Настоящее изобретение относится к способу соединения или скрепления двух или нескольких элементов конструкции, имеющих сквозные отверстия, в которые вставляют соединительный элемент, такой как заклепка.
Предлагаемый в изобретении способ, который можно использовать для изготовления самых различных изделий, более подробно рассмотрен ниже на примере не ограничивающего объем изобретения соединения в одну самонесущую конструкцию нескольких элементов, которые, например, затем окончательно соединяют друг с другом пайкой.
В авиационной промышленности часто для изготовления различных конструкций используют отдельные элементы, например листы, которые соединяют друг с другом пайкой или иным способом. Во время пайки соединяемые друг с другом листы должны быть неподвижно зафиксированы относительно друг друга. Обычно для этой цели используют различную оснастку или так называемые кондукторы. Такие кондукторы, используемые, в частности, при изготовлении конструкций, состоящих из большого количества элементов, или конструкций, имеющих сложную форму, должны отвечать определенным требованиям. Отвечающие предъявляемым к ним требованиям кондукторы имеют сложную конструкцию и заметно увеличивают стоимость изготовления конечной продукции и трудоемкость процесса пайки.
Отказаться от применения достаточно сложных и дорогих кондукторов можно за счет предварительной (перед пайкой) сборки листов в одну самонесущую конструкцию. При этом обычно подлежащие пайке листы предварительно либо сваривают, либо склепывают друг с другом. Однако при сварке или склепке листов из хрупких материалов, таких как интерметаллические сплавы, например TiAl, NiAl или FeAl, в листах обычно появляются трещины, которые снижают прочность готового изделия и отрицательно сказываются на других его характеристиках.
Дуговая сварка вольфрамовым электродом в среде инертного газа и электронно-лучевая сварка интерметаллических сплавов обычно сопровождаются сложной предварительной или последующей термической обработкой отдельных элементов или всей конструкции в целом, необходимость в которой связана с возникновением больших перепадов температуры, большим тепловым расширением материала и образованием трещин в сварном шве и расположенном в зоне сварки исходном материале. Очевидно, что такая термическая обработка является достаточно длительной технологической операцией и требует использования сложного и дорогого оборудования.
При обычной горячей клепке в соединяемых элементах конструкции также возникают большие перепады температуры, которые сопровождаются образованием трещин в месте соединения. Кроме того, большая разница коэффициентов теплового расширения заклепок, изготовленных из обычных материалов, таких как IN600 и др., и материала соединяемых ими деталей, изготовленных из интерметаллических сплавов, может привести к появлению в месте соединения усталостных трещин. По мере роста температуры из-за разницы коэффициентов теплового расширения величина усилия, с которым соединенные заклепками элементы конструкции прижимаются друг к другу, меняется. При коэффициенте теплового расширения заклепки, превышающем коэффициент теплового расширения соединяемых деталей, увеличение температуры снижает усилие, с которым склепанные детали прижимаются друг к другу. Кроме того, при разнице в химическом составе материалов заклепки и соединяемых листов при последующей пайке в материале листа в расположенной вокруг отверстия под заклепку зоне образуется нежелательная хрупкая фаза.
В основу настоящего изобретения была положена задача разработать способ соединения двух или нескольких элементов конструкции указанного в начале описания типа, который был бы лишен по меньшей мере одного из присущих известным способам недостатков, т.е. разработать способ соединения между собой элементов конструкции соединительным элементом, предназначенный главным образом для соединения элементов конструкции из хрупких материалов без всяких нежелательных последствий, в частности возникновения трещин или образования нежелательных хрупких фаз.
Указанная задача решается в предлагаемом в изобретении способе соединения посредством соединительного элемента по меньшей мере двух элементов конструкции, имеющих сквозные отверстия, где элементы конструкции и соединительный элемент изготовлены из одного и того же или подобных сплавов, относящихся к группе интерметаллических сплавов, характеризующемся тем, что он включает укладку элементов конструкции одного на другой с совмещением их сквозных отверстий, установку в упомянутые отверстия соединительного элемента, механическое сжатие деформируемого конца соединительного элемента и нагрев в сжатом состоянии до температуры его деформации с передачей минимального количества тепла соединительного элемента соединяемым элементам конструкции.
Таким образом, согласно изобретению, соединительный элемент нагревают по существу только во время его деформации. Тем самым существенно снижается количество тепла, которое передается от соединительного элемента к соединяемым им элементам конструкции. При соединении элементов конструкции предлагаемым в изобретении способом нагревают один соединительный элемент и только до температуры, необходимой для его деформации под действием соответствующей нагрузки. Во время соединения сами соединяемые элементы конструкции имеют сравнительно низкую температуру без больших перепадов температуры, которые обычно отрицательно влияют на свойства материалов соединяемых деталей. Предлагаемый в изобретении способ по существу не требует нагрева соединяемых элементов конструкции и поэтому обеспечивает оптимальное использование энергии, необходимой для выполнения соединения.
Основное преимущество предлагаемого в изобретении способа заключается в том, что он позволяет соединять друг с другом предварительно не нагретые элементы конструкции предварительно не нагретым соединительным элементом. До соединения соединяемые элементы конструкции и соединительный элемент могут иметь температуру, равную или близкую к окружающей, например, обычной комнатной температуре. Предлагаемый в изобретении способ позволяет отказаться от использования дорогого оборудования для термической обработки соединяемых элементов до и/или после их соединения и не оказывает никакого отрицательного влияния на свойства соединяемых элементов.
В предлагаемом в изобретении способе соединительный элемент сначала сжимают, а затем в сжатом состоянии нагревают до определенной температуры. Такой способ соединения позволяет легко контролировать деформацию соединительного элемента путем регулирования тепла, которое выделяется, например, при пропускании через него электрического тока. При нагреве соединительного элемента электрическим током количество подводимого к соединительному элементу тепла сравнительно легко регулируется в зависимости от свойств материала и размеров соединительного элемента путем изменения силы тока и продолжительности его пропускания через нагревательный элемент.
В предпочтительном варианте осуществления предлагаемого в изобретении способа соединительный элемент предварительно сжимают с помощью обжимного приспособления, которое после деформации соединительного элемента остается в механическом контакте с соединительным элементом и отбирает от него тепло по мере его постепенного охлаждения. Избыток тепла, содержащегося в деформированном соединительном элементе, поглощается прижатым к нему обжимным приспособлением, охлаждение которого повышает эффективность отбора тепла от соединительного элемента и препятствует нежелательному переносу тепла от нагреваемого соединительного элемента к соединяемым им элементам конструкции.
Обжимное приспособление, используемое для соединения элементов конструкции предлагаемым в изобретении способом, можно выполнить в виде устройства для одновременного сжатия и нагрева соединительного элемента двумя электродами, которые прижимают с разных сторон к соединительному элементу и через которые пропускают электрический ток, нагревающий деформируемый прижатыми к нему электродами соединительный элемент. После деформации соединительный элемент постепенно охлаждается обесточенными и более холодными электродами.
Другие частные варианты предлагаемого в изобретении способа более подробно рассмотрены ниже и отражены в зависимых пунктах формулы изобретения.
Настоящее изобретение относится также к изготовленной из интерметаллического сплава заклепке, предназначенной для соединения предлагаемым в изобретении способом двух или нескольких элементов конструкции, также изготовленных из интерметаллических сплавов.
Настоящее изобретение может использоваться для соединения компонентов конструкции самолета.
Ниже изобретение рассмотрено на примере нескольких предпочтительных вариантов его осуществления со ссылкой на прилагаемые чертежи, на которых показано:
на фиг.1 - схематичный поперечный разрез двух элементов конструкции, соединенных друг с другом соединительным элементом, сжатым двумя прижатыми к нему с разных сторон электродами,
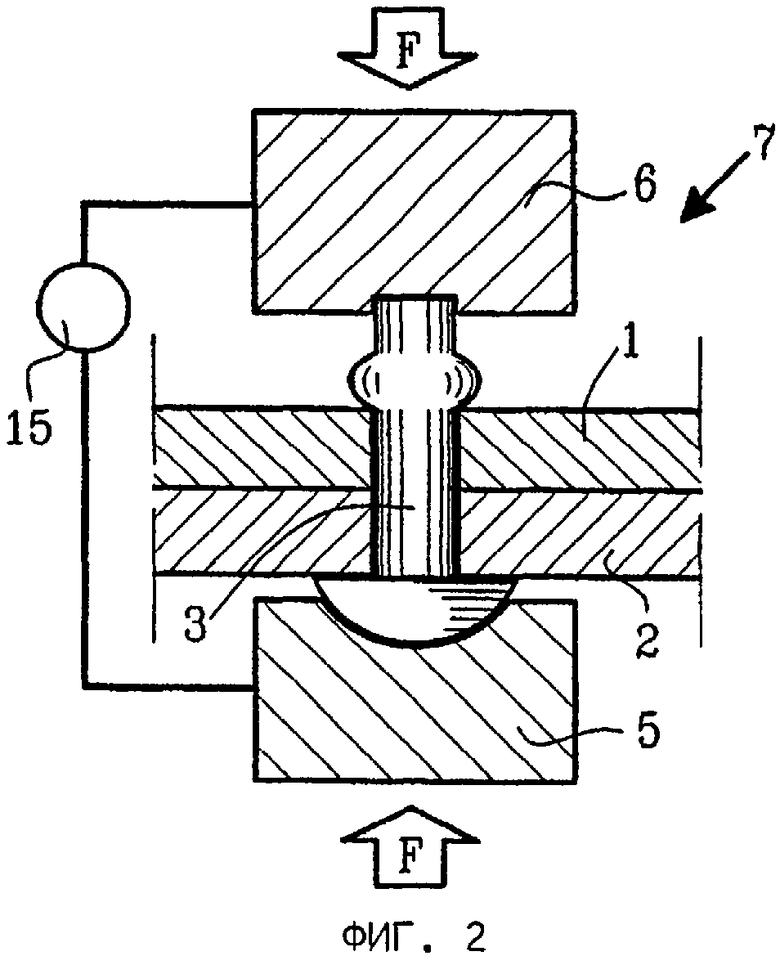
на фиг.2 - поперечный разрез, аналогичный показанному на фиг.1 разрезу, в момент подачи напряжения на электроды и нагрева и деформации соединительного элемента под действием протекающего через него тока,
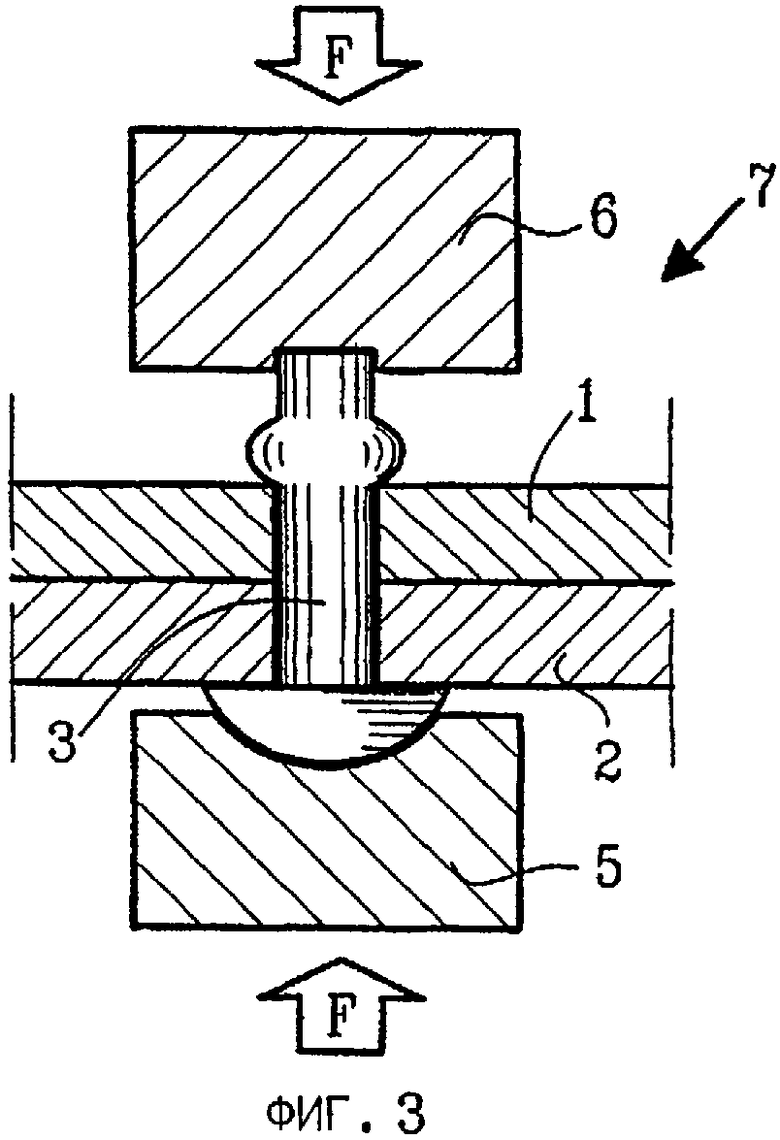
на фиг.3 - поперечный разрез, аналогичный показанному на фиг.1 разрезу, в момент отключения электродов от источника тока после деформации соединительного элемента, остающегося в механическом контакте с прижатыми к нему с двух сторон электродами, и
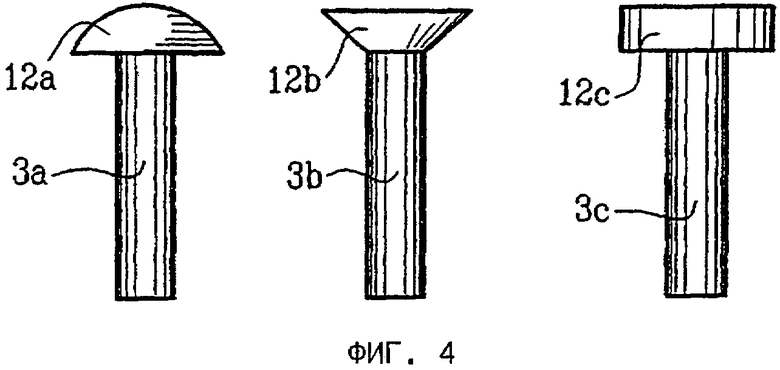
на фиг.4 - три различных варианта выполнения изображенного в виде сбоку соединительного элемента, используемого для соединения элементов конструкции предлагаемым в изобретении способом.
Предлагаемый в изобретении способ более подробно рассмотрен ниже со ссылкой на фиг.1-4.
Соединяемые элементы 1, 2 конструкции, в которых выполнены сквозные отверстия, укладывают друг на друга и в совмещенные отверстия вставляют соединительный элемент 3. Соединительный элемент 3 имеет длину, превышающую суммарную толщину уложенных друг на друга элементов 1, 2, и при сжатии его выступающий из отверстий наружу верхний конец 4 деформируется и одновременно с увеличением поперечного сечения прижимается к верхнему элементу 1. Соединение элементов 1, 2 предлагаемым в изобретении способом осуществляется за счет деформации соединительного элемента 3 при его механическом сжатии и нагревании до определенной температуры.
При соединении элементов конструкции предлагаемым в изобретении способом для уменьшения количества тепла, которое передается от нагреваемого соединительного элемента соединяемым им элементам 1, 2 конструкции, соединительный элемент 3 нагревают по существу только во время его деформации. Выражение "нагревают по существу только во время деформации" означает, что при соединении элементов конструкции предлагаемым в изобретении способом соединительный элемент до или после деформации не нагревают. Иными словами, до установки в отверстия и до деформации ни соединительный элемент 3, ни соединяемые им элементы конструкции 1, 2 предварительно (в общепринятом смысле) не нагревают. Очевидно, однако, что деформация соединительного элемента происходит не мгновенно, а с некоторым запаздыванием после подвода к соединительному элементу тепла, и поэтому до начала деформации к соединительному элементу подводят некоторое количество тепла, о чем более подробно сказано ниже. Аналогично из-за наличия в системе определенного гистерезиса некоторое количество тепла обычно присутствует в соединительном элементе и после его деформации. В любом случае, однако, количество тепла, которое подводится к соединительному элементу 3 и передается от него соединяемым им элементам 1, 2 конструкции после его деформации, должно быть предельно минимальным.
На фиг.1 показано, каким образом осуществляется сжатие заклепки 3 при соединении двух листов 1, 2 предлагаемым в изобретении способом. Сжатие соединительного элемента, в данном случае заклепки 3, с усилием F, достаточным для его деформации в горячем состоянии, осуществляется путем прямолинейного перемещения двух электродов 5, 6 навстречу друг другу в направлении расположенной между ними заклепки 3 в предназначенном для обжатия и нагрева заклепки приспособлении 7. В приспособлении для обжатия и нагрева заклепки один электрод 5 с гнездом 8 под головку заклепки можно закрепить неподвижно, меняя расстояние между электродами путем линейного возвратно-поступательного перемещения второго электрода 6 относительно другого конца 9 заклепки и первого электрода 5. В принципе в приспособлении для обжатия и нагрева заклепки оба электрода 5, 6 можно выполнить подвижными.
На фиг.2 показан источник 15 напряжения, которое на следующей стадии подают на электроды 5, 6 и расположенную между ними заклепку 3. При подаче напряжения на электроды и пропускании через заклепку электрического тока сжатая электродами заклепка 3 вследствие повышения температуры нагревается и деформируется, после чего подводимое к электродам напряжение сразу же отключается, и заклепка 3 перестает нагреваться. Повышение температуры заклепки 3 происходит с определенной задержкой с момента подачи напряжения на электроды, и поэтому в некоторых случаях во избежание чрезмерного нагрева заклепки 3 источник напряжения отключают от электродов до окончательной деформации заклепки. При соединении элементов конструкции заклепками предлагаемым в изобретении способом силу тока и длительность его пропускания через заклепку можно регулировать в зависимости от конкретных условий, в частности от размеров и материала заклепки, которые в свою очередь зависят от материала и размеров листов 1, 2. Продолжительность пропускания тока через заклепку обычно колеблется от долей секунды до приблизительно одной секунды. В качестве источника 15 напряжения можно использовать источники переменного или же постоянного тока, мощность которых обеспечивает возможность пропускания через заклепку необходимого тока.
На фиг.3 показана деформированная заклепка 3, которая после снижения или снятия нагрузки F остается в механическом контакте с электродами 5, 6, которые охлаждают заклепку и отбирают от нее избыток тепла, которое не передается соединенным заклепкой листам 1, 2. Однако во избежание образования трещин предпочтительно, чтобы во время охлаждения заклепка находилась в сжатом состоянии. Обычно охлаждение заклепки происходит в течение одной или нескольких секунд. Для повышения эффективности отбора тепла от деформированной заклепки 3 обжимное приспособление 7 можно принудительно охлаждать, используя для этого обычные средства. Во избежание окисления соединительного элемента 3 и/или соединяемых им элементов 1, 2 конструкции весь процесс соединения или по меньшей мере нагрев заклепки обычно выполняют в атмосфере инертного газа, в которой фактически в большей или меньшей степени должны находиться и сами соединяемые элементы 1, 2.
После деформации и охлаждения заклепки 3 электроды 5, 6 отводят от соединяемых элементов 1, 2 и перемещают относительно них в другое место, в котором при необходимости их соединяют друг с другом другой заклепкой.
При особенно неблагоприятной геометрии и/или размерах элементов конструкции, соединяемых предлагаемым в изобретении способом, уменьшить опасность образования трещин или появления других нежелательных эффектов, снижающих прочность материала, можно за счет использования защитного элемента 10, выполненного, например, в виде надетой на заклепку шайбы. Как показано на фиг.1, такую защитную шайбу 10 надевают на деформируемый конец 9 заклепки 3 и прижимают к одному из соединяемых элементов 1. Расположенная между головкой заклепки и одним из листов шайба препятствует непосредственному контакту горячего материала деформируемой заклепки 3 с листом 1 и при нагреве заклепки поглощает тепло и уменьшает температуру листа 1, в связи с чем разница между температурой заклепки 3 и температурой листа 1 оказывается меньше, чем разность между температурой заклепки 3 и температурой защитной шайбы 10.
Предлагаемый в изобретении и показанный на фиг.1, 2 и 3 соединительный элемент 3 конструктивно может иметь различное исполнение. Для соединения элементов конструкции предлагаемым в изобретении способом можно использовать не только описанные выше соединительные элементы 3, выполненные в виде относительно длинного цилиндрического стержня 11 с головкой 12 на конце 8. Соединительный элемент, в частности, можно выполнить в виде простого цилиндрического стержня без всякой головки 12, применение которого, однако, требует использования более сложных заклепочных приспособлений. Для соединения листов предлагаемым в изобретении способом можно использовать заклепки 3 и с утопленными, и с выступающими головками. На фиг.4 показаны три различные заклепки 3а, 3b, 3с с головками 12а, 12b, 12с разной формы, одна из которых (заклепка 3b) имеет утопленную головку.
Очевидно, что соединение элементов конструкции предлагаемым в изобретении способом требует использования и другого обычного оборудования. Такое оборудование, в частности, может оказаться необходимым для сжатия листов в процессе их клепки.
Соединяемые друг с другом предлагаемым в изобретении способом элементы 1, 2 конструкции должны иметь сквозные отверстия, выполненные любым известным способом, например сверлением, электроэрозионной или гидроэрозионной обработкой. Форма и размеры отверстий должны совпадать с формой деформируемых после установки в отверстия заклепок. Для соединения элементов конструкции предлагаемым в изобретении способом предпочтительно использовать цилиндрические отверстия и заклепки равного диаметра, что, однако, не исключает возможности использования заклепок с другой формой поперечного сечения. Отверстия под заклепки в соединяемых друг с другом листах можно сверлить одновременно либо отдельно в каждом листе. Для более прочного соединения листов на следующем этапе их обработки можно использовать, например, фольгу из припоя, уложив ее между листами до или после сверления в них отверстий под заклепки. Такая фольга из припоя при последующем нагреве склепанных друг с другом листов плавится и прочно соединяет листы между собой. Очевидно, что готовое изделие, элементы которого соединены друг с другом пайкой, обладает существенно большей прочностью, чем промежуточное изделие из элементов, соединенных друг с другом только заклепками.
Необходимо также отметить, что предпочтительно одновременно клепать несколько заклепок, используя для этого соответствующее оборудование, например, одновременно несколько клепальных приспособлений или одно приспособление с несколькими парами электродов, предназначенных для обжатия и нагрева заклепок.
Предлагаемый в изобретении способ в первую очередь предназначен для соединения или скрепления элементов конструкции, изготовленных их хрупких материалов, таких как интерметаллические сплавы, заклепками, также изготовленными из интерметаллических сплавов. В качестве примера таких интерметаллических сплавов можно назвать TiAl, NiAl и FeAl. Высокую эффективность предлагаемого в изобретении способа при изготовлении различных изделий, используемых в авиационной промышленности, убедительно подтверждается большим количеством проведенных экспериментов. Так, в частности, предлагаемый в изобретении способ был успешно использован для соединения листов из TiAl толщиной 1 мм. Листы соединяли заклепками из TiAl и припаивали друг к другу фольгой из припоя марки Ticuni 70 толщиной 50 мкм.
В заключение следует отметить, что предлагаемый в изобретении способ ограничен не рассмотренными выше вариантами его осуществления, которые лишь иллюстрируют его основные особенности, а только формулой изобретения. При этом, однако, следует также отметить, что формула изобретения ни в коей мере не исключает возможности внесения в нее различных очевидных для специалистов изменений и усовершенствований, не искажающих при этом существа и изложенной в ней основной идеи изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Контактная сварка несвариваемых металлов с помощью нанесенных термическим напылением промежуточных слоев | 2018 |
|
RU2776711C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНТЕРМЕТАЛЛИЧЕСКИХ ОТЛИВОК (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2107582C1 |
| ЖАРОСТОЙКИЙ КОМПОНЕНТ | 2008 |
|
RU2436866C2 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ И ЗАГОТОВКА ИЗ АЛЮМИНИДА ТИТАНА, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ | 2001 |
|
RU2222635C2 |
| Способ термоимпульсной клепки | 1980 |
|
SU948519A1 |
| КОМПОЗИТ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 1994 |
|
RU2146187C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ ИЗДЕЛИЯ | 1993 |
|
RU2114717C1 |
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ | 2011 |
|
RU2470197C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДВЕРГАЕМЫХ ХОЛОДНОЙ ОБРАБОТКЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКОГО СПЛАВА (ВАРИАНТЫ) | 2000 |
|
RU2245760C2 |
| Способ обработки интерметаллических сплавов на основе гамма-алюминида титана | 2015 |
|
RU2625515C2 |
Изобретения относятся к деталям машин и могут быть использованы при соединении по меньшей мере двух элементов конструкции, имеющих сквозные отверстия, посредством соединительного элемента. Элементы конструкции и соединительный элемент изготовлены из одного и того же или подобных сплавов из группы интерметаллических сплавов. Элементы конструкции укладывают один на другой с совмещением их сквозных отверстий. В отверстия устанавливают соединительный элемент. Деформируемый конец соединительного элемента сжимают и в сжатом состоянии нагревают до температуры его деформации. При этом обеспечивают передачу минимального количества тепла от соединительного элемента соединяемым элементам конструкции. В качестве соединительного элемента может быть использована заклепка. В результате обеспечивается повышение качества соединения за счет исключения возникновения в соединяемых элементах трещин или нежелательных хрупких фаз. 2 н. и 11 з.п. ф-лы, 4 ил.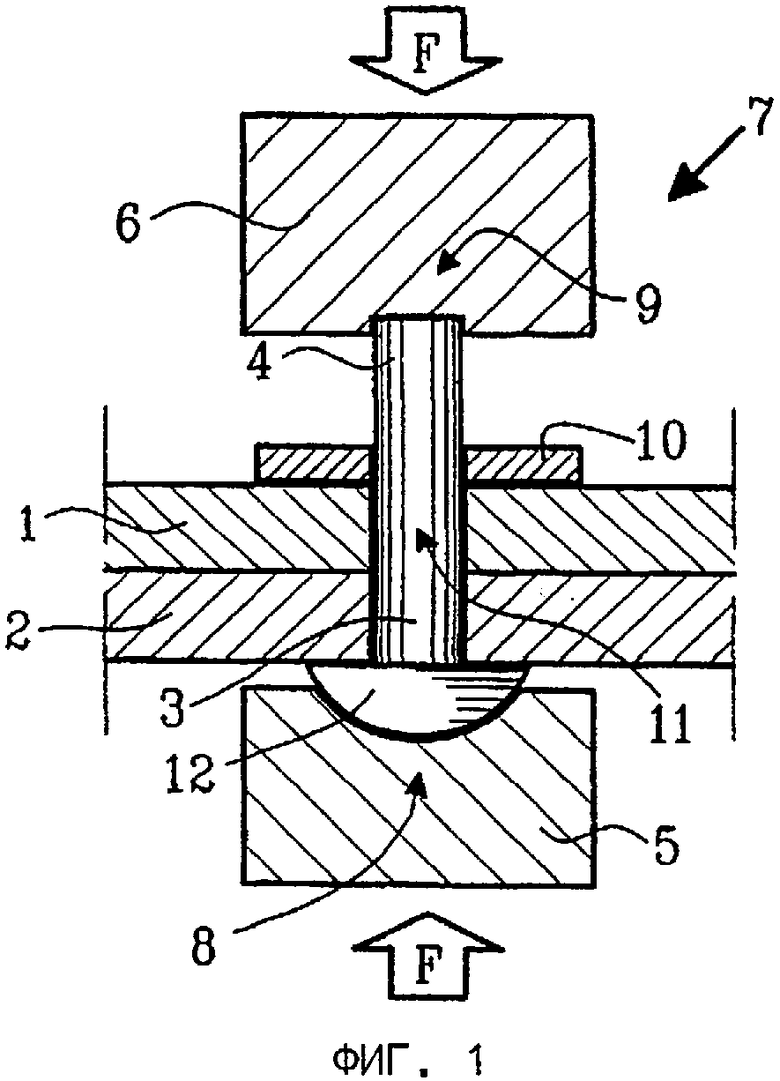
| SU 14884428 A1, 07.06.1989 | |||
| Устройство для электроклепки | 1976 |
|
SU603478A1 |
| Клепальная машина с электрическим нагревом заклепок в клепальном шве | 1929 |
|
SU26388A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ КЛЕПКИ | 1997 |
|
RU2116156C1 |
| US 2909651 A, 20.10.1959 | |||
| DE 3932294 С1, 22.11.1990. | |||

