Изобретение относится к оборудованию для производства полимерных изделий различных размеров и конфигураций и может быть применено при изготовлении, например, технологической оснастки в виде полимерных литьевых форм с рельефным рисунком на матрице, которые могут быть применены для изготовления в этих формах строительных изделий из гипса, бетона и т.п.
Известная литьевая установка для изготовления изделий из полиуретана по авт. свид. №1151472, кл. В29С 39/22, публ. 23.04.85 г., бюл. №15, которая содержит литьевой агрегат, смесительную головку со шнеком, пресс-форму, механизм очистки и смазки торцов смесительной головки и шнека.
Недостатком известной литьевой установки является, во-первых, сложность ее конструкции, во-вторых, шнек перемещается к неподвижно установленной форме, что приводит не только к неудобству эксплуатации установки, но и нестабильности ее работы.
Известна литьевая форма для изготовления изделий из полимерных материалов по авт. свид. №1140989, кл. В29С 39/26, публ. 23.02.85 г., бюл. №7, которая содержит подвижную и неподвижную полуформы, литниковый канал, один участок которого выполнен в подвижной полуформе, другой - в неподвижной, участки литникового канала выполнены под углом один к другому, входное и выходное отверстия литникового канала расположены на одной прямой, параллельной оси формы, перпендикулярной плоскости разъема полуформ.
Недостатком известной литьевой формы является сложная конструкция литникового канала с его отверстиями, а также отсутствие механизма крепления формы и направляющих, что не позволяет удерживать детали в заданных размерах, тем самым не обеспечивается качественная отливка изделий.
Известная форма для литья и способ литья пластмассовой патронной гильзы по патенту РФ №2230662, кл. В29С 45/26, публ. 2004.06.20., которая содержит толстостенное днище, матрицу, полуматрицу с патрубком, кольцевое сопло и пуансон.
Наиболее близким к заявляемому техническому решению по назначению и совокупности существенных признаков является литьевая форма для изготовления полимерных изделий по патенту №2015020, кл. В29С 39/34, публ. 1994.06.30, которая содержит неподвижную часть (плиту) с матрицей, конические фиксаторы, подвижную часть с пуансоном, плиту выталкивания изделия, наклонно установленные формообразующие знаки с фиксирующими втулками, отверстиями, литниковую втулку и направляющие втулки, разводящие и впускные каналы для заполнения полости между матрицей и пуансоном.
Сходными признаками с заявляемым являются наличие матрицы, направляющих втулок, литника с внутренним отверстием.
Однако ближайший аналог, так же как и предыдущие, имеет довольно сложную и трудоемкую конструкцию.
Технической задачей предлагаемого к патентованию изобретения является создание простой, нетрудоемкой в эксплуатации и распалубки конструкции литьевой формы с целью повышения качества готового изделия с рельефным рисунком.
Задача решается тем, что литьевая форма для изготовления полимерных изделий, включающая матрицу, направляющие втулки и литник с внутренним отверстием, снабжена металлической съемной крышкой, каналом принудительного охлаждения и дополнительным литником, выполненным в виде цилиндрического отверстия, причем литники установлены на центральной части съемной металлической крышки литьевой формы по противоположным сторонам друг от друга или с других сторон съемной металлической крышки, при этом основной литник установлен с передней стороны металлической съемной крышки, а дополнительный контрольный литник установлен на горизонтальной оси металлической съемной крышки с боковых ее сторон и расположен по диагонали с задней стороны металлической съемной крышки литьевой формы, канал принудительного охлаждения установлен на металлической съемной крышке литьевой формы, сверху на канале принудительного охлаждения установлена крышка, закрепленная потайными болтами к металлической съемной крышке литьевой формы, по углам которой с ее нижней стороны выполнены технологические проемы, образующие технологическое пространство для возможности осуществления в нем ручной распалубки литьевой формы, матрица выполнена съемной и закреплена с обеих боковых сторон болтами, а по боковым сторонам литьевой формы установлены фиксирующие болты цилиндрической формы, которые в верхней части имеют гайки с шайбами для возможности жесткого соединения металлического дна литьевой формы с металлической съемной крышкой литьевой формы, в нижней части - шпильки для возможности жесткого соединения металлического дна формы с фиксирующим болтом при сборке формы и разводки фиксирующих болтов в разные стороны при распалубке литьевой формы.
Анализируя совокупность существенных признаков, изложенных выше, видно, что в ближайшем аналоге отсутствуют признаки, присущие заявляемому техническому решению, кроме того, из уровня техники, относящейся к литьевому оборудованию полимерных изделий, также не выявлены другие литьевые формы или литьевые установки с совокупностью признаков, присущих заявляемой литьевой форме, в связи с чем можно сделать вывод, что предлагаемое к патентованию техническое решение соответствует критериям патентоспособности: новизне, изобретательскому уровню и промышленной применимости.
Технический результат достигается новой совокупностью существенных признаков, имеющихся в литьевой форме, наличие элементов конструкции, выполненных из металла, позволяющих осуществить подачу в форму под давлением расплавленного материала и выдержки его в форме под металлической крышкой до остывания, новой взаимосвязи между элементами конструкции, в результате отлитое изделие, например полимерная форма, за счет упрощенной ее распалубки посредством разводки, вручную, фиксирующих болтов легко извлекается с металлического дна как вместе с матрицами, так и из матрицы.
Устройство поясняется чертежами, где на:
фиг.1 изображена литьевая форма, общий вид, вид сверху;
на фиг.2 - вид спереди;
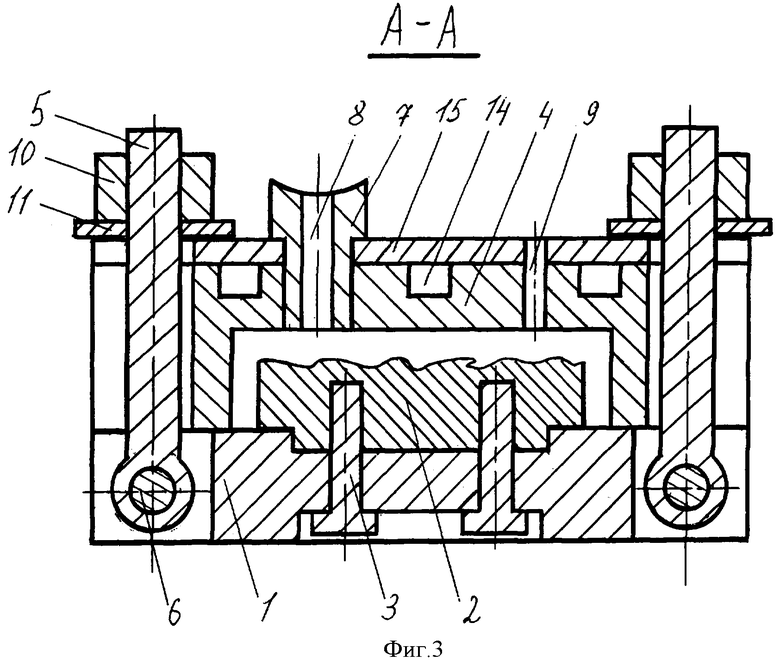
на фиг.3 - разрез по А-А фиг.1;
на фиг.4 показано горизонтальное расположение литников;
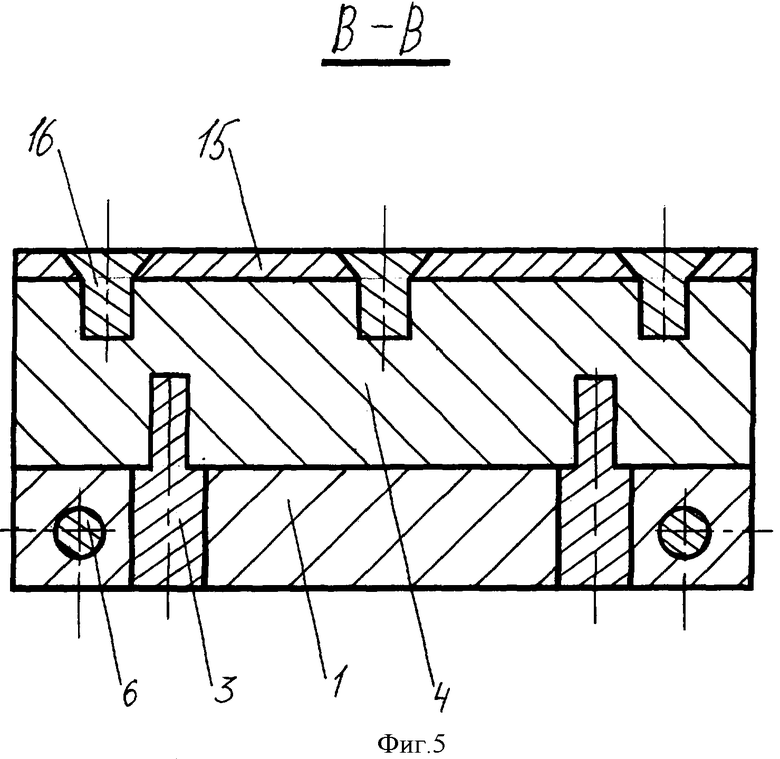
на фиг.5 - разрез по В-В. фиг.1;
на фиг.6 показан канал принудительного охлаждения, разрез по С-С фиг.2.
Форма включает металлическое дно 1, матрицу 2, выполненную в виде съемной металлической вставки с рельефным рисунком, закрепленную с обеих боковых сторон болтами 3, съемную металлическую крышку 4, фиксирующие болты 5 со шпильками 6, основной литник 7 с внутренним цилиндрическим отверстием 8 и дополнительный контрольный литник 9, гайки 10 с шайбами 11, технологический проем 12, направляющую втулку 13, установленную между металлическим дном 1 и металлической крышкой 4, канал принудительного охлаждения 14 с металлической крышкой 15, предназначенный для продолжительности работы литьевой формы, потайные болты 16. Шайбы 11 предназначены для жесткого соединения (фиксации) металлического дна 1 с металлической съемной крышкой 4 литьевой формы, а шпильки 6 предназначены для жесткого соединения металлического дна 1 литьевой формы с фиксирующим болтом 5.
Матрица 2 выполнена в виде съемной металлической вставки с рельефным рисунком, соответствующим модели заданного к отливке изделия.
Дополнительный контрольный литник 9 выполнен в виде цилиндрического отверстия, диаметр которого в два раза меньше диаметра цилиндрического отверстия 8 основного литника 7, и предназначен для контроля подачи полимерного материала в форму и контроля выхода излишек полимерного материала из формы.
Оба литника 7 и 9 установлены на центральной части съемной металлической крышки 4 и расположены по противоположным сторонам друг от друга. Однако в зависимости от использования оборудования, на котором устанавливается литьевая форма для литья полимерных изделий, литники могут быть установлены по разным сторонам металлической крышки 4, так основной литник 7 может быть установлен с передней стороны металлической съемной крышки 4 (фиг.2), а дополнительный контрольный литник 9 может быть установлен на горизонтальной оси металлической крышки 4 с боковых ее сторон и расположен по диагонали с задней стороны металлической крышки 4 литьевой формы.
По углам формы на съемной металлической крышке 4, с ее нижней стороны, выполнены технологические проемы 12, которые образуют технологическое пространство под металлической съемной крышкой 4, для возможности облегченной распалубки литьевой формы с помощью ручных инструментов.
Канал принудительного охлаждения 14 установлен на металлической съемной крышке 4 литьевой формы и выполнен в виде сообщающихся между собой полостей, имеющих форму змеевика и расположенных по всей длине металлической съемной крышки 4, сверху на канале принудительного охлаждения установлена металлическая крышка 15, закрепленная потайными болтами 16 к металлической съемной крышке 4 литьевой формы.
Работает литьевая форма следующим образом.
Сначала осуществляют сборку литьевой формы, при этом предварительно подготавливают металлическую съемную матрицу 2 по заданной к отливке модели изделия, в том числе с рельефным рисунком. Укладывают подготовленную металлическую матрицу 2 на металлическое дно 1 литьевой формы, рельефным рисунком вверх по отношению к металлическому дну литьевой формы, закрепляют болтами 3 таким образом, что матрица 2 вместе с металлическим дном 1 образуют одно целое. Далее, на направляющие втулки 13 устанавливают и жестко соединяют фиксирующими болтами 5 металлическую съемную крышку 4, на которой сверху по ее центральной части на противоположных сторонах друг от друга расположены основной литник 7 и дополнительный контрольный литник 9. С помощью направляющих втулок 13 осуществляют точное и жесткое соединение (фиксацию) металлического дна 1 литьевой формы с ее металлической крышкой 4 таким образом, что металлическая матрица оказывается в жестком сцеплении с дном 1 литьевой формы и готова к приему расплавленного полимерного материала.
После сборки в форму через основной литник 7 под давлением шнеком (на чертеже условно не показан) подают расплавленный полимерный материал, например поливинилхлоридный /ПВХ/ или теплопласт /ТЭП/. В зависимости от вида расплавленного полимерного материала его выдерживают в форме в заданном промежутке времени, например если используется поливинилхлоридный материал/ПВХ/, то в течение 1-1,5 мин, если используется теплопласт /ТЭП/, то в течение 3-5 мин.
После заданного промежутка времени выдержки изделия в форме осуществляют ее распалубку посредством откручивания гаек 10 и разводки фиксирующих болтов 5 на шпильках 6 в разные стороны с применением ручного инструмента под металлической съемной крышкой 4, где для этого образовано технологическое пространство. Открывают и снимают металлическую крышку 4, под которой находится полимерное изделие, отлитое на металлической матрице 2, при этом если полимерное изделие быстро остыло на матрице, то его сразу снимают с матрицы, а если отлитое изделие не достаточно остыло и требуется выдержка для его остывания, то полимерное изделие оставляют под крышкой вместе с матрицей и в течение 1-1,5 мин, если в качестве расплавленного материала используют ПВХ или в течение 3-5 мин, если в качестве расплавленного материала используют ТЭП, выдерживают изделия в литьевой форме до окончательного его остывания и отверждения, после чего осуществляют полную распалубку литьевой формы вручную под металлической съемной крышкой 4, где имеется возможность применять ручные инструменты, не нанося повреждений литьевой форме и самому изделию во время его извлечении из литьевой формы.
Для увеличения производительности заявляемой к патентованию литьевой формы, при объеме производства полимерных изделий, например, 30 м2 за смену, литьевую форму располагают на автоматической линии, в этом случае основной литник 7 устанавливают с передней стороны металлической съемной крышки 4, а дополнительный контрольный литник 9 устанавливают на горизонтальной оси металлической съемной крышке 4, с боковых ее сторон, по диагонали, с задней стороны металлической крышки 4 (фиг.4).
Полученное готовое изделие сохраняет свою конфигурацию по модели выбранного к отливке изделия с заданным рельефным рисунком, при этом во время извлечения изделия из литьевой формы его поверхность не разрушается. Таким образом, заявляемой литьевой формой обеспечивается качественная отливка полимерных изделий.
По сравнению с известными аналогами, описанными выше, предлагаемая к патентованию литьевая форма для изготовления полимерных изделий конструктивно проста, экономична, так как не требует больших трудоэнергозатрат при ее эксплуатации и распалубке.
Готовое отлитое изделие, полученное методом горячего литья заявляемой литьевой формой, обладает высоким качеством как по внешней поверхности изделия, например, формы (без повреждений), так и внутренним ее рельефным рисунком, обладающим точной копией рисунка по модели задаваемого к отливке изделия. Высокое качество отливки обеспечивается за счет того, что литьевая форма обладает антиадгезионными свойствами, низкой экзотермичностью.
Сопротивляемость литьевой формы на изгиб значительно продлевает срок ее службы и дает возможность ее дальнейшего использования для формования в них строительных изделий из гипса, бетона и т.п., так как невысокая пластичность и твердость полимерного материала позволяют устанавливать отлитую полимерную форму на вибростол для лучшего уплотнения в ней бетона, гипса.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ БЕТОНА | 2008 |
|
RU2378111C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНТЕРЬЕРНО-ОБЛИЦОВОЧНЫХ ГИПСОВЫХ ИЗДЕЛИЙ И ФОРМА ДЛЯ ИХ ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2190522C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОБРАЗЦОВ ИЗ ЛИТЬЕВЫХ ОТВЕРЖДАЮЩИХСЯ СМОЛ | 2012 |
|
RU2508176C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНТЕРЬЕРНО-ОБЛИЦОВОЧНЫХ ГИПСОВЫХ ИЗДЕЛИЙ, ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИНТЕРЬЕРНО-ОБЛИЦОВОЧНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2087308C1 |
| СБОРНО-РАЗЪЕМНАЯ ФОРМА-МАТРИЦА СО СМЕННЫМ МОДУЛЕМ-ВКЛАДЫШЕМ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ВЯЖУЩИХ МАТЕРИАЛОВ | 2004 |
|
RU2297910C2 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1763223A1 |
| Способ изготовления литьевой формы для полиуретановой шины с внутренней амортизацией | 2019 |
|
RU2734209C1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2029681C1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1781066A1 |
| Форма для изготовления изделий литьем под давлением | 1961 |
|
SU149559A1 |



Изобретение относится к оборудованию для производства полимерных изделий различных размеров и конфигураций. Техническим результатом заявленного изобретения является создание литьевой формы упрощенной конструкции, облегченной сборки и распалубки с целью повышения качества готового изделия с рельефным рисунком. Технический результат достигается тем, что литьевая форма для изготовления полимерных изделий включает матрицу, направляющие втулки и литник с внутренним отверстием. При этом она снабжена металлической съемной крышкой, каналом принудительного охлаждения и дополнительным контрольным литником. Контрольный литник выполнен в виде цилиндрического отверстия. Причем литники установлены на центральной части съемной металлической крышки литьевой формы по противоположным сторонам друг от друга. Или литники установлены с других сторон металлической крышки. При этом основной литник установлен с передней стороны металлической съемной крышки, а дополнительный контрольный литник установлен на горизонтальной оси металлической съемной крышки с боковых ее сторон и расположен по диагонали с задней стороны металлической съемной крышки литьевой формы. Канал принудительного охлаждения установлен на металлической съемной крышке литьевой формы. Сверху на канале принудительного охлаждения установлена крышка, закрепленная потайными болтами к металлической съемной крышке литьевой формы. По углам съемной крышки литьевой формы с ее нижней стороны выполнены технологические проемы, образующие технологическое пространство для возможности осуществления в нем ручной распалубки формы. Матрица выполнена съемной и закреплена с обеих боковых сторон болтами. По боковым сторонам литьевой формы установлены фиксирующие болты цилиндрической формы, которые в верхней части имеют гайки с шайбами для возможности жесткого соединения металлического дна литьевой формы с металлической съемной крышкой литьевой формы. В нижней части литьевой формы установлены шпильки для возможности жесткого соединения металлического дна формы с фиксирующим болтом при сборке формы и разводки фиксирующих болтов в разные стороны при распалубке литьевой формы. 6 ил.
Литьевая форма для изготовления полимерных изделий, включающая матрицу, направляющие втулки и литник с внутренним отверстием, отличающаяся тем, что она снабжена металлической съемной крышкой, каналом принудительного охлаждения и дополнительным контрольным литником, выполненным в виде цилиндрического отверстия, причем литники установлены на центральной части съемной металлической крышки литьевой формы по противоположным сторонам друг от друга или с других сторон металлической крышки, при этом основной литник установлен с передней стороны металлической съемной крышки, а дополнительный контрольный литник установлен на горизонтальной оси металлической съемной крышки с боковых ее сторон и расположен по диагонали с задней стороны металлической съемной крышки литьевой формы, канал принудительного охлаждения установлен на металлической съемной крышке литьевой формы, сверху на канале принудительного охлаждения установлена крышка, закрепленная потайными болтами к металлической съемной крышке литьевой формы, по углам которой с ее нижней стороны выполнены технологические проемы, образующие технологическое пространство для возможности осуществления в нем ручной распалубки формы, матрица выполнена съемной и закреплена с обеих боковых сторон болтами, а по боковым сторонам литьевой формы установлены фиксирующие болты цилиндрической формы, которые в верхней части имеют гайки с шайбами для возможности жесткого соединения металлического дна литьевой формы с металлической съемной крышкой литьевой формы, в нижней части - шпильки для возможности жесткого соединения металлического дна формы с фиксирующим болтом при сборке формы и разводки фиксирующих болтов в разные стороны при распалубке литьевой формы.
| 0 |
|
SU188304A1 | |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Литьевая форма для изготовления полимерных изделий | 1987 |
|
SU1519905A1 |
| 0 |
|
SU345008A1 | |
| RU 2003465 C1, 30.11.1993. | |||

