Область техники, к которой относится изобретение
Изобретение относится к нефтеперерабатывающей, нефтехимической и другим отраслям промышленности и может быть использовано при сборке сосудов, работающих под давлением.
Уровень техники
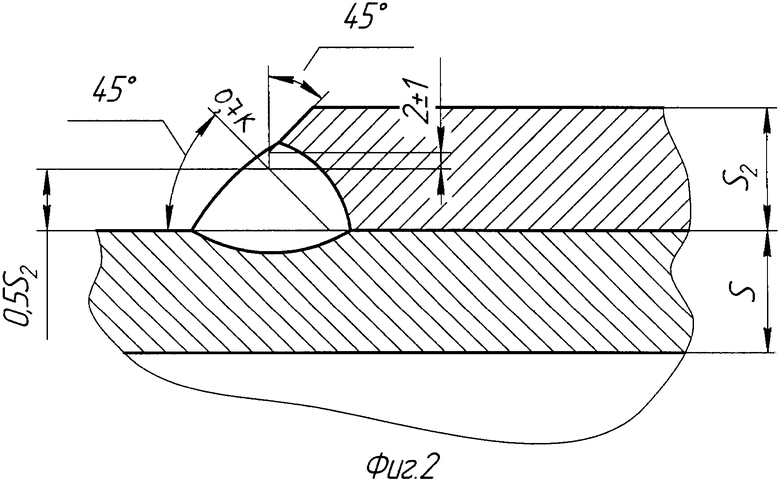
Известен классический способ выполнения нахлесточных швов на укрепляющих кольцах штуцеров (воротников), который выполняется традиционно в размерность катета шва, равную К=0,75S2, где S2 - толщина укрепляющего кольца. Нахлесточный шов испытывает максимальное напряжение в пределах 45° от корня шва к основанию катета и по этой же линии происходит характерное разрушение сварного шва при чрезмерных нагрузках. В линейной размерности линия разрушения определяется формулой 0,7К, где К - катет шва, а верхняя точка разрушения при этом равна n=0,4S2. Классический способ приварки укрепляющих колец представлен на фиг.1.
Задачей предлагаемого изобретения является разработка способа приварки укрепляющих колец штуцеров к корпусам сосудов, работающих под давлением, швом, по форме приведенным на фиг.2, при условии обеспечения равнопрочности сварных соединений против классических нахлесточных швов и дополнительно дающего снижение энергоемкости и металлоемкости сварного шва.
Указанная совокупность технических решений достигается за счет того, что в предлагаемом способе применяется соответствующая разделка кромок на укрепляющем кольце от половины его толщины под углом 45° и получение нахлесточного соединения автоматической или полуавтоматической сваркой с выполнением шва, линия сплавления которого с укрепляющим кольцом совмещена с линией вероятного разрушения, соответствующей линии 0,7К сварного шва нахлесточного соединения.
Учитывая, что величина 0,7К менее 50% толщины укрепляющего элемента и составляет в линейной размерности 0,4S2, но с учетом энергономических свойств, упрощения инженерного мышления и, обеспечивая дополнительный запас прочности шва, принять точку начала разделки кромки укрепляющего кольца равной 50% толщины кольца S2.
Наружное формирование шва выполнять на величину К=0,5S2+2 (размерность катета), т.е. швом, перекрывая притупление на укрепляющем кольце, а для снятия концентрации напряжения на наружной части укрепляющего кольца выполняется обратная фаска под углом 45°.
Экономия в наплавленном металле 20÷30 % и соответствующая энергоемкость на 1 погонный метр.
Источники информации
Решетов Д.Н. Детали машин. Учебник для вузов. Изд. 3-е, испр. и перераб. М.: Машиностроение, 1974.
Правила проектирования сосудов под давлением. Секция VIII норм ASMe. Статья UW-16. Издание 1992 года.
Отраслевая Нормаль Н477-65. Виды приварки штуцеров, люков-лазов, муфт из углеродистой низколегированной, легированной и нержавеющей сталей к заглушкам, днищам и обечайкам сосудов и аппаратов. Исполнения 14; 15.
Расчет и конструирование аппаратуры нефтеперерабатывающих заводов., М.Ф. Бабицкий, Г.Л. Вихман, С.И. Вольфсон, Изд. Недра, 1965 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ С ТРУБОПРОВОДОМ | 2003 |
|
RU2267388C2 |
| Способ дуговой сварки тройниковых соединений (велдолетов) магистральных трубопроводов | 2015 |
|
RU2643118C2 |
| СПОСОБ МОНТАЖА УСИЛИВАЮЩЕЙ МУФТЫ НА ДЕФЕКТНЫЙ СТЫК ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2000 |
|
RU2165345C1 |
| Способ дуговой сварки велдолетов из аустенитных сталей к трубопроводу из низкоуглеродистых и низколегированных сталей | 2016 |
|
RU2643098C2 |
| Способ приварки ремонтной конструкции к трубопроводу | 2018 |
|
RU2674826C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТЕЙ УСТРОЙСТВ СТАБИЛИЗАЦИИ | 2009 |
|
RU2424100C1 |
| СПОСОБ РЕМОНТА СКВОЗНЫХ ДЕФЕКТОВ | 1992 |
|
RU2041041C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2010 |
|
RU2443528C1 |
| Способ приварки технологических элементов к трубопроводу | 1981 |
|
SU1058182A1 |
| СПОСОБ РЕМОНТА МЕТАЛЛИЧЕСКИХ ТРУБОПРОВОДОВ С ДЕФЕКТОМ СМЕЩЕНИЯ СВАРЕННЫХ КРОМОК УСТАНОВКОЙ РЕМОНТНОЙ НАКЛАДКИ | 2011 |
|
RU2478863C2 |
Изобретение может быть использовано в нефтеререрабатывающей, нефтехимической и других отраслях промышленности при сборке сосудов, работающих под давлением. На укрепляющем кольце от половины его толщины выполняют разделку кромок под углом 45°. Автоматической или полуавтоматической сваркой получают нахлесточное соединение укрепляющего кольца с корпусом сосуда. Линия сплавления сварного шва совмещена с линией вероятного разрушения, соответствующей линии 0,7К сварного шва нахлесточного соединения. Способ обеспечивает равнопрочное сварное соединение путем применения соответствующей разделки кромок укрепляющего кольца и способствует снижению энергоемкости и металлоемкости сварного соединения. 2 ил.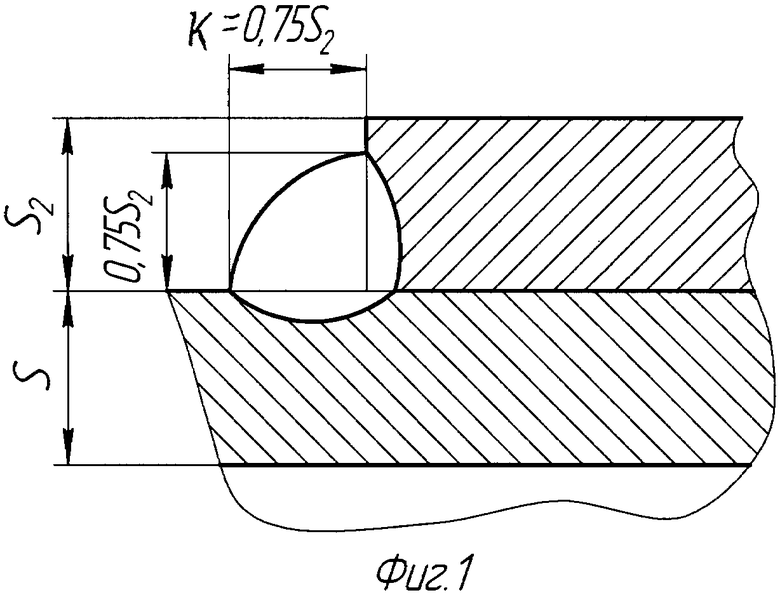
Способ приварки укрепляющих колец к корпусам сосудов, работающих под давлением, включающий разделку кромок на укрепляющем кольце от половины его толщины под углом 45° и получение нахлесточного соединения автоматической или полуавтоматической сваркой с выполнением шва, линия сплавления которого с укрепляющим кольцом совмещена с линией вероятного разрушения, соответствующей линии 0,7К сварного шва нахлесточного соединения.
| ASME, SECTION VIII, Rules for Construction of Pressure Vessels, Division 2 - Alternative Rules, July 1, 1992, s.120-121 | |||
| СПОСОБ СВАРКИ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ С ТРУБОПРОВОДОМ | 2003 |
|
RU2267388C2 |
| Способ повышения прочности соединения | 1988 |
|
SU1581526A1 |
| JP 60024270 A, 06.02.1985. | |||

