Изобретение относится к технологии создания многослойных конструкций панельного типа и касается в частности внутренней торцевой пайки. Вид и технологические возможности оборудования, необходимого для пайки, предопределяются выбранным способом пайки. Так, при торцевой пайке конструкций панельного типа [1] важной для качественного соединения поверхностей является величина зазора между этими поверхностями. При большой протяженности соединяемых поверхностей ликвидацию зазора обеспечивают вакуумированием внутреннего пространства панели, то есть за счет использования силы, возникающей при перепаде давления между окружающей атмосферой и вакуумом внутреннего пространства. Поэтому пайку ведут в специальных вакуумных печах или контейнерах [1, таблица 10.1, стр.170]. При этом известно, что механические вакуумные насосы, выкачивающие воздух из внутренних полостей, являются очень дорогим оборудованием, имеющим низкую производительность и ограниченный ресурс работы. В ряде случаев для вакуумирования используют способность углекислого газа активно вступать в химическую реакцию со щелочью с образованием твердого солевого осадка, например, в устройстве [2] (узел крепления). В этом устройстве средства безмашинного вакуумирования выполнены в виде раздельных емкостей углекислого газа и раствора щелочи, которые между собой посредством краново-трубной арматуры связаны в единый блок с полостью корпуса. Тракт между полостью корпуса и емкостью углекислого газа снабжен редукционным клапаном, а емкость раствора щелочи снабжена заправочным клапаном и заполнена волокнистым материалом, преимущественно асбестом, пропитанным раствором щелочи.
Техническое решение [2] основано на варианте безмашинного вакуумирования, с помощью которого решена только одна конкретная техническая задача, а именно: крепление переносного устройства.
По уровню техники наиболее близким аналогом (прототипом) является устройство для внутренней пайки, раскрытое в книге [3]. Основной недостаток этого устройства в том, что оно ориентировано на реализацию машинного способа вакуумирования. Его применение сопряжено с существенными затратами средств.
Цель заявленного изобретения - снизить материалоемкость технологического оснащения посредством расширения технических возможностей безмашинного вакуумирования применительно к нуждам внутренней торцевой пайки создаваемых панельных конструкций.
Указанная цель достигнута тем, что устройство для внутренней торцевой пайки выполнено в виде верхнего и нижнего опорных дисков, каждый из них имеет кольцевой паз с уплотнениями для торцевых установочных мест подготовленной к пайке панельной конструкции. Нижний диск имеет каналы, способные как обеспечивать подачу углекислого газа во внутреннее пространство паяемой конструкции, так и сообщать это пространства с окружающей атмосферой, а верхний диск имеет каналы как для сообщения внутреннего пространства с вакуумметром, так и для сообщения с имеющейся емкостью со щелочью. Соответственно, щелочной канал оснащен управляемым клапаном, например электрическим. Нижний и верхний опорные диски скреплены между собой шпильками, способными надежно прижимать торцевые уплотнения, расположенные на входе и выходе внутреннего пространства паяемой панельной конструкции. В свою очередь, каждая из шпилек оснащена механизмом в виде рычажного коромысла, способного с помощью передаточных стержней использовать тепловое удлинение шпилек для дополнительного поджатия верхнего диска.
При этом коромысло рычажного механизма имеет настроечный микрометрический винт для корректирования положения оси коромысла.
Схема устройства показана на чертеже, где приняты следующие обозначения. Основание 1, на котором расположен нижний опорный диск 2, имеющий кольцевой паз 3 и трубопровод с вентилем 4, способным обеспечивать подачу углекислого газа Г, и вентиль В2 для сообщения с окружающей атмосферой. Вдоль кольцевого паза 3 смонтировано уплотнение 5, на которое опирается нижний торец подготовленной к пайке панельной конструкции 6. Конструкция 6 имеет внутреннюю стенку 7 (см. сечение по А-А) с продольными ребрами 8, несущими на своей периферии слой припоя 9. С припоем 9 контактирует наружная оболочка 10 панельной конструкции 6.
На верхнем торце конструкции 6 смонтирован опорный диск 11, имеющий уплотнение 12 и кольцевой паз 13, сообщающийся трубопроводом с управляемым клапаном 14, способным внутреннее пространство подготовленного к пайке узла 6 раздельно сообщать как с окружающей атмосферой по стрелке В1, так и со щелочью емкости 20. Внутреннее пространство представляет собой полость, находящуюся между ребрами 8 и наружной оболочкой 10. Кроме того, внутреннее пространство узла сообщено с вакуумметром 21. Диски 2 и 11 скреплены между собой шпильками 15, способными надежно прижимать уплотнения 5 и 12, отсекая от окружающей атмосферы внутреннее пространство. Число шпилек 15 предопределяется геометрическими размерами паяемого узла. Каждая шпилька 15 оснащена рычажным механизмом, имеющим коромысло 16, плечи которого опираются на передаточные стержни 17 и 18, причем нижний торец стержня 17 опирается непосредственно на поверхность диска 11, а нижний торец стержня 18 опирается на торец шпильки 15. При этом ось поворота коромысла 16 способна перемещаться вверх-вниз под действием регулировочного винта 19, а установочная площадка коромысла 16 жестко связана с основанием 1 (на чертеже не показано).
Порядок работы устройства.
а. Подготовка устройства к работе. На этом этапе ведут сборку устройства в последовательности:
- вводят шпильки 15 в посадочные для них отверстия, имеющиеся в диске 2, и помещают на основании 1 в положение, показанное на чертеже;
- устанавливают на диск 2 подготовленную к пайке панельную конструкцию 6;
- укладывают на панельную конструкцию 6 верхний диск 11 в рабочее положение, показанное на чертеже, и посредством стяжных шпилек 15 скрепляют диск 11 с диском 2;
- монтируют над каждой шпилькой 15 рычажный механизм, состоящий из коромысла 16 и передаточных стержней 17 и 18;
- помещают собранное устройство в зону нагрева Б, контур которой показан на чертеже;
- подсоединяют к диску 11 вакуумметр 21 и элементы трубно-клапанной арматуры в составе которой клапан 14, сообщающий внутреннюю полость паяемого узла с емкостью 20, и подсоединяемый к диску 2 вентиль 4 (для подачи углекислого газа по стрелке Г) и вентиль В2 сообщения с окружающей атмосферой. В результате устройство получает вид, представленный на чертеже.
б. Последовательность работы устройства. В исходном положении, показанном на чертеже, клапан 14 держит закрытым тракт, ведущий в щелочную емкость, а внутреннее пространство узла 6 через штуцер В1 сообщается с окружающей атмосферой. Вентиль В2 закрыт. При этом положении клапана 14 и вентиля В2 открывают вентиль 4, и углекислый газ снизу заполняет внутреннюю полость узла 6, вытесняя оттуда воздух, и вентиль 4 закрывают. Затем клапану 14 подают команду запереть выход В1 в атмосферу и одновременно открыть доступ углекислому газу в щелочную емкость 20. В результате автоматически начинается химическая реакция перехода углекислого газа в твердый нерастворимый солевой осадок, накапливающийся в щелочной емкости 20. Этим предопределяется появление вакуума во внутреннем пространстве узла 6. После достижения намеченной глубины вакуума включают нагрев до температуры плавления припоя 9.
Для ликвидации вакуума после остывания открывают вентиль В2 и частично демонтируют устройство в мере, достаточной для выемки паяного узла 6, и повторяют очередной рабочий цикл.
Положительный эффект созданного технического решения в повышении производительности и снижении материальных затрат на производство.
Источники информации
1. Ершов В.И. Технология сборки самолетов. Учебник для студентов авиационной специальности вузов / В.И.Ершов, В.В.Павлов, В.М.Каширин, B.C.Хухорев. - М.: Машиностроение. 1986. С.163-171.
2. А.с. 1401174 СССР. МПК F16B 47/00. Узел крепления. Заявлено 22.10.1985. 3966338/31-27. Опубл. 07.06.1988. Бюл. №21.
3. Горев И.И. Основы производства жидкостных ракетных двигателей. - М.: Машиностроение, 1969, с.108-109.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОГО УДАЛЕНИЯ ЗАУСЕНЦЕВ С ИЗДЕЛИЙ | 1998 |
|
RU2149088C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОИМПУЛЬСНОГО УДАЛЕНИЯ ЗАУСЕНЦЕВ С ИЗДЕЛИЙ | 2007 |
|
RU2341359C1 |
| Узел крепления | 1985 |
|
SU1401174A1 |
| УСТРОЙСТВО ДЛЯ ПАЙКИ В КОНТРОЛИРУЕМОЙ АТМОСФЕРЕ | 2011 |
|
RU2468900C1 |
| Выхлопная система импульсной машины | 1976 |
|
SU841763A1 |
| Способ пайки погружением изделий с замкнутым объемом | 1985 |
|
SU1326402A1 |
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 1996 |
|
RU2096143C1 |
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ МЕЖКОЛОННОГО ПРОСТРАНСТВА УСТЬЯ СКВАЖИНЫ МЕЖДУ КОНДУКТОРОМ И ТЕХНИЧЕСКОЙ КОЛОННОЙ | 2022 |
|
RU2775209C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАЯНЫХ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 1996 |
|
RU2109606C1 |
| Направляющий механизм для цилиндра и цилиндр с направляющим механизмом | 2015 |
|
RU2679292C2 |
Изобретение может быть использовано при изготовлении многослойных конструкций панельного типа, в частности осесимметричной пространственной панели. Верхний и нижний опорные диски системы герметизации устройства расположены зеркально друг относительно друга с возможностью уплотнения торцов паяемой конструкции и соединены между собой посредством стяжных шпилек. Один из двух передаточных стержней рычажного механизма системы герметизации установлен с опорой на верхний диск, а другой - на торец стяжной шпильки. На передаточных стержнях размещено коромысло, оснащенное микрометрическим регулировочным винтом. Каждый опорный диск выполнен с кольцевым пазом для сообщения внутренней полости паяемой конструкции с окружающей атмосферой и системой вакуумирования. Система вакуумирования содержит емкость со щелочью, связанную с внутренней полостью паяемой конструкции, и вентиль подачи в упомянутую полость углекислого газа. Устройство обеспечивает повышение производительности и снижение материальных затрат на производство. 1 ил.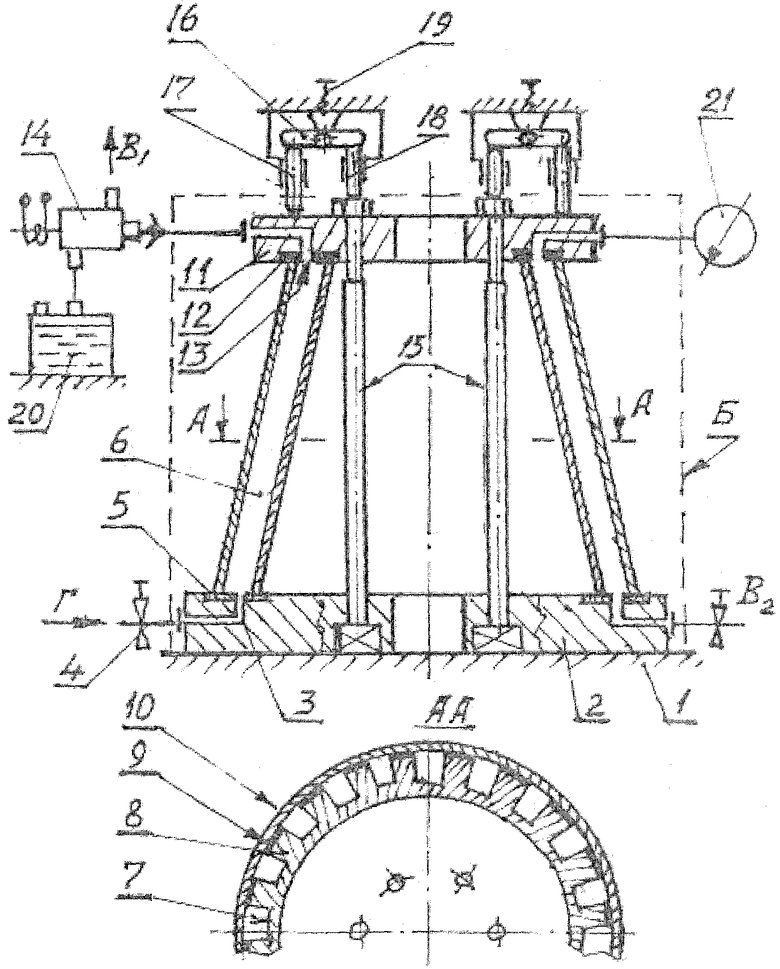
Устройство для внутренней торцевой пайки многослойных конструкций панельного типа, содержащее систему герметизации внутренней полости паяемой конструкции и систему ее вакуумирования, отличающееся тем, что система герметизации включает верхний и нижний опорные диски, расположенные зеркально относительно друг друга с возможностью уплотнения торцов паяемой конструкции и соединенные между собой посредством стяжных шпилек, а также рычажный механизм, состоящий из двух передаточных стержней, один из которых установлен с опорой на верхний диск, а другой - на торец стяжной шпильки, и размещенного на передаточных стержнях коромысла, оснащенного микрометрическим регулировочным винтом, при этом каждый опорный диск выполнен с кольцевым пазом, обеспечивающим сообщение внутренней полости паяемой конструкции с окружающей атмосферой и системой вакуумирования, а система вакуумирования содержит емкость со щелочью, связанную с внутренней полостью паяемой конструкции, и вентиль подачи в упомянутую полость углекислого газа.
| ГОРЕВ И.И | |||
| Основы производства жидкостных ракетных двигателей | |||
| - М.: Машиностроение, 1969, с.108-109 | |||
| Способ пайки сотовых панелей | 1987 |
|
SU1445877A1 |
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 1996 |
|
RU2106942C1 |
| СПОСОБ ПАЙКИ СВАРНЫХ КОНСТРУКЦИЙ | 1995 |
|
RU2104835C1 |
| Узел крепления | 1985 |
|
SU1401174A1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ БЕЛКОВОЙ ПЛАСТИЧЕСКОЙ МАССЫ | 1933 |
|
SU37336A1 |

