Изобретение относится к способам, определяющим возможности наиболее энергоемкого ремонта порывов магистральных трубопроводов, что сокращает динамику потерь транспортируемой по трубопроводам жидкости и способствует экологической защите природного шельфа.
К аналогу нового технического решения следует отнести RU 19120 U1, F16L 13/02, 10.08.2001.
К недостаткам аналога следует отнести малую технологичность соединения сборного узла трубной втулки, характерного тем, что при ремонте трубопроводов вся масса годного трубопровода принимает сварной грат, что снижает работоспособность вентильной аппаратуры. Новый способ ремонтных операций не приводит к необходимости осевого перемещения оппозитно расположенных трубопроводов, так как неисправное место трубопровода вырезается и удаляется, а свободное осевое пространство заполнятся схожим по диаметру ремонтным комплектом в виде сборного узла ремонтной трубной втулки, и сваривается в осевом и радиальном направлениях.
Задачей нового технического решения является повышение производительности и технологических возможностей, связанных с ремонтом мест порыва труб.
Поставленная задача достигается тем, что способ ремонта трубопровода включает вырезание и удаление неисправного участка трубопровода, сборку и установку в свободное пространство между оппозитно смещенными торцами трубопровода схожего по диаметру с диаметром трубопровода сборного узла ремонтной трубной втулки с полукольцами, длина которых согласована с радиальными зазорами сварных швов посредством равноудаленных упоров ремонтной трубной втулки, выполнение сварных швов со стороны торцов труб трубопровода и по радиальным сечениям полуколец для образования монолитного соединения трубопровода со сборным узлом ремонтной трубной втулки, при этом сборку и установку сборного узла ремонтной трубной втулки, выполненную с осевым упором, осуществляют путем размещения на поверхности трубной втулки двух симметрично равноудаленных относительно этого упора участков стеклоткани и коаксиально и поверх трубной втулки втулок, с оппозитно расположенными коническими выступами и расположенными за ними кольцевыми упорами, выполненными с возможностью размещения по кольцевому периметру участков стеклоткани, при этом два участка втулок смещают по оси с перекрытием оппозитно смещенных торцов труб трубопровода, на наиболее удаленных от осевого упора конические участки по наружной поверхности втулок устанавливают кольцевые манжеты, служащие для перемещения по оси самотвердеющей мастики внутри участков торцов соединяемого трубопровода, по длине ремонтного участка коаксиально расположенных втулок размещают окружности стеклоткань, используют полукольца диаметром и толщиной равные диаметру и толщине труб трубопровода, которые устанавливают на поверхности стеклоткани относительно осевого упора, взаимодействующего и трапециидальной канавкой относительно оси.
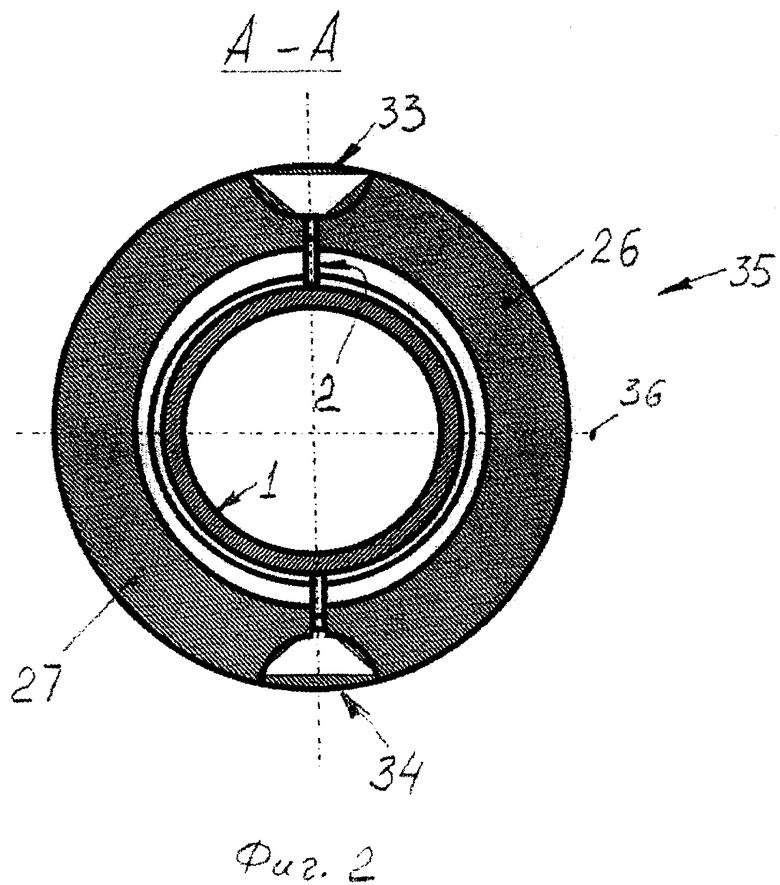
Перечень графических изображений: Фиг.1 - осевое сечение трубного соединения; Фиг.2 - сечение А-А.
Перечень цифровых обозначений: трубная втулка (1); осевой упор (2), стеклоткань (3); втулки (4 и 5), трубопроводы (6 и 7); внешняя поверхность (8); конические выступы (9-12); кольцевые упоры (13-16), участки стеклоткани (17 и 18); наружные поверхности (19 и 20); кольцевые манжеты (21 и 22); самотвердеющая мастика (23); длина L; стеклоткань (24); полукольца (26 и 27); трапециидальная канавка (28); торцы (29 и 30); сварные швы (31-34); ремонтная трубная втулка (35); ось (36); кольцевые упоры (37 и 38).
Описание способа.
Способ ремонта трубопровода, включающий вырезание и удаление неисправного участка трубопровода, сборку и установку в свободное пространство между оппозитно смещенными торцами трубопровода схожего по диаметру с диаметром трубопровода сборного узла ремонтной трубной втулки с полукольцами, длина которых согласована с радиальными зазорами сварных швов посредством равноудаленных упоров ремонтной трубной втулки выполнение сварных швов со стороны торцов труб трубопровода и по радиальным сечениям полуколец для образования монолитного соединения трубопровода со сборным узлом ремонтной трубной втулки, отличающийся тем, что:
- сборку и установку ремонтной трубной втулки (35), выполненной с осевым упором (2), осуществляют путем размещения на поверхности (8) трубной втулки (1) двух симметрично равноудаленных относительно этого упора (2) участков стеклоткани (3) и коаксиально и поверх трубной втулки втулок (4 и 5), с оппозитно расположенными коническими выступами (11 и 12) и расположенными за ними кольцевыми упорами (13-16), выполненными с возможностью размещения по кольцевому периметру участков стеклоткани (3 и 24);
- два участка втулок (4 и 5) смещают по оси (36) с перекрытием оппозитно смещенных торцов (29 и 30) труб трубопровода (6 и 7);
- на наиболее удаленные от осевого упора (2) конические участки (9-12) по наружной поверхности (19 и 20) втулок (4 и 5) устанавливают кольцевые манжеты (21 и 22), служащие для перемещения по оси (36) самотвердеющей мастики (23) внутри участков торцов соединяемого трубопровода (6 и 7);
- по длине L ремонтного участка коаксиально расположенных втулок (37-38)размещают по окружности стеклоткань (3 и 24);
- используют полукольца (26 и 27) диаметром и толщиной, равные диаметру и толщине труб трубопровода (6 и 7), которые устанавливают на поверхности стеклоткани (24) относительно осевого упора (2), взаимодействующего с трапециидальной канавкой (28) относительно оси (36).
Пример выполнения способа.
Способ ремонта трубопровода состоит из следующих операций:
- вырезают и удаляют неисправный участок трубопровода;
- производят сборку и установку в свободное пространство между оппозитно смещенными торцами трубопровода, схожего по диаметру с диаметром трубопровода сборного узла, ремонтной трубной втулки с полукольцами;
- длина полуколец согласована с радиальными зазорами сварных швов посредством равноудаленных упоров ремонтной трубной втулки;
- выполняют сварные швы со стороны торцов труб трубопровода и по радиальным сечениям полуколец для образования монолитного соединения трубопровода со сборным узлом ремонтной трубной втулки;
- в отличие от известного способа ремонта трубопровода выполняют с операциями:
- сборку и установку ремонтной трубной втулки (35), выполненной с осевым упором (2), осуществляют путем размещения на поверхности (8) трубной втулки (1) двух симметрично равноудаленных относительно этого упора (2) участков стеклоткани и коаксиально и поверх трубной втулки втулок (4 и 5), с оппозитно расположенными коническими выступами (9-12) и расположенными за ними кольцевыми упорами (13 -16), выполненными с возможностью размещения по кольцевому периметру участков стеклоткани (3 и 24);
- два участка втулок (4 и 5) смещают по оси (36) с перекрытием оппозитно смещенных торцов (29 и 30) труб трубопровода (6 и 7);
- на наиболее удаленные от осевого упора (2) конические участки (9-12) по наружной поверхности (19 и 20) втулок (4 и 5) устанавливают кольцевые манжеты (21 и 22), служащие для перемещения по оси (36) самотвердеющей мастики (23) внутри участков торцов соединяемого трубопровода(6 и 7);
- по длине L ремонтного участка коаксиально расположенных втулок (37-38) размещают по окружности стеклоткань (3 и 24);
- используют полукольца (26 и 27) диаметром и толщиной, равные диаметру и толщине труб трубопровода (6 и 7), которые устанавливают на поверхности стеклоткани (24) относительно осевого упора (2), взаимодействующего с трапециидальной канавкой (28) относительно оси (36).
Промышленная полезность нового технического решения заключается в комбинированном подходе соединения двух торцов трубопроводов, удаленных между собой из-за повреждения участка трубы ввиду трещинообразования или образования порыва.
Экономическая полезность нового технического решения состоит в значительной экономии времени, идущей на ремонтные работы высокой категории сложности. Новый способ при использовании ремонтного узла продлевает срок службы трубопроводов на десятки лет, причем надежность его соединений гарантирует от попадания сварного грата внутрь трубопровода, в отличие от известных сварных соединений.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ УЗЕЛ РЕМОНТНОЙ ТРУБНОЙ ВТУЛКИ | 2006 |
|
RU2331009C1 |
| Способ ремонта трубопровода, смонтированного из труб с внутренним покрытием | 2015 |
|
RU2628972C2 |
| СПОСОБ РЕМОНТА МЕТАЛЛИЧЕСКИХ ТРУБОПРОВОДОВ (ВАРИАНТЫ) | 1999 |
|
RU2155905C2 |
| СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2001 |
|
RU2194207C2 |
| МЕХАНИЧЕСКОЕ СОЕДИНЕНИЕ ТРУБ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 2020 |
|
RU2746756C1 |
| СВАРНОЕ СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2013 |
|
RU2518992C1 |
| ТЕПЛОИЗОЛИРОВАННАЯ ТРУБА (ВАРИАНТЫ) | 2002 |
|
RU2244093C2 |
| УСТРОЙСТВО ДЛЯ РЕМОНТА ТРУБОПРОВОДА | 2021 |
|
RU2789744C1 |
| СПОСОБ РЕМОНТА ДЕФЕКТНОГО УЧАСТКА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2007 |
|
RU2354522C2 |
| ТРУБОПРОВОДНАЯ МУФТА | 2005 |
|
RU2289058C1 |
Изобретение относится к ремонтному производству, в частности к способам ремонта порывов магистральных трубопроводов. Вырезают и удаляют неисправный участок трубопровода. В свободное пространство между оппозитно смещенными торцами трубопровода устанавливают сборный узел ремонтной трубной втулки, имеющий осевой упор и полукольца, длина которых согласована с радиальными зазорами сварных швов посредством равноудаленных упоров ремонтной трубной втулки. При этом на поверхности трубной втулки размещают два участка стеклоткани, симметрично равноудаленных относительно осевого упора. Коаксиально и поверх трубной втулки размещают втулки с оппозитно расположенными коническими выступами и расположенными за ними кольцевыми упорами, выполненными с возможностью размещения по кольцевому периметру участков стеклоткани. Затем два участка втулок смещают по оси с перекрытием оппозитно смещенных торцов труб трубопровода. На наиболее удаленные от осевого упора конические участки по наружной поверхности втулок устанавливают кольцевые манжеты, служащие для перемещения по оси самотвердеющей мастики внутри участков торцов соединяемого трубопровода. По длине ремонтного участка коаксиально расположенных втулок размещают по окружности стеклоткань. Используют полукольца диметром и толщиной, равными диаметру и толщине труб трубопровода, которые устанавливают на поверхности стеклоткани относительно осевого упора, взаимодействующего с трапецеидальной канавкой относительно оси. Выполняют сварные швы со стороны торцов труб трубопровода и по радиальным сечениям полуколец для образования монолитного соединения трубопровода со сборным узлом ремонтной трубной втулки. Повышается надежность соединения. 2 ил.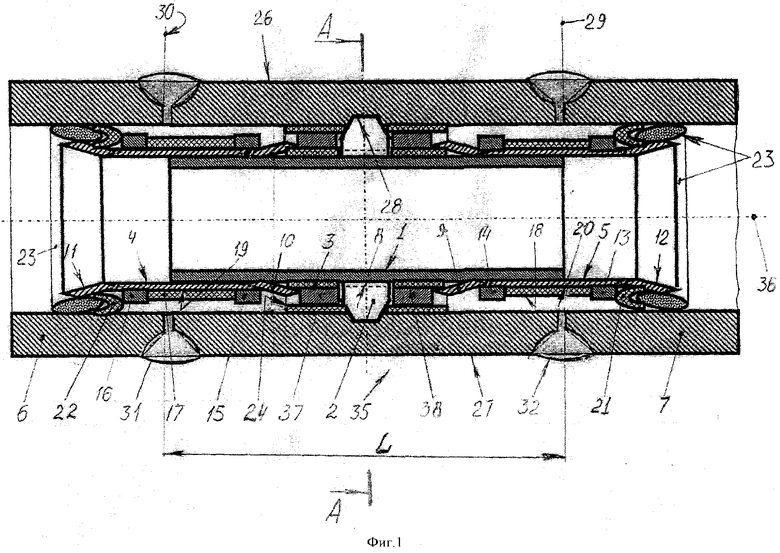
Способ ремонта трубопровода, включающий вырезание и удаление неисправного участка трубопровода, сборку и установку в свободное пространство между оппозитно смещенными торцами трубопровода схожего по диаметру с диаметром трубопровода сборного узла ремонтной трубной втулки с полукольцами, длина которых согласована с радиальными зазорами сварных швов посредством равноудаленных упоров ремонтной трубной втулки, выполнение сварных швов со стороны торцов труб трубопровода и по радиальным сечениям полуколец для образования монолитного соединения трубопровода со сборным узлом ремонтной трубной втулки, отличающийся тем, что сборку и установку сборного узла ремонтной трубной втулки, выполненной с осевым упором, осуществляют путем размещения на поверхности трубной втулки двух симметрично равноудаленных относительно этого упора участков стеклоткани и коаксиально и поверх трубной втулки втулок с оппозитно расположенными коническими выступами и расположенными за ними кольцевыми упорами, выполненными с возможностью размещения по кольцевому периметру участков стеклоткани, при этом два участка втулок смещают по оси с перекрытием оппозитно смещенных торцов труб трубопровода, на наиболее удаленные от осевого упора конические участки по наружной поверхности втулок устанавливают кольцевые манжеты, служащие для перемещения по оси самотвердеющей мастики внутри участков торцов соединяемого трубопровода, по длине ремонтного участка коаксиально расположенных втулок размещают по окружности стеклоткань, используют полукольца диметром и толщиной, равными диаметру и толщине труб трубопровода, которые устанавливают на поверхности стеклоткани относительно осевого упора, взаимодействующего с трапецеидальной канавкой относительно оси.
| ВАГОНЕТКА ДЛЯ ПЕРЕВОЗКИ КИРПИЧА-СЫРЦА | 1930 |
|
SU19120A1 |
| УЗЕЛ СВАРНОГО СОЕДИНЕНИЯ ТРУБОПРОВОДА | 2005 |
|
RU2283739C1 |
| Способ соединения труб | 1928 |
|
SU9635A1 |
| ОБТЕКАЕМАЯ ОПОРА МОСТОВОГО ПЕРЕХОДА, РАСПОЛОЖЕННОГО ПОД УГЛОМ К ВОДОТОКУ | 2001 |
|
RU2206660C1 |

