Изобретение относится к области машиностроения, в частности к области нанесения покрытий в вакууме, и может быть использовано при нанесении покрытий на внутреннюю поверхность изделий сложной конфигурации, например камер сгорания ракетных двигателей малой тяги.
Известны способы нанесения покрытий на внутреннюю поверхность деталей, включающие расположение испаряемого материала внутри изделия с последующим его испарением и конденсацией паров материала на внутренней поверхности деталей [1, 2].
Известен также способ нанесения покрытий на внутреннюю поверхность деталей, включающий введение во внутреннюю полость обрабатываемого изделия стержневого катода, выполненного из материала покрытия, испарение его и конденсацию паров материала на обрабатываемой поверхности [3].
Недостатком известного технического решения является невозможность получения покрытий равномерной толщины в деталях с внутренней поверхностью сложной конфигурации при глубине равной одному диаметру или больше. Кроме того, метод электроискрового легирования не всегда обеспечивает получение плотных, беспористых покрытий из-за множества факторов, влияющих на процесс нанесения покрытий: расход инертного газа, точность отслеживания обрабатываемой поверхности катодом, стабильность параметров искрового разряда и т.д.
Задачей изобретения является получение плотного, беспористого покрытия равномерной толщины на внутренней поверхности сложной конфигурации, например поверхности камеры сгорания ракетного двигателя малой тяги, имеющей как цилиндрическую, так и коническую части.
Сущность изобретения заключается в том, что материал покрытия в виде стержневого катода вводят во внутреннюю полость обрабатываемого изделия, испаряют его и конденсируют пары материала на обрабатываемой поверхности. Согласно изобретению торцевую поверхность стержневого катода испаряют катодными пятнами вакуумной дуги, которые вытесняют на его торцевую поверхность с помощью магнитного поля, передаваемого через токоподвод, выполненный из магнитомягкого материала. Стержневой катод из испаряемого материала в процессе его испарения вводят внутрь детали до совпадения его торцевой поверхности с границей перехода цилиндрической поверхности в коническую и останавливают его до получения заданной толщины покрытия на конусной части поверхности, затем перемещают стержневой катод в обратном направлении, до полного вывода его из обрабатываемой детали в течение времени, обеспечивающего получение заданной толщины покрытия на цилиндрической поверхности детали.
Испарение торцевой поверхности катода из испаряемого материала позволяет нанести покрытие как на цилиндрическую, так и на конусную части детали, причем внутренний диаметр обрабатываемой детали может быть менее 15 мм.
Технический результат заключается в том, что получаемое покрытие имеет равномерную толщину как на конусной, так и на цилиндрической части внутренней поверхности при высокой плотности и отсутствии пор, что обеспечивает его хорошие защитные свойства.
Указанный способ может быть осуществлен с помощью предлагаемого устройства.
Известно устройство (электродуговой испаритель металлов), содержащее стержневой катод, установленный с возможностью перемещения вдоль его оси [4]. Известен также электродуговой испаритель металлов, в котором для удержания катодных пятен на рабочей поверхности катода используется магнитное поле [5].
Известные электродуговые испарители металлов с магнитным удержанием катодных пятен на рабочей поверхности катода не могут быть использованы для нанесения покрытий на внутреннюю поверхность небольших деталей из-за больших габаритов магнитной системы, которая обычно устанавливается за пределами вакуумной камеры.
Ближайшим аналогом заявляемого технического решения является устройство по изобретению [2]. Устройство содержит стержневой катод из испаряемого материала, установленный с возможностью перемещения соосно аноду, и кольцевые экраны, ограничивающие перемещение катодных пятен дугового разряда по торцевой поверхности стержневого катода. По мере расходования стержневой катод подается при помощи подающего механизма. Указанное устройство может быть использовано только для нанесения покрытий на наружную поверхность деталей. Это связано с тем, что кольцевые электроды, необходимые для ограничения области перемещения катодных пятен по торцевой поверхности, и поджигающий электрод не позволяют расположить указанное устройство в полости детали с внутренним диаметром менее 100 мм.
Сущность изобретения заключается в том, что в устройство, содержащее стержневой катод из испаряемого материала и расположенный соосно ему токоподвод, согласно изобретению включен поджигающий электрод и соленоид для создания магнитного поля, при этом стержневой катод установлен с возможностью его перемещения вдоль оси обрабатываемой детали, являющейся анодом, токоподвод выполнен из магнитомягкого материала, причем часть токоподвода, удаленная от катода, размещена в соленоиде, ось которого совпадает с осью обрабатываемой детали.
Для предотвращения испарения токоподвода и попадания его паров в покрытие часть токоподвода, прилегающая к катоду, помещена во втулку из испаряемого материала.
Технический результат заключается в том, что предлагаемое устройство обеспечивает возможность расположения его во внутренней полости детали небольшого диаметра (менее 15 мм). Это обеспечивается тем, что испарение торцевой поверхности катода осуществляют без применения экранов, а источник магнитного поля (соленоид) удален от поверхности испарения. Для вытеснения и удержания катодных пятен на торцевой поверхности катода используют магнитное поле, создаваемое соленоидом и передаваемое к рабочей поверхности катода с помощью магнитопровода, роль которого выполняет токоподвод катода, выполненный из магнитомягкого материала.
Более детально сущность изобретения поясняется представленными чертежами и дальнейшим описанием.
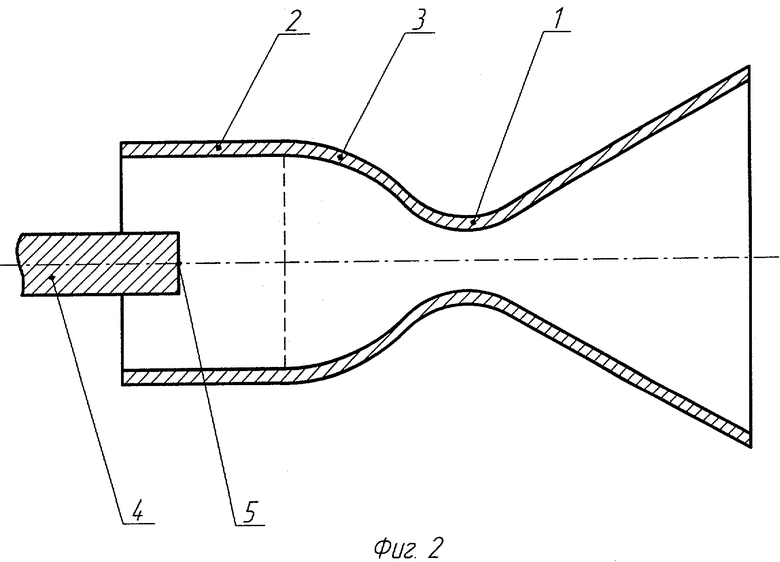
На фиг.1 показана схема, которая иллюстрирует способ нанесения покрытия на внутреннюю поверхность детали сложной конфигурации (положение электрода при нанесении покрытия на конусную часть внутренней поверхности детали).
На фиг.2 представлена схема, иллюстрирующая способ при нанесении покрытия на цилиндрическую часть внутренней поверхности детали.
На фиг.3 представлено осевое сечение устройства для нанесения покрытий на внутренние поверхности деталей сложной конфигурации.
На схеме, приведенной на фиг.1, внутренняя поверхность обрабатываемой детали 1 имеет цилиндрическую часть 2 и конусную часть 3, которую можно считать конусной условно, т.к. реальный входной участок сопла представляет собой плавное сопряжение двух кольцевых участков сегментов тора малого и большого диаметра. Стержневой катод 4 из испаряемого материала расположен так, что его торцевая (испаряемая) поверхность 5 совпадает с границей перехода цилиндрической части 2 внутренней поверхности в конусную часть 3.
На схеме, представленной на фиг.2, стержневой катод 4 из испаряемого материала расположен так, что его торцевая (испаряемая) поверхность 5 находится в цилиндрической части 2 внутренней поверхности.
На осевом сечении устройства для осуществления способа нанесения покрытий (фиг.3) катод 4 из испаряемого материала установлен на токоподвод 6, изготовленный из магнитомягкого материала. Токоподвод 6 из магнитомягкого материала герметично соединен с катодом 4. Во внутренней полости токоподвода циркулирует охлаждающая жидкость (вода). Часть токоподвода, прилегающая к катоду, помещена во втулку 7 из испаряемого материала. Длина втулки 7 должна превышать длину цилиндрической части 2 внутренней поверхности обрабатываемой детали. Часть токоподвода 6, удаленная от катода, расположена в соленоиде 8. Поджигающий электрод 9 расположен вблизи соленоида 8.
Схемы на фиг.1 и фиг.2 иллюстрируют способ нанесения покрытий на внутреннюю поверхность детали сложной конфигурации.
Деталь 1 с цилиндрической частью 2 и конусной частью 3 расположена в вакуумной камере (камера на схеме не показана). В исходном положении испаряемый материал в виде катода 4 расположен за пределами внутренней полости обрабатываемой детали. Между торцевой поверхностью 5 катода 4 и обрабатываемой деталью 1 зажигают дуговой разряд, который испаряет торцевую поверхность 5. В процессе испарения катода его вводят во внутреннюю полость детали 1 до совпадения торцевой поверхности 5 с границей перехода цилиндрической части 2 в конусную часть 3 внутренней поверхности. В этом положении катод 4 из испаряемого материала оставляют до получения необходимой толщины покрытия на конусной части 3 внутренней поверхности обрабатываемой детали 1 (схема на фиг.1). Время нанесения покрытия на конусную часть внутренней поверхности детали определяется следующим образом:
t=ρSδ/μI,
где t - время нанесения покрытия на конусную часть детали;
S - площадь поверхности конусной части детали;
I - ток дугового разряда;
μ - массовый коэффициент электроэрозии (характеристика испаряемого материала);
δ - заданная толщина покрытия;
ρ - удельная плотность испаряемого материала.
Требуемое время может быть уточнено опытным путем.
После достижения необходимой толщины покрытия на конусной части 3 внутренней поверхности катод 4 перемещают в противоположном направлении (от конусной части 3 к выходу цилиндрической части 2, схема на фиг.2). При этом скорость перемещения катода 4 выбирают такой, чтобы время перемещения стержня до полного выхода его из обрабатываемой детали 1 было достаточным для получения необходимой толщины покрытия на цилиндрической части 2 внутренней поверхности. Перемещение стержня может быть как непрерывным, так и ступенчатым (пошаговое перемещение с остановками).
Время нанесения покрытия на цилиндрическую часть внутренней поверхности детали определяется по предыдущей формуле.
Устройство для осуществления способа нанесения покрытий работает следующим образом. В исходном положении катод 4 из испаряемого материала находится вне обрабатываемой детали 1. Путем кратковременного касания поджигающим электродом 9 поверхности втулки 7 инициируется вакуумный дуговой разряд между катодом 4 и обрабатываемой деталью 1. Катодные пятна дугового разряда с помощью магнитного поля, создаваемого соленоидом 8 и токоподводом 6 из магнитомягкого материала, вытесняются на торцевую поверхность катода 4 и испаряют ее. При этом катодные пятна перемещаются по поверхности втулки 7, выполненной из материала катода 4, чем исключается загрязнение обрабатываемой поверхности парами материала токоподвода 6. С помощью механизма перемещения (на рисунке не показан) катод перемещается во внутреннюю полость обрабатываемой детали 1 до совпадения торцевой поверхности катода с границей перехода цилиндрической части 2 внутренней поверхности в коническую часть 3. В этом положении катод 4 остается в течение времени, необходимого для получения заданной толщины покрытия на конусной части 3 детали 1. Затем катод 4 перемещается в обратном направлении до выхода из цилиндрической части 2 внутренней поверхности детали 1. Время перемещения катода должно соответствовать времени нанесения покрытия заданной толщины на цилиндрической части 2 внутренней поверхности детали 1.
Источники информации
1. Описание изобретения к патенту РФ № 2042739, МПК С23С 14/24, 1992 г.
2. Описание к неакцептованной заявке ФРГ № 19736028, МПК С23С 14/32, 1997 г.
3. Описание изобретения к патенту РФ № 2196665, МПК В23Н 9/00, 20.01.2003 г.
4. Описание изобретения к а.с. СССР № 474575, МПК С23С 13/02, 1975 г.
5. Описание изобретения к а.с. СССР № 1831514, МПК С23С 14/34, 1978 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОДУГОВОЙ ИСПАРИТЕЛЬ МЕТАЛЛОВ И СПЛАВОВ | 2013 |
|
RU2510428C1 |
| Способ соединения деталей и устройство для его осуществления | 2019 |
|
RU2765870C2 |
| ИСТОЧНИК МЕТАЛЛИЧЕСКОЙ ПЛАЗМЫ (ВАРИАНТЫ) | 2015 |
|
RU2601725C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ | 2004 |
|
RU2280709C2 |
| Электродуговой испаритель | 1982 |
|
SU1123313A1 |
| Способ нанесения слоистых покрытий и устройство для его осуществления (варианты) | 2022 |
|
RU2797562C1 |
| ЭЛЕКТРОДУГОВОЙ ИСПАРИТЕЛЬ МЕТАЛЛОВ | 1999 |
|
RU2186874C2 |
| ВАКУУМНО-ДУГОВОЙ ИСТОЧНИК ПЛАЗМЫ | 2009 |
|
RU2382118C1 |
| Способ нанесения покрытий в вакууме на внутреннюю поверхность длинномерных цилиндрических изделий | 2021 |
|
RU2786493C1 |
| ЭЛЕКТРОДУГОВОЙ ИСПАРИТЕЛЬ С СОСТАВНЫМ ВРАЩАЮЩИМСЯ КАТОДОМ | 2009 |
|
RU2420608C1 |

Изобретение относится к области нанесения покрытий в вакууме, а именно к способам и устройствам для нанесения покрытий на внутреннюю поверхность деталей сложной конфигурации. Способ включает введение во внутреннюю полость обрабатываемого изделия стержневого катода, выполненного из материала покрытия, испарение его и конденсациюпаров материала на поверхности обрабатываемой детали. При этом стержневой катод испаряют катодными пятнами вакуумной дуги, которые вытесняют на его торцевую поверхность с помощью магнитного поля через токоподвод из магнитомягкого материала. В процессе испарения стержневой электрод вводят внутрь детали до совпадения его торцевой поверхности с границей перехода цилиндрической поверхности детали в коническую, затем перемещают стержневой катод в обратном направлении до полного вывода его из обрабатываемой детали. Устройство содержит стержневой катод из испаряемого материала, расположенный соосно ему токоподвод, поджигающий электрод и соленоид, для создания магнитного поля. При этом стержневой катод установлен с возможностью перемещения вдоль оси обрабатываемой детали, являющийся анодом, токоподвод выполнен из магнитомягкого материала, причем часть токоподвода, удаленная от катода, размещена в соленоиде, ось которого совпадает с осью обрабатываемой детали. Технический результат - возможность нанесения покрытия на внутренние поверхности деталей с полостями небольшого диаметра. 2 н. и 1 з.п. ф-лы, 3 ил.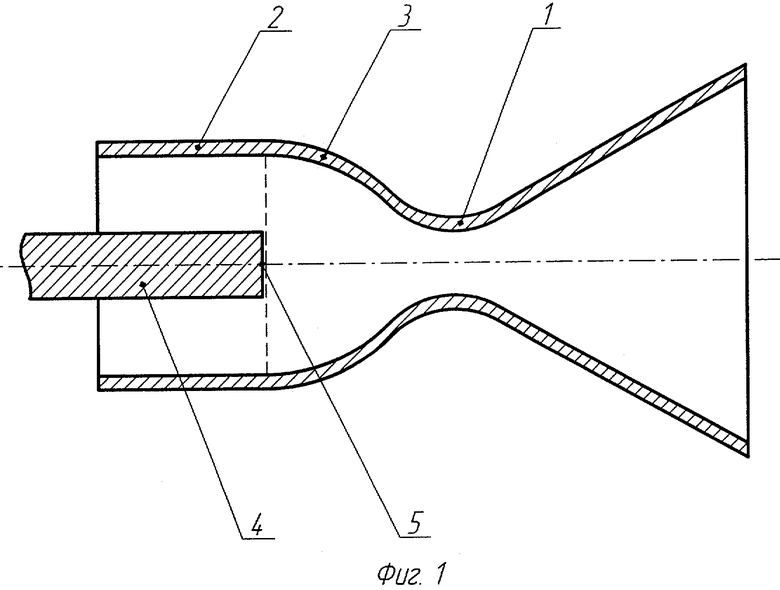
| СПОСОБ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 2001 |
|
RU2196665C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2091989C1 |
| ВАКУУМНО-ДУГОВОЙ ИСТОЧНИК ПЛАЗМЫ | 1994 |
|
RU2072642C1 |
| Электродуговой испаритель | 1982 |
|
SU1123313A1 |
| СПОСОБ ВАКУУМНОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБЧАТОГО ИЗДЕЛИЯ | 1992 |
|
RU2042739C1 |
| DE 19736028 A1, 25.02.1999 | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |

