Изобретение относится к машиностроению, а именно к двигателестроению, и может быть использовано в поршневых авиационных двигателях внутреннего сгорания.
Известен клапан впускной двигателя внутреннего сгорания, имеющий шток, головку грибковой формы и участок перехода между ними с ребрами жесткости (патент Японии №61-229908 МПК F01L 3/20, F02B 31/00). В этом прототипе клапаны впуска ребра жесткости развивают поверхность для испарения топливовоздушной смеси, уменьшая ее адгезию на головку клапана в процессе работы двигателя.
Для клапана выпускного двигателя внутреннего сгорания (ДВС) ребра жесткости устраняют коробление его рабочей фаски, играют дополнительную теплоотводящую роль от нее и интенсифицируют принудительное вращение действия клапанных пружин, дополнительной реакцией выхлопных газов, способствуя более плотной посадке клапана в его седло и стиранию нагара с рабочей фаски, повышая надежность и срок службы клапана без прогара при оптимальной его массе.
Данная техническая задача решается с помощью клапана выпускного ДВС, имеющего шток с наконечником, головку зонтичной формы с ребрами жесткости в ее донной части, равномерно на ней расположенными до 8 ребер по окружности с подъемом гребня каждого ребра не более 20° по направлению к горизонтали.
На фиг.1 изображен клапан выпускной, на фиг.2 - его разрез А-А, на фиг.3 - схема литья выпускного клапана двигателя внутреннего сгорания в вакууме в нагретые керамические формы.
Клапан выпускной состоит из штока 1, головки 2 зонтичной формы с ребрами жесткости 3 в ее донной части со стороны штока.
Для сохранения оптимальной массы клапана количество ребер жесткости достаточно не более 8 с подъемом (скосом) каждого до 20° к горизонтали. Под ролик толкателя клапана на конце штока, противоположном головке, расположен наконечник 4, выполненный из металла большей твердости, чем шток, для лучшей износостойкости этого торца штока. Головка 2 зонтичной формы имеет рабочую фаску 5, поверхность которой притирается к седлу клапана при сборке для обеспечения герметичности и мощности двигателя в работе.
Клапан выпускной ДВС - высокотеплонапряженная деталь двигателя, и именно приведенная конструкция, отличаясь простотой, стабильно обеспечивает не меньшую рабочую тепловую нагрузку, чем в клапане с внутренней теплоотводной полостью, заполняемой натрием для сбалансированности передачи тепла от грибка к штоку (стр.402-403 П.И.Орлов «Конструкция авиационных двигателей», Оборонгиз, 1940, т.2). Ребра жесткости увеличивают теплоотвод из зоны рабочей фаски 5 на шток 1 в процессе работы двигателя, что очень важно, и, кроме того, под воздействием турбулентного потока газов от сгорания топливовоздушной смеси приводят в более интенсивное вращение клапан, положительно дополняя воздействие клапанных пружин на его вращение, чем содействует более плотной и герметичной посадке в свое седло, стирая с рабочей фаски налипающие частицы нагара и исключая тем возникновение прогаров фаски, обеспечивая надежную герметичность посадки клапана в седло при работе двигателя на самых теплонапряженных режимах.
Известен способ изготовления клапана выпускного двигателя внутреннего сгорания, получаемого отливкой по выплавляемым моделям в нагретые керамические формы (патент Великобритании №2110299, МПК F01L 3/02 - прототип).
Недостатком данного способа является необходимость в стабилизирующей термообработке для сохранения высоких прочностных характеристик материала.
Технологической задачей данной разработки является упрощение технологии изготовления клапана с повышением его технологичности, снижение трудоемкости и сохранение необходимой точности размеров с высоким качеством прочностных характеристик материала для надежной работы столь ответственной и высоконагруженной детали двигателя.
Способ изготовления клапана выпускного двигателя внутреннего сгорания, включающий отливку клапана по выплавляемым моделям в нагретые керамические формы без механической обработки оребренной части головки и с припуском до 1-2 мм на остальных поверхностях. После отливки осуществляется стабилизирующая термообработка в среде защитного газа при температуре 1200+20°С в течение не менее 4,5 часов с последующей механической обработкой и нанесением нитридтитанового покрытия, что обеспечивает получение плотной, гомогенно-равноосной и стабильной структуры металла клапана с плотностью 8,9
г/см3 с высоким уровнем прочностных характеристик и точности размеров при рабочих температурах. На фиг.3 изображена схема литья клапана выпускного двигателя внутреннего сгорания в вакууме в нагретые керамические формы. Равноосная плотная макроструктура литого выпускного клапана обеспечивает высокие характеристики его механических свойств, приведенные в таблице 1.

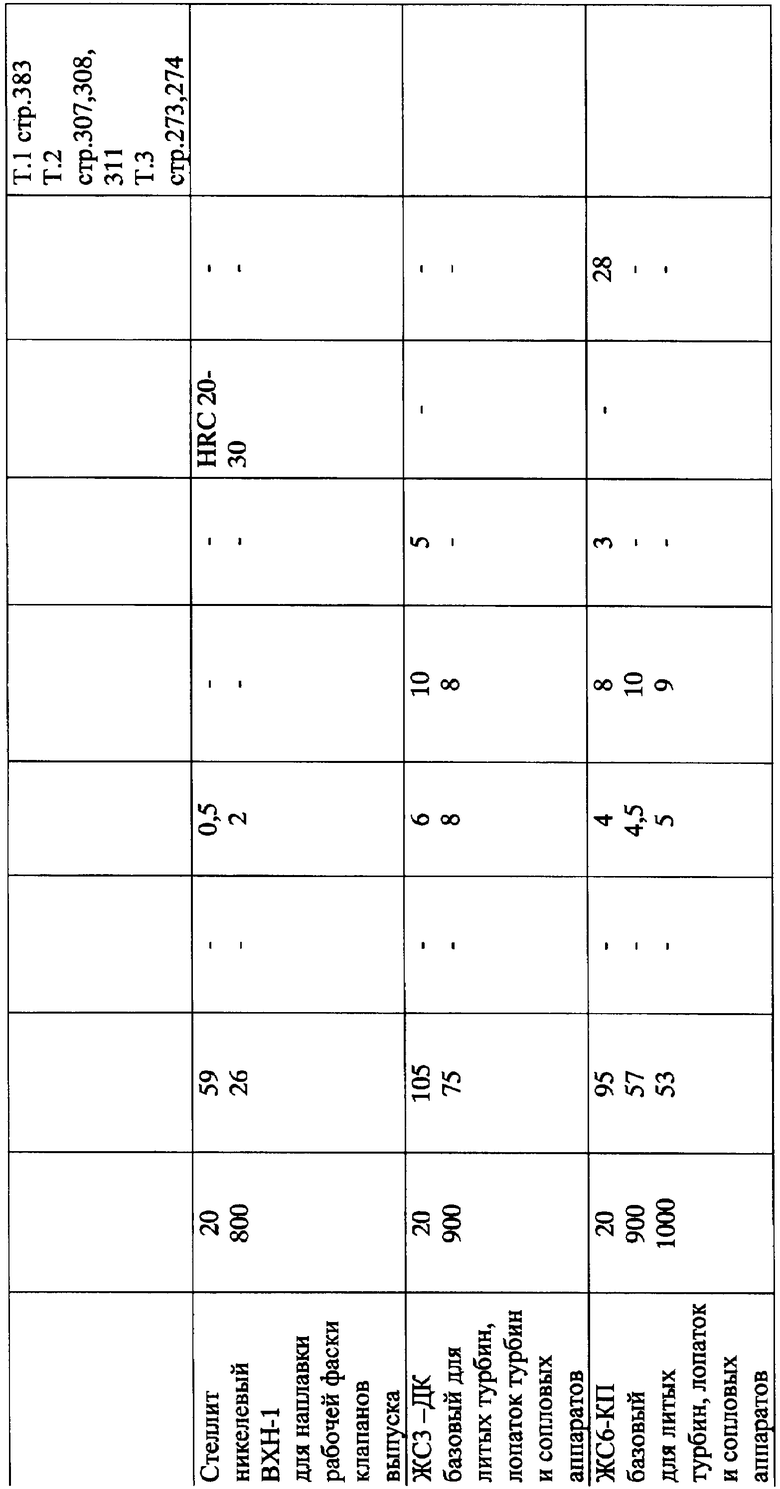
После термообработки и предварительной чистовой проточки фаски и штока к торцу стержня клапана приваривается наконечник из высокохромистой стали, затем торец стержня подрезается, шлифуется и подвергается поверхностной закалке и отпуску на высокую твердость HRC≥50. Затем следуют операции шлифовки, полирования и суперфиниширования штока и головки клапана до окончательных размеров и покрытие нитридом титана. После покрытия нитридом титана шток повторно суперфинишируют, а рабочую фаску каждого клапана притирают к своему седлу в цилиндре при сборке.
Известен литейный жаропрочный сплав на основе никеля, содержащий углерод, хром, титан, алюминий, кобальт, ниобий, вольфрам, молибден, железо, лантан, гафний, бор, церий и иттрий, дополнительно содержит тантал и рений при следующем соотношении 16 легирующих элементов, мас.%:
(пат. №2081930, С22С 19/05 - аналог)
К недостатку этого многокомпонентного сплава относится малая стойкость к истиранию и износу при температурах более 900°С, несмотря на обилие легирующих элементов.
Наиболее близким аналогом является (патент США №3497349, МПК С22С 19/05) жаропрочный сплав для клапана выпускного ДВС (на основе никеля), содержащий никель, углерод, хром, молибден, железо, вольфрам, бор, ниобий, кремний, марганец при следующем соотношении компонентов, мас.%:
К недостатку вышеуказанного сплава относится наличие ниобия, примесей кремния и марганца, что не гарантирует от образования окислов даже в вакууме, не способствует образованию упрочняющей интерметаллидной фазы, не позволяет получить сплав с плотной мелкозернистой структурой.
Технической задачей данного изобретения является повышение стойкости сплава к износу рабочей фаски выпускного клапана ДВС при температурах более 900°С и получение сплава с плотной мелкозернистой структурой.
Для решения поставленной задачи используется жаропрочный сплав интерметаллидного упрочнения, без аллотропических превращений в плотной равноосной структуре, стабилизированной после литья в вакууме термообработкой до 1200°С+20°С, сравнительно простого химического состава, содержащий никель, углерод, хром, молибден железо, вольфрам, бор. Данный сплав содержит дополнительно алюминий, титан, цирконий и церий, что влияет на процесс кристаллизации и на образование упрочняющей интерметаллидной фазы при стабилизирующей термообработке и следующем соотношении всех составляющих в сплаве, мас.%:
Таким образом, выпускной клапан ДВС такой конструкции, изготовленный из данного сплава и таким способом, высокотехнологичен, имеет небольшую трудоемкость, надежен в работе, позволяет получить плотную мелкозернистую структуру, обладает большой стойкостью к износу, имеет длительный срок службы, оптимальную массу. Взаимозаменяемость литых и кованых клапанов при эксплуатации и ремонте двигателей сохраняется.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЖАРОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ ДЛЯ ЛИТЬЯ ДЕТАЛЕЙ ГОРЯЧЕГО ТРАКТА ГАЗОТУРБИННЫХ УСТАНОВОК, ИМЕЮЩИХ РАВНООСНУЮ СТРУКТУРУ | 2015 |
|
RU2581337C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ ДЛЯ ЛИТЬЯ РАБОЧИХ ЛОПАТОК ГАЗОТУРБИННЫХ УСТАНОВОК | 2018 |
|
RU2678352C1 |
| ЛИТЕЙНЫЙ ЖАРОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ | 1994 |
|
RU2081930C1 |
| ЛИТЕЙНЫЙ ЖАРОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ | 1994 |
|
RU2081931C1 |
| ЖАРОПРОЧНЫЙ НИКЕЛЕВЫЙ СПЛАВ ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ МЕТОДОМ МЕТАЛЛУРГИИ ГРАНУЛ | 2015 |
|
RU2590792C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ ДЛЯ ЛИТЬЯ ДЕТАЛЕЙ ГОРЯЧЕГО ТРАКТА ГАЗОТУРБИННЫХ УСТАНОВОК | 2013 |
|
RU2519075C1 |
| ЖАРОПРОЧНЫЙ НИКЕЛЕВЫЙ СПЛАВ ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ МЕТОДОМ МЕТАЛЛУРГИИ ГРАНУЛ | 2010 |
|
RU2428497C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛОПАТОК ГАЗОТУРБИННЫХ УСТАНОВОК И СПОСОБ ЕГО ТЕРМИЧЕСКОЙ ОБРАБОТКИ | 2014 |
|
RU2539643C1 |
| ГРАНУЛИРУЕМЫЙ ВЫСОКОЖАРОПРОЧНЫЙ НИКЕЛЕВЫЙ СПЛАВ И ИЗДЕЛИЕ, ИЗГОТОВЛЕННОЕ ИЗ НЕГО | 2016 |
|
RU2623540C1 |
| Литейный коррозионно-стойкий поликристаллический жаропрочный сплав на основе никеля | 2022 |
|
RU2803779C1 |
Изобретение относится к двигателестроению и может быть использовано в поршневых авиационных и автомобильных ДВС. Клапан выпускной ДВС содержит шток с наконечником, головку зонтичной формы с ребрами жесткости, которых не более восьми, каждое ребро имеет скос к горизонтальной поверхности не более 20°. Клапан изготовлен отливкой в вакууме по выплавляемым моделям в нагретые керамические формы с дальнейшей термообработкой в среде защитного газа при температуре 1200°С+20°С в течение не менее 4,5 часов, после чего осуществляют механическую обработку с последующим нанесением покрытия. Приведен состав сплава, используемого для изготовления клапана. Выпускной клапан такой конструкции, изготовленный данным способом и из предлагаемого сплава, высокотехнологичен, имеет незначительную трудоемкость, надежен в работе, обладает большой стойкостью к износу, имеет длительный срок службы и оптимальную массу. 3 н.п. ф-лы, 3 ил.
1. Клапан выпускной двигателя внутреннего сгорания, содержащий шток с наконечником, головку зонтичной формы с ребрами жесткости в ее донной части, отличающийся тем, что ребер жесткости не более 8, причем каждое ребро имеет скос к горизонтальной поверхности не более 20°.
2. Способ изготовления клапана выпускного двигателя внутреннего сгорания, включающий отливку клапана по выплавляемым моделям в нагретые керамические формы, отличающийся тем, что после отливки осуществляют стабилизирующую термообработку в среде защитного газа при температуре 1200°С+20°С в течение не менее 4,5 ч, механическую обработку и нанесение покрытия.
3. Жаропрочный сплав для клапана выпускного двигателя внутреннего сгорания, содержащий никель, углерод, хром, молибден, железо, вольфрам, бор, отличающийся тем, что он дополнительно содержит алюминий, титан, цирконий и церий при следующем соотношении компонентов, мас.%:
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| DE 3243741 А1, 30.05.1984 | |||
| DE 4012500 A1, 31.10.1990 | |||
| УСТРОЙСТВО ДЛЯ ЛЕЧЕНИЯ ВОСПАЛИТЕЛЬНЫХ ПРОЦЕССОВ ОКОЛОНОСОВЫХ ПАЗУХ | 1995 |
|
RU2110299C1 |
| Узел крепления раскосов к поясу трубчатой безфасоночной фермы | 1974 |
|
SU540019A1 |
| US 3497349 A, 19.09.1966 | |||
| УСТРОЙСТВО СЖАТИЯ | 2000 |
|
RU2246078C2 |
| КЛАПАН ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ЖАРОПРОЧНЫЙ ТИТАНОВЫЙ СПЛАВ ДЛЯ НЕГО | 2003 |
|
RU2244135C2 |

