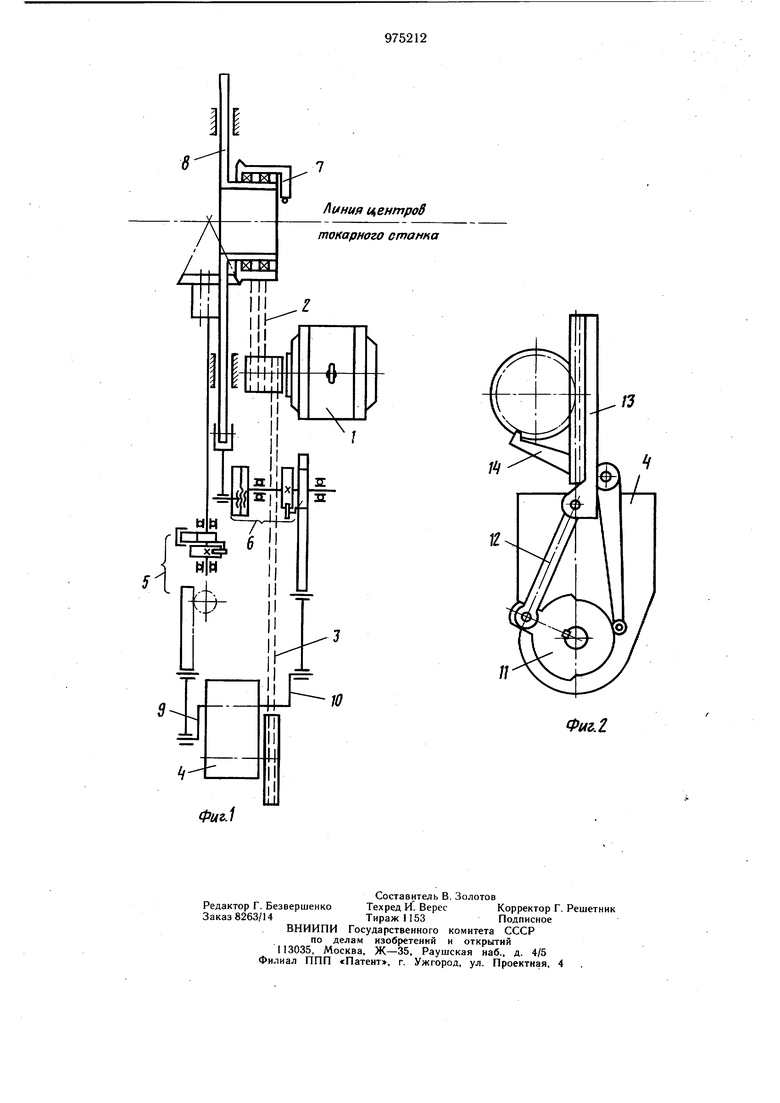
На фиг. 1 приведена кинематическая схема предлагаемого приспособления к токарному станку; на фиг. 2 - схема привода механизма прерывистого движения ползуна.
Приспособление включает установленные на корпусе приводной электродвигатель 1 с клиноременными передачами 2 и 3, редуктор 4 с двухсторонним выходным валом, механизмы 5 и 6 прерывистого движения резцовой головки 7 и ползуна 8 с их приводами 9 и 10, установленными на концах выходного вала редуктора 4. Оба привода механизмов прерывистого движения имеют аналогичную конструкцию и состоят из кривощи15 па 11, щатуна 12, зубчатой рейки 13 и стопора 14. Так как кривошипы, сидящие на концах выходного вала редуктора, смещены относительно друг друга На 180°, движения реек будут всегда в противофазах, т. е. если одна рейка совершает движение вниз (рабочий ход), другая в это время совершает движение вверх (холостой ход).
При обработке стержней необходимо произвести следующие настройки. Радиус кривошипа ползуна устанавливается на размер
2е, при этом ход ползуна составит 4е, стайок настраивается на нарезание резьбы заданного шага Т и на требуемые обороты шпинделя, резец устанавливается на требуемый радиус.
Устройство работает следующим образом.
От электродвигателя 1 через клиноременную передачу 3 движение передается На редуктор 4, с выходного вала которого оно разделяется на цепь резцовой головки и цепь ползуна.
При движении по цепи ползуна, в начале хода рейки 13 привода 10 механизма 6 прерывистого движения ползуна 8 вниз стопор 14 привода освобождает вал механизма и начинается оворот вала кривошипа и движение ползуна с резцовой головкой, которая застопорена. К моменту прихода рейки 13 в Нижнее мертвое положение вал кривошипа поворачивается на 180°, а ползун 8 из одного мертвого положения перемещается в другое, проходя путь, равный 4е, при этом резец обрабатывает прямолинейный участок контура. В этот момент стопор 14 запирает вал и начинается холостой ход рейки 13 вверх и одновременно рабочий ход рейки в цепи резцовой головки 7, где все происходит в той же последовательности.
Стопор привода 9 расстопоривает вал механизма 5 прерывистого движения резцовой головки 7, который начинает свой поворот и через коническую передачу обеспечивает поворот резцовой головки 7. К моменту прихода рейки в нижнее мертвое положение вал механизма поворачивается на 360°, а резцовая головка - на 180°, при этом резец обрабатывает полуокружность контура. В этот момент стопор запирает вал и Начинается холостой ход рейки вверх, а одовременно снова рабочий процесс в цепи ползуна 8 и т. д. Два таких движения ползуна 8 и два поворота резцовой головки 7 составляют полный цикл, в течение которого обрабатывается один контур сечения стержня. Следовательно, обработка одного контура осуществляется за два оборота выходного вала редуктора 4.
В случае обработки винтовых поверхностей без перемещения ползуна ось вращения резцовой головки 7 устанавливается на расстояние е от линии центров станка и это положение стопорится, а коническая шестерня ползуна 8 выводится из зацепления с коническим колесом резцовой головки 7. При этом вращение от электродвигателя 1 передается через клиноременную передачу 2 непосредственно на шкив резцовой головки 7, резец которой описывает окружность заданного радиуса г и снимает стружку. Станок настраивается на нарезание винтовой поверхности заданного шага t и на требуемые обороты.
Применение изобретения позволяет обрабатывать как винтовые формующне стержни пресс-форм для изготовления рабочих обойм одновинтовых насосов, так и винты насосов к этим обоймам. Конструкция предлагаемого устройства дает возможность изготавливать винты насосов и стержней для отливки или прессования рабочих обойм различных диаметров и эксцентриситетов.
Формула изобретения
Приспособление к токарному станку для Нарезания винтовых поверхностей, содержащее корпус с установленной в нем резцовой головкой, отличающееся тем, что, с целью расширения технологических возможностей, оно снабжено смонтированными в корпусе ползуном и механизмами прерывистого движения с редуктором, один из которых связан с ползуном, а другой - с резцовой головкой, а также конической передачей, размещенной между ползуном и резцовой головкой.
Источники информации, принятые во внимание при экспертизе 1. Крылов А. В. Одновинтовые насосы. М. Гостоптехиздат, 1962, с. 48-49, фиг. 28.
Линия и,ентро8
токарного станка
Фиг.1
/5
//
Фиг,.1
