Область техники, к которой относится изобретение
Это изобретение относится в основном к прокатным станам, из которых выходят протяженные горячекатанные изделия, поступающие в холодильник, и, в частности, к способу последовательного разрезания и замедления продвижения таких изделий, прежде чем они поступят в холодильник. Упоминаемый здесь термин «протяженные изделия» относится к прутьям, стержням и т.п.
Уровень техники
Как описано, например, в патенте US 4413494, известно использование приводимых в движение прокатных валков для захватывания и замедления продвижения протяженных горячекатанных изделий. При использовании прокатных валков прилагаемое высокое давление деформирует или повреждает поверхность изделий. Особенно это относится к изделиям, имеющим ребристую поверхность, например бетонным арматурным стержням.
Также известно использование расположенных в шахматном порядке валков для замедления продвижения посредством направления протяженных изделий по продолжительным синусоидальным траекториям, как описано, например, в патенте US 4884429. Однако такие расположенные в шахматном порядке валки неспособны адекватно замедлить продвижение изделий при высокой скорости выхода изделия в современных прокатных станах. Более того, использование расположенных в шахматном порядке валков для замедления продвижения ведущего сегмента изделий может приводить к браку в виде искривлений изделия.
Раскрытие изобретения
Использование фрикционных валков или валков, расположенных в шахматном порядке, может приводить к некоторым затруднениям. Однако неожиданно было установлено, что их применение совместно с изделиями может обеспечить высокоэффективное замедление продвижения без деформации изделий или повреждения их поверхностей. На основании этого было создано настоящее изобретение.
Краткое описание чертежей
Более подробное описание изобретения и присущих ему преимуществ будет дано с отсылкой на чертежи, на которых представлено:
фиг.1 - прокатный стан согласно настоящему изобретению, схематично;
фиг.2А-2С - деселератор на различных этапах работы, схематично.
Осуществление изобретения
На фиг.1 показано типичное расположение клетей прокатного стана, содержащего холодильник 10, предназначенный для принятия протяженных изделий, поступающих по траектории Рd от последней клети прокатного стана 11. Ножницы 12 предназначены для разрезания изделий, и переключатель 13 направляет отрезанные сегменты изделия альтернативно по траекториям Pd-1 и Рd-2, ведущим к приводному рольгангу 10' холодильника 10. Далее изделия через холодильник перемещаются в сторону принимающего оборудования (не показано) для дальнейшей обработки, например нарезания на заданную длину, объединения в пучки и т.д.
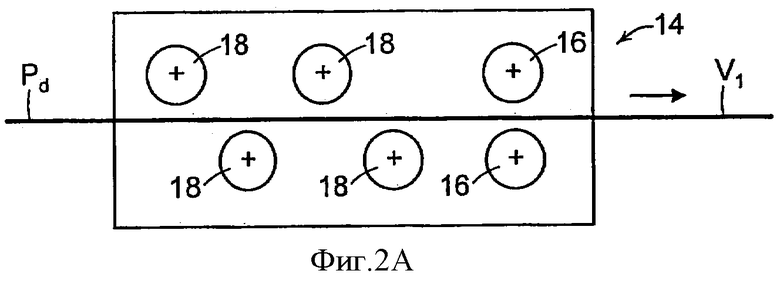
Деселераторы 14 в соответствии с настоящим изобретением располагают вдоль траекторий Рd-1 и Рd-2 между переключателем 13 и холодильником 10. Как наилучшим образом показано на фиг.2А-2С, каждый деселератор 14 содержит ряд приводимых в движение прокатных валков 16, перед которыми расположено множество направляющих роликов 18, расположенных в шахматном порядке на противоположных сторонах от траектории Р. Направляющие ролики 18, предпочтительно свободного хода, регулируется между нерабочими положениями, удаленными от траектории продвижения, как показано на фиг.2А и 2В, и рабочими положениями, определяющими траекторию продвижения изделия, как показано на фиг.2С. Регулирование направляющих роликов 18 между их рабочими и нерабочими положениями может осуществляться посредством любого известного механизма, один из которых, но не единственно возможный, раскрыт в патенте US 4884429, описание которого приведено здесь в качестве ссылки.
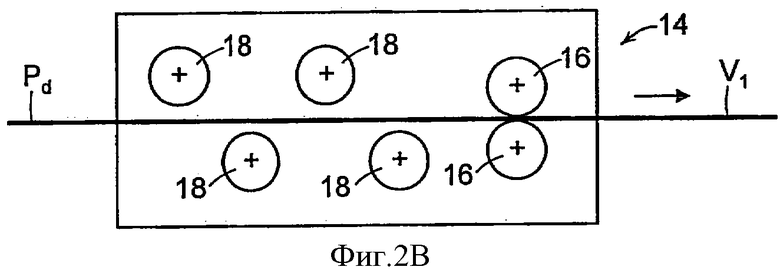
Положение фрикционных валков 16 регулируется между открытыми позициями, как показано на фиг.2А, и закрытыми позициями, как показано на фиг.2В. Фрикционные валки могут приводиться в движение и регулироваться между открытой и закрытой позициями посредством механизмов, известных специалистам в этой области техники, один из примеров, но не единственно возможный, раскрыт в патенте US 6920772, описание которого приведено здесь в качестве ссылки.
При типичном функционировании протяженное горячекатанное изделие будет покидать последнюю клеть прокатного стана 11 со скоростью V1, составляющей примерно от 14 до 40 м/сек в зависимости от размера прокатываемого изделия. Посредством деселераторов в условиях, показанных на фиг.2А, ведущий сегмент изделия будет проходить свободно через ножницы 12 и направляться посредством переключателя 13 по траектории Pd-1.
Как показано на фиг.2В, ведущий сегмент затем контактирует с приводимыми в движение фрикционными валками 16, где фрикционные валки работают на начальной скорости, по меньшей мере, равной или предпочтительно немного большей, чем скорость выхода изделия V1. Упоминаемый здесь термин "скорость" означает частоту вращения поверхности фрикционного валка, находящейся в контакте с изделием.
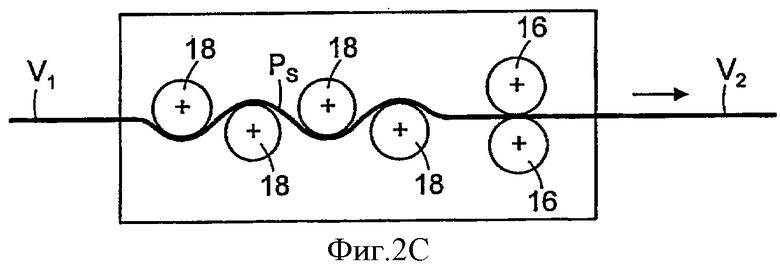
Ведущий сегмент изделия затем отрезается посредством приведения в действие ножниц 12, задний сегмент изделия направляется переключателем 13 по траектории Рd-2. В то время как отрезанный ведущий сегмент изделия, теперь отделенный от остального изделия, все еще продвигается клетями прокатного стана, и как показано на фиг.2С, фрикционные валки 16 замедляются до скорости V2, медленнее скорости V1, и направляющие ролики 18 перемещаются на траекторию Рd для направления изделия на синусоидальную траекторию Ps. Увеличение длины синусоидальной траектории Ps совместно с уменьшением скорости фрикционных валков приводит к замедлению продвижения изделия до меньшей скорости V2. В силу такого совместного действия, которое предпочтительно осуществляется одновременно, сила, с которой изделие сжимается фрикционными валками, может быть предпочтительно уменьшена и, таким образом, предотвращается деформация изделия, а также предотвращается или, по меньшей мере, предпочтительно уменьшается любой уровень повреждения поверхности изделия. Задний сегмент изделия, продвигающийся по траектории Pd-2, подвергается такому же воздействию и замедляется посредством другого деселератора.
Изобретение предназначено для улучшения условий разрезания и замедления протяженных горячекатанных изделий, высвобождающихся из прокатного стана и направляемых в холодильник. Отсутствие деформации и повреждения поверхностей проката при его замедлении обеспечивается тем, что торможение осуществляют в соответствии со следующими этапами: (а) расположение ножниц и деселератора последовательно вдоль траектории высвобождения продукта, причем деселератор содержит ряд фрикционных валков, выполненных с возможностью приведения в движение, перед которыми расположено множество направляющих роликов; (b) осуществление контакта ведущего сегмента изделия с прокатными валками, функционирующими при начальной скорости, по меньшей мере, равной скорости продвигающегося изделия; (с) приведение в действие ножниц для отделения ведущего сегмента от остального изделия; (d) замедление продвижения ведущего сегмента посредством: (i) уменьшения скорости фрикционных валков и (ii) приведения в действие направляющих роликов для замедления продвижения сегмента изделия по направлению из траектории высвобождения в синусоидальную траекторию. 4 з.п. ф-лы, 2 ил.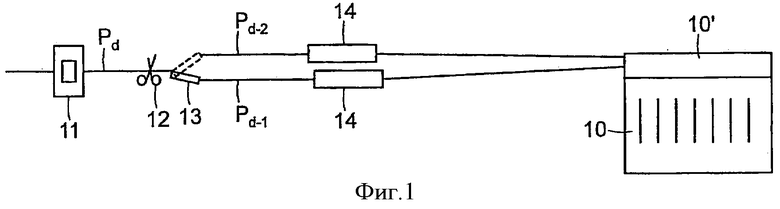
(a) расположение ножниц и деселератора последовательно вдоль траектории высвобождения продукта, причем деселератор содержит ряд фрикционных валков, выполненных с возможностью приведения в движение, перед которыми расположено множество направляющих роликов;
(b) осуществление контакта ведущего сегмента изделия с фрикционными валками, функционирующими при начальной скорости, по меньшей мере, равной скорости продвигающегося изделия;
(c) приведение в действие ножниц для отделения ведущего сегмента от остального изделия;
(d) замедление продвижения ведущего сегмента посредством:
(i) уменьшения скорости фрикционных валков;
(ii) приведения в действие направляющих роликов для замедления продвижения сегмента изделия по направлению из траектории высвобождения в синусоидальную траекторию.
| US 4884429 А, 05.12.1989 | |||
| Устройство для транспортировки проката | 1982 |
|
SU1018742A1 |
| НАКОНЕЧНИК СВЕЧИ ЗАЖИГАНИЯ | 1996 |
|
RU2118875C1 |
| US 2005091818 AS, 05.05.2005. | |||

