Изобретение относится к обработке материалов резанием и найдет применение в машиностроении при изготовлении валов и втулок профильных моментопередающих соединений, ограниченных некруглыми поверхностями с равномерно расположенными выступами.
Целью изобретения является повышение производительности обработки и расширение технологических возможностей способа.
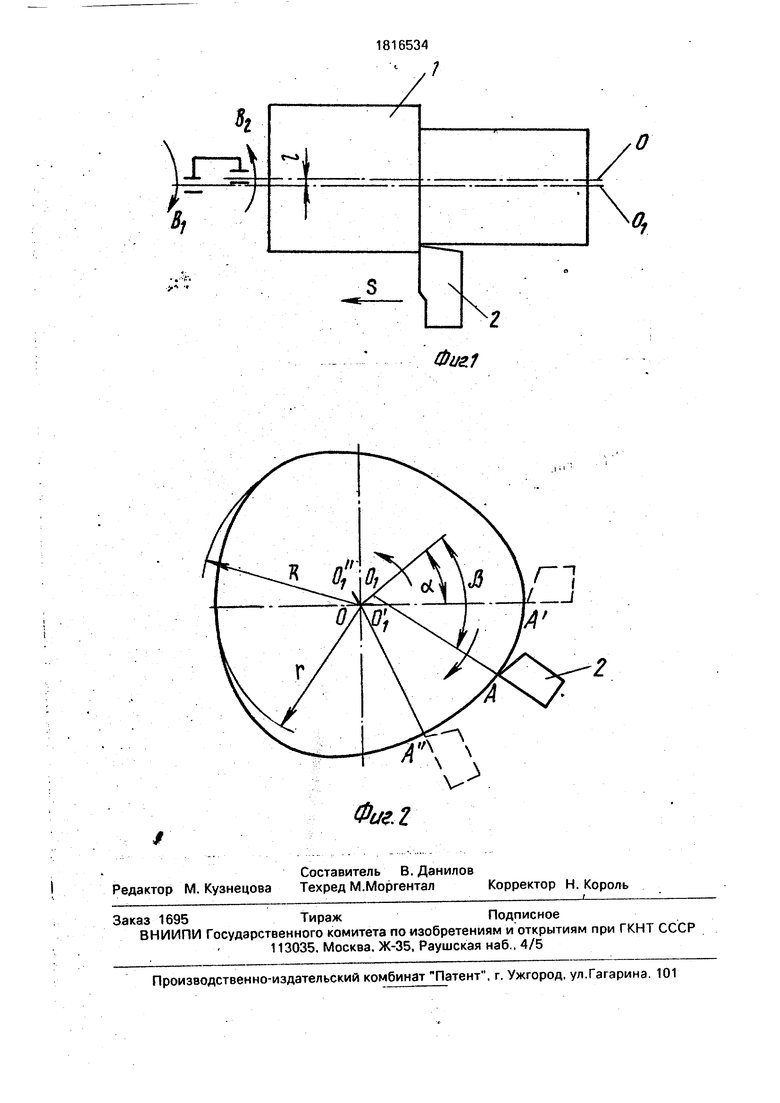
На фиг.1 изображена кинематическая схема обработки некруглой поверхности; фиг.2 иллюстрирует относительное перемещение вершины резца.
Обработку не круглой поверхности на заготовке 1 осуществляют резцом 2, которому сообщают движение подачи S вдоль образующей обработанной поверхности. В процессе обработки заготовке 1 сообщают вращение Pt с частотой щ вокруг ее геометрической оси О, которой одновременно сообщают вращение Р2 вокруг оси Ore частотой пз.. Расстояние между осями О и От задают по зависимости
R -г
(1)
ел
с
где R - максимальный радиус некруглого профиля;
г - минимальный радиус некруглого профиля.
Отношение i частот вращательных движений В2 и В.1 заготовки задают по зависимости
m
m - 1
(2)
00
о ел
Сл
Јь
где m - количество выступов обработанной некруглой поверхности.
Процесс формообразования некруглого профиля по предлагаемому способу иллюст- .рируетфиг.2. В момент формирования точки AI профиля, максимально удаленной от геометрической оси О заготовки, вершину резца совмещают с плоскостью, проходящей через оси О и Ot. За счет сообщения заготовке двух вращательных движений вокруг
осей О и Oi вершина резца в относительном движении, перемещаясь по некоторой кривой, в точке А займет положение, при котором расстояние от нее до оси О минимально. В этом положении вершину резца и оси вращательных движений также располагают в одной плоскости. Так последовательно формируют весь профиль.
Независимо от количества m выступов у .профиля вала угол а поворота заготовки вокруг оси О за время формирования участка профиля А 1 составит п - -, а угол
/8 поворота вокруг оси Oi - п. Для образования всего профиля заготовку поворачивают на угол в 2 m раз больший, чем за время формирования участка AI Аа, т.е. на 2 л(т-1). Следовательно, некруглый профиль образуется за т-1 оборотов заготовки вокруг геометрической оси, при этом отношение i частот вращательных движений заготовки вокруг осей СИ и О
. П2 m
m a m - 1
или с учетом (3)
щ
4(l+f)srV-f
(6)
10
Для сравнения, при обработке известным способом () частота вращения заготовки
П1
V
4(l+f)m-f
(7)
15
20
25
Из (6) и (7) следует, что при обработке предлагаемым способом для той же скорости резания V частота вращения заготовки больше, чем при обработке известным способом в
Кп
,( + Йт(8)
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ точения сложных поверхностей | 1991 |
|
SU1816535A1 |
| Способ обработки некруглых валов | 1990 |
|
SU1764859A1 |
| Способ точения сложных поверхностей | 1990 |
|
SU1722698A2 |
| Способ обработки многогранных криволинейных поверхностей | 1988 |
|
SU1673278A1 |
| Способ обработки многогранных поверхностей | 1990 |
|
SU1815012A1 |
| Способ точения сложных поверхностей | 1988 |
|
SU1553249A1 |
| Способ обработки изделий многогранной формы | 1980 |
|
SU944796A1 |
| Способ обработки некруглых цилиндрических поверхностей | 1985 |
|
SU1662770A1 |
| СПОСОБ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ НЕКРУГЛОГО СЕЧЕНИЯ | 2001 |
|
RU2211118C1 |
| Способ обработки некруглых цилиндрических поверхностей | 1985 |
|
SU1303289A1 |
Изобретение относится к обработке резанием и найдет применение в машиностроении при изготовлении валов и втулок профильных моментопередающих соединений. Для обработки некруглой поверхности заготовке сообщают согласованные вращательные движения вокруг ее геометрической и эксцентричной осей, а резцу - подачу вдоль образующей поверхности. Некруглый профиль формируют за несколько оборотов заготовки вокруг ее геометрической оси, совмещая в точках некруглого профиля, максимально и минимально удаленных от этой оси, вершину резца с плоскостью, проходящей через оси вращательных движений заготовки. 2 ил.
При соблюдении условий, что некруглый профиль формируют за т-1 оборота заготовки вокруг геометрической оси при отношении частот ее вращательных движений l m/m-1, траектория вершины резца представляет .замкнутую линию, не имеющую пересекающихся участков. Это позволяет, в отличие от известного способа, обрабатывать не только наружные, но и внутренние некруглые поверхности, т.е. предлагаемый способ имеет более широкие технологические возможности.
Скорость резания V при обработке предлагаемым способом равна разности окружных скоростей заготовки во вращательных движениях вокруг эксцентричной и геометрической осей, т.е.
(I+ |)п2-2зт| т,
где d - диаметр заготовки. Так как , то
(l+vj)),
Следовательно, частота вращения заготовки вокруг геометрической оси
m
v
НЮ -t
раз.
. Отношение технологических произво- дительностей KQ для сравниваемых способов составит
-гг
где N(N ) - количество оборотов заготовки вокруг геометрической оси, необходимое для формирования некруглого профиля при предлагаемом (известном) способе. Так как N m-1, a N1 m, то
21m
+ .1
(9)
5)
го45
50
55
Из (9) следует, что независимо от числа m выступов профиля некруглой поверхности предлагаемый способ обеспечивает повышениетехнологическойпроизводительности приблизительно в т-1 раз. Это преимущество предлагаемого способа в большей степени проявляется с увеличением количества выступов профиля.
При м е р. Параметры обрабатываемого вала; материал - сталь 40; диаметр заготовки мм; максимальный радиус некруглого профиля мм; минимальный радиус профиля мм; количество выступов . Материал режущей части резца - Т5К10; скорость резания VH31 м/мин; подача S 0.3 мм за время формирования поперечного сечения. Настраивают по (2) расстояние I между геометрической осью О заготовки и осью Oi
22 - 18 „
I - -- 2 мм
Настраивают по (3) отношение I частот П2 и ni вращательных движений заготовки 10
. 3 3
Частота вращения заготовки вокруг ее геометрической оси при заданной скорости резания согласно (6)
-
81-10J
2 л (2
4b J4Ь
2
904,6 20
Настраивают: мин
-1
-1
2
х мин
Профиль некруглой поверхности формируют за оборота заготовки вокруг геометрической оси, поэтому подача резца за один оборот заготовки вокруг гео- метрической оси
S 0 3 So ijj -k- 0,15 мм/об заготовки.
В процессе обработки за готовке сообщают противоположно направленные вращательные движения вокруг геометрической и эксцентричной осей соответственно с частотами 900 и 1350 , а резцу-перемещение с подачей 0,15 мм/об. При той же скорости резания при обработке предлагаемым способом технологическая производительность по
сравнению с известным способом согласно (9) повышается в
feH3KQ v о.о .о --- 1,8 раза.
2-2 45
+ 1
10
15
0
5
0
5
Формула изобретения
Способ токарной обработки некруглых поверхностей с равномерно расположенными выступами, по которому заготовке сооб- щают-гвзаимосвязанные противоположно направленные вращательные движения вокруг ее геометрической и эксцентричной осей, а резец перемещают в продольном направлении, отличающийся тем, что, с целью повышения производительности и расширения технологических возможностей способа, профиль некруглой поверхности формируют за т-1 оборотов заготовки вокруг ее геометрической оси, где m - количество выступов у профиля некруглой поверхности, при этом вершину резца совмещают с плоскостью, проходящей через оси вращений заготовки последовательно в моменты формирования ею точек профиля, максимально и минимально удаленных от геометрической оси заготовки, а отношение частот вращательных движений заготовки вокруг эксцентричной и геометрической осей задают по зависимости
i
m
m -1
. где I - отношение частот вращательных дви- 40 жений заготовки вокруг эксцентричной и геометрической осей.
ФЦЈ1
| Способ точения сложных поверхностей | 1980 |
|
SU982845A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
