Изобретение относится к способам обработки материалов, в частности к способу лазерного термораскалывания хрупких неметаллических материалов, преимущественно стекла, обеспечивающему возможность формирования наклонных кромок с заданной геометрией под действием термоупругих напряжений.
Изобретение может быть использовано в электронной, стекольной и авиационной отраслях промышленности, в области архитектуры и стройматериалов, а также в других областях техники и производства, где существует необходимость прецизионной обработки изделий из хрупких неметаллических материалов.
Известно большое количество способов резки неметаллических материалов: механическая резка с помощью абразивного инструмента, механическое скрайбирование с помощью алмазного или твердосплавного инструмента, а также различные варианты лазерной резки. При этом для достижения высокой точности, хорошего качества и необходимой формы получаемых кромок используют последующую механическую доводку кромок, включая фацетирование. Данное обстоятельство обуславливает высокую трудоемкость и, как следствие, высокую себестоимость получаемых изделий.
Известен способ резки стекла и других хрупких неметаллических материалов под действием термоупругих напряжений, возникающих в результате лазерного нагрева поверхностных слоев вдоль линии реза и образования в материале сквозной разделяющей трещины [1].
Сущность указанного способа заключается в следующем. При нагреве поверхности листового стекла лазерным излучением с длиной волны 10,6 мкм основная часть энергии поглощается и выделяется в виде тепла в тонком поверхностном слое материала, что приводит к локальному поверхностному нагреву обрабатываемого изделия. При этом на процесс образования и дальнейшего развития разделяющей трещины определяющее влияние оказывает пространственная конфигурация полей напряжений, сформированных в результате расширения областей материала, подвергшихся лазерному нагреву. При реализации этого способа термораскалывания хрупких неметаллических материалов разделение материала происходит по всей толщине и характеризуется низкой скоростью, увеличение которой возможно за счет повышения мощности лазерного излучения. Однако чрезмерное увеличение мощности лазерного излучения приводит к перегреву стекла и образованию поперечных трещин вдоль линии обработки.
Кроме этого, известный способ не может обеспечить возможность получения разделяющих трещин заданной формы.
Принимая во внимание низкую скорость известного способа термораскалывания стекла и низкую точность резки, описанный способ является практически неприменимым.
Известен способ разделения неметаллических материалов, преимущественно стекла, под действием термоупругих напряжений в результате формирования лазерно-индуцированной наклонной трещины путем нанесения предварительного надреза на поверхности материала, поверхностного нагрева материала эллиптическим лазерным пучком до температуры, не превышающей температуры релаксации термоупругих напряжений и локального охлаждения зоны нагрева, осуществляемого со смещением центра зоны охлаждения относительно линии реза, при перемещении по обрабатываемой поверхности зон нагрева и охлаждения [2].
Сущность указанного способа заключается в следующем.
В месте воздействия лазерного пучка формируется зона значительных по величине сжимающих напряжений. Совместное воздействие лазерного излучения и хладагента приводит к возникновению в поверхностных слоях материала зоны растягивающих напряжений, расположение которой определяется локализацией зоны интенсивного охлаждения поверхности за счет подачи хладагента.
При этом вследствие поверхностного нагрева обрабатываемого материала лазерным эллиптическим пучком, ориентированным большой осью под углом к контуру обработки, а также вследствие последующего локального охлаждения зоны нагрева, осуществляемого со смещением центра зоны охлаждения относительно контура обработки, в образце формируется асимметричное распределение термоупругих полей относительно контура обработки. Указанная выше асимметричность распределения термоупругих полей обусловлена как соответствующей асимметричностью поглощения лазерного излучения относительно контура обработки, так и асимметричностью охлаждения, обусловленной смещением центра зоны охлаждения относительно контура обработки. При этом, изменяя угол между большой осью эллиптического пучка и контуром обработки, а также изменяя величину смещения центра зоны охлаждения относительно контура обработки в соответствии с известным способом, существует возможность формирования как рельефных, так и наклонных разделяющих трещин.
Основным недостатком известного способа является отсутствие возможности эффективного управления пространственной конфигурацией термоупругих полей в объеме материала в случае обработки стеклоизделий большой толщины. Данное обстоятельство обусловлено тем, что для формирования асимметричного распределения термоупругих полей в известном способе используется воздействие лазерного излучения с длиной волны 10,6 мкм, которое поглощается в тонком поверхностном слое силикатного стекла и воздействие хладагента в виде мелкодисперсной воздушно-водяной, которое также носит поверхностный характер.
Еще одним недостатком известного способа является низкая стабильность процесса формирования лазерно-индуцированной трещины. Дело в том, что использование в известном способе только лазерного излучения, обеспечивающего поверхностный нагрев материала, является причиной существования узкого диапазона технологических параметров процесса лазерного термораскалывания (в первую очередь мощности излучения и скорости обработки), который обеспечивает необходимые результаты. При этом малейшие отклонения приводят к срыву процесса трещинообразования.
Таким образом, применение известного способа лазерного термораскалывания становится нецелесообразным для получения разделяющих трещин заданной формы под действием термоупругих напряжений в случае обработки изделий большой толщины.
Наиболее близким по технической сущности к заявляемому способу является способ разделения хрупких неметаллических материалов под действием термоупругих напряжений, включающий формирование лазерно-индуцированной трещины и ее развитие путем нанесения предварительного надреза на поверхности материала, одновременного поверхностного и объемного нагрева материала двумя лазерными пучками до температуры, не превышающей температуры релаксации термоупругих напряжений, и последующего поверхностного охлаждения зоны лазерного нагрева при перемещении по обрабатываемой поверхности зон нагрева и охлаждения [3].
Сущность известного способа разделения хрупких неметаллических материалов под действием термоупругих напряжений заключается в следующем.
При одновременном поверхностном и объемном нагреве хрупкого неметаллического материала двумя лазерными пучками с соответствующими длинами волн, когда центр лазерного пучка, обеспечивающего объемный лазерный нагрев, размещен на отрезке, соединяющем центр лазерного пучка, обеспечивающего поверхностный лазерный нагрев и центр зоны охлаждения, формируется зона сжимающих напряжений.
В месте воздействия лазерного пучка, обеспечивающего поверхностный нагрев, пространственная конфигурация зоны сжимающих напряжений характеризуется близким расположением к поверхностным слоям, а в месте воздействия лазерного пучка, обеспечивающего объемный нагрев обрабатываемого материала, пространственная конфигурация этой зоны характеризуется расположением в более глубоких слоях материала.
Последующее охлаждение зоны нагрева приводит к возникновению зоны значительных по величине растягивающих напряжений. При этом зона растягивающих напряжений оказывается ограниченной вышеуказанной зоной сжимающих напряжений. Инициирование разделяющей трещины происходит в поверхностных слоях материала от дефекта в зоне растягивающих напряжений. Далее трещина распространяется до зоны сжимающих напряжений. После чего нестационарный рост трещины прекращается, и ее дальнейшее движение определяется изменением пространственного распределения зон растягивающих и сжимающих напряжений, обусловленным взаимным перемещением обрабатываемого материала и лазерных пучков. В результате известный двулучевой способ обеспечивает увеличение глубины лазерно-индуцированной трещины по сравнению с известным однолучевым способом.
Кроме этого, применение известного способа обеспечивает повышение надежности процесса лазерного термораскалывания, которое обусловлено значительным увеличением значений растягивающих напряжений в зоне воздействия хладагента по сравнению с известным однолучевым способом.
К недостаткам известного способа следует отнести невозможность его применения для получения наклонных кромок с заданной геометрией.
В основу настоящего изобретения положена задача создания надежного способа лазерного термораскалывания хрупких неметаллических материалов, включая стекло, при реализации которого обеспечивается возможность формировании наклонных кромок с заданной геометрией в стеклоизделиях большой толщины, которые отличаются повышенными прочностными характеристиками
Технический результат, достигаемый заявляемым изобретением, заключается в создании заданной асимметричной относительно контура обработки конфигурации полей термоупругих напряжений в объеме материала при обработке изделий большой толщины, величина и направление которых приводит к образованию разделяющей трещины необходимой пространственной формы.
Технический результат достигается тем, что в способе разделения хрупких неметаллических материалов под действием термоупругих напряжений, включающем формирование лазерно-индуцированной трещины и ее развитие путем нанесения предварительного надреза на поверхности материала, одновременный поверхностный и объемный нагрев материала двумя лазерными пучками до температуры, не превышающей температуры релаксации термоупругих напряжений, и последующее поверхностное охлаждение зоны лазерного нагрева при перемещении по обрабатываемой поверхности зон нагрева и охлаждения, центр лазерного пучка, обеспечивающего объемный нагрев обрабатываемого материала, размещают на отрезке прямой, перпендикулярной к линии перемещения центра лазерного пучка, обеспечивающего поверхностный нагрев обрабатываемого материала и проходящей через отрезок этой линии, ограниченный центром лазерного пучка, обеспечивающего поверхностный нагрев обрабатываемого материала и фронтом зоны охлаждения.
При этом расстояние S от центра лазерного пучка, обеспечивающего объемный нагрев материала, до отрезка линии перемещения центра лазерного пучка, обеспечивающего поверхностный нагрев обрабатываемого материала, ограниченного центром лазерного пучка, обеспечивающего поверхностный нагрев обрабатываемого материала, и фронтом зоны охлаждения определяют из равенства
S=S1/K1,
где
S1 - ширина формируемой наклонной микротрещины,
K1 - коэффициент пропорциональности, зависящий от параметров используемых лазерных пучков.
Скорость V относительного перемещения по обрабатываемой поверхности зон нагрева и охлаждения определяют из равенства
V=S1/(S2·K2),
где
S1 - ширина формируемой наклонной микротрещины,
S2 - глубина формируемой наклонной микротрещины,
К2 - коэффициент пропорциональности, зависящий от свойств обрабатываемого материала.
Радиус зоны охлаждения R3 определяют из условия
R3≥S+R1+R2,
где
R1 - радиус лазерного пучка, обеспечивающего поверхностный нагрев обрабатываемого материала,
R2 - радиус лазерного пучка, обеспечивающего объемный нагрев обрабатываемого материала,
S - расстояние от центра лазерного пучка, обеспечивающего объемный нагрев материала, до отрезка линии перемещения центра лазерного пучка, обеспечивающего поверхностный нагрев обрабатываемого материала, ограниченного центром лазерного пучка, обеспечивающего поверхностный нагрев обрабатываемого материала, и фронтом зоны охлаждения.
Сущность заявляемого способа разделения хрупких неметаллических материалов под действием термоупругих напряжений заключается в следующем.
При реализации заявляемого способа осуществляют одновременный поверхностный и объемный лазерный нагрев обрабатываемого материала. При этом центр лазерного пучка, обеспечивающего объемный нагрев обрабатываемого материала, размещают на отрезке прямой, перпендикулярной к линии перемещения центра лазерного пучка, обеспечивающего поверхностный нагрев обрабатываемого материала, и проходящей через отрезок этой линии, ограниченный центром лазерного пучка, обеспечивающего поверхностный нагрев обрабатываемого материала и фронтом зоны охлаждения.
В результате такого двулучевого нагрева в обрабатываемом материале формируется асимметричное распределение термоупругих полей, для которого характерно формирование поверхностной области напряжений сжатия в зоне воздействия лазерного пучка, обеспечивающего поверхностный нагрев. При этом в объеме материала формируется вертикальная цилиндрическая область сжимающих напряжений, положение центра которой определяется положением лазерного пучка, обеспечивающего объемный лазерный нагрев. Вследствие этого эта область сжимающих напряжений локализуется в стороне от линии перемещения центра лазерного пучка, обеспечивающего поверхностный нагрев обрабатываемого материала.
Последующее поверхностное охлаждение участков материала, подвергшихся лазерного воздействию, в результате подачи хладагента приводит к возникновению области значительных по величине растягивающих напряжений. Эти напряжения достигают максимальных значений на поверхности материала на определенном удалении от линии перемещения центра лазерного пучка, обеспечивающего поверхностный нагрев. При этом в более глубоких слоях границы области максимальных растягивающих напряжений смещаются к вертикальной плоскости, проведенной через линию перемещения центра лазерного пучка, обеспечивающего поверхностный нагрев. В результате этого в объеме материала формируется асимметричная относительно контура обработки конфигурации полей термоупругих напряжений, величина и направление которых приводит к образованию наклонной разделяющей трещины.
При этом использование дополнительного лазерного пучка, обеспечивающего объемный нагрев обрабатываемого материала, позволяет управлять геометрией формируемой трещины по всему объему материала, что особенно важно в случае обработки изделий большой толщины.
Управление геометрическими параметрами формируемой наклонной трещины в соответствии с заявляемым способом осуществляют путем:
выбора расстояния S от центра лазерного пучка, обеспечивающего объемный нагрев материала, до отрезка линии перемещения центра лазерного пучка, обеспечивающего поверхностный нагрев обрабатываемого материала, ограниченного центром лазерного пучка, обеспечивающего поверхностный нагрев обрабатываемого материала, и фронтом зоны охлаждения,
выбора скорости V относительного перемещения по обрабатываемой поверхности зон нагрева и охлаждения при заданных ширине S1 и глубине S2 наклонной трещины.
Расстояние S определяют из равенства
S=S1/K1,
где S1 - ширина формируемой наклонной микротрещины,
K1 - коэффициент пропорциональности, зависящий от параметров используемых лазерных пучков.
Скорость V определяют из равенства
V=S1/(S2·K2),
где S1 - ширина формируемой наклонной микротрещины,
S2 - глубина формируемой наклонной микротрещины,
К2 - коэффициент пропорциональности, зависящий от свойств обрабатываемого материала.
Радиус зоны охлаждения R3 определяют из условия
R3=S+R1+R2,
где
R1 - радиус лазерного пучка, обеспечивающего поверхностный нагрев обрабатываемого материала,
R2 - радиус лазерного пучка, обеспечивающего объемный нагрев обрабатываемого материала.
Использование зоны охлаждения с определенными таким образом размерами обеспечивает охлаждение всех участков поверхности, подвергшихся лазерному нагреву.
Сопоставительный анализ заявляемого решения с прототипом показывает, что заявляемый способ отличается от известного осуществлением нового действия и выбранным условием, при котором выполняют действия, характеризующие заявляемый способ, и не является частью уровня техники.
Таким образом, заявляемый способ разделения хрупких неметаллических материалов под действием термоупругих напряжений является новым.
Анализ научно-технической и патентной литературы выявил способ лазерной резки хрупких неметаллических материалов по замкнутым криволинейным траекториям, использующий признак «дополнительно осуществляют объемный нагрев материала вторым лазерным пучком, при этом его центр смещают в радиальном направлении от центра контура обработки».
Сущность применения дополнительного лазерного нагрева в известном способе заключается в устранении отклонения плоскости наносимой микротрещины трещины от нормального к поверхности материала направления, которое возникает в результате применения для резки по криволинейному контуру эллиптических лазерных пучков.
При этом смещение дополнительного лазерного пучка осуществляют таким образом, чтобы добиться качественной резки именно по криволинейным контурам и только в случае использования эллиптических лазерных пучков, ориентированных по касательной к линии реза.
Заявляемый способ разделения хрупких неметаллических материалов под действием термоупругих напряжений отличается от прототипа тем, что он предназначен для резки по прямым линиям, а известный способ дает положительные результаты только при резке по замкнутым криволинейным траекториям. При этом определяющим отличием заявляемого способа является указание условий, позволяющих добиваться получения наклонных кромок с заданными геометрическими характеристиками.
Таким образом, заявляемый способ разделения хрупких неметаллических материалов под действием термоупругих напряжений является новым.
Анализ научно-технической и патентной информации не выявил в известных технических решениях заявляемой совокупности существенных признаков и не является суммой известных признаков. При этом заявляемое изобретение явным образом не следует из уровня техники, что позволяет сделать вывод о том, что заявляемый способ разделения хрупких неметаллических материалов под действием термоупругих напряжений имеет изобретательский уровень.
Заявляемый способ разделения хрупких неметаллических материалов под действием термоупругих напряжений является промышленно применимым, так как в случае его осуществления с помощью технических средств, известных в данной области техники, возможна реализация указанной области назначения, решения указанной технической задачи и получения указанного технического результата.
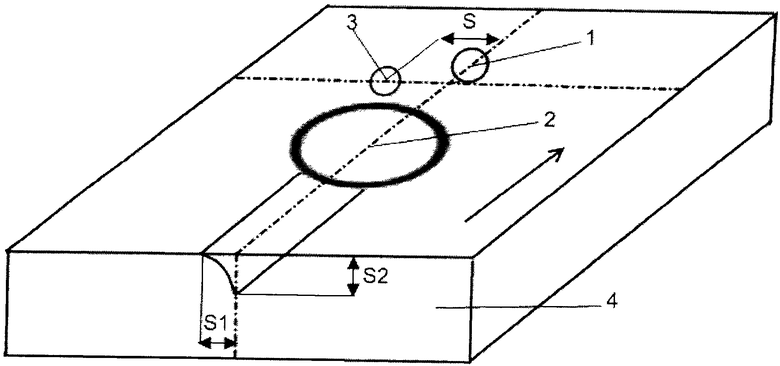
Сущность изобретения поясняется чертежом, на котором представлена схема образования наклонной трещины в стеклянной пластине с помощью двух лазерных пучков и хладагента.
Позицией 1 отмечена зона воздействия лазерного пучка, обеспечивающего поверхностный нагрев обрабатываемого материала, позицией 2 - зона воздействия хладагента, позицией 3 - зона воздействия лазерного пучка, обеспечивающего объемный нагрев обрабатываемого материала на плоскости обработки. Позиция 4 - заготовка из хрупкого неметаллического материала. Стрелкой отмечено направление перемещения изделия.
Способ осуществляют следующим образом. Берут исходную заготовку 4, например лист стекла. Укладывают его на плиту координатного стола. Включают перемещение стола с заготовкой 4 и наносят дефект (закол, надрез) в начале линии обработки. Далее координатный стол перемещает заготовку 4, в результате чего на плоскости обработки осуществляют перемещение по обрабатываемой поверхности зоны воздействия лазерного пучка 1, зоны воздействия лазерного пучка 3 и зоны воздействия хладагента 2.
Центр зоны воздействия хладагента 2 размещают на отрезке прямой, перпендикулярной к линии перемещения центра лазерного пучка 1 и проходящей через отрезок этой линии, ограниченный центром лазерного пучка 3 и фронтом зоны охлаждения.
При этом расстояние S от центра лазерного пучка 3 до отрезка линии перемещения центра лазерного пучка 1, ограниченного центром лазерного пучка 1 и фронтом зоны охлаждения, определяют из равенства
S=S1/K1,
где
S1 - ширина формируемой наклонной микротрещины,
K1 - коэффициент пропорциональности, зависящий от параметров используемых лазерных пучков 1, 2.
Скорость V относительного перемещения по обрабатываемой поверхности зон нагрева и охлаждения определять из равенства
V=S1/(S2·K2),
где
S1 - ширина формируемой наклонной микротрещины,
S2 - глубина формируемой наклонной микротрещины,
К2 - коэффициент пропорциональности, зависящий от свойств обрабатываемого материала.
Радиус зоны охлаждения R3 целесообразно определять из условия
R3≥S+R1+R2
R1 - радиус лазерного пучка, обеспечивающего поверхностный нагрев обрабатываемого материала,
R2 - радиус лазерного пучка, обеспечивающего объемный нагрев обрабатываемого материала.
В месте подачи хладагента 2 инициируется разделяющая наклонная микротрещина, которая, зародившись от нанесенного дефекта, развивается в зоне растягивающих напряжений, сформированных хладагентом 2. Максимальных значений растягивающие напряжения на поверхности материала достигают на расстоянии S1 от линии, соединяющей центр лазерного пучка 1 и центр зоны воздействия хладагента 2. В более глубоких слоях границы области максимальных растягивающих напряжений смещаются к вертикальной плоскости, проведенной через линию перемещения центра лазерного пучка 1.
В результате этого в объеме материала формируется асимметричная относительно контура обработки конфигурации полей термоупругих напряжений, величина и направление которых приводит к образованию наклонной разделяющей трещины.
После нанесения наклонной разделяющей микротрещины прекращают подачу лазерного излучения и хладагента 2. Далее координатный стол перемещает заготовку 4 в начало следующей линии разделения для повторения описанной выше последовательности действий.
После нанесения всех разделяющих микротрещин отключают подачу лазерных пучков 1, 3 и хладагента 2 и останавливают координатный стол. Разделение материала производят по нанесенным наклонным трещинам. В результате окончательного разделения осуществляется формирование наклонных кромок у стеклоизделий большой толщины, которые отличаются повышенными прочностными характеристиками.
При этом повышение прочностных характеристик обусловлено как бездефектностью полученных кромок, так и их геометрией.
Пример осуществления заявляемого способа и качественная оценка выполненных результатов осуществлена при нанесении наклонных трещин в образцах из стекла марок М3-М5 толщиной 3-7 мм.
В качестве лазера 1 использовали лазер ИЛГН 802 мощностью излучения, изменяемой в диапазоне 0-80 Вт, с длиной волны излучения λ=10,6 мкм, обеспечивающей максимальное поглощение излучения тонким поверхностным слоем силикатных стекол.
В качестве лазера 3 - YAG-лазер мощностью излучения, изменяемой в диапазоне 0-100 Вт, с длиной волны излучения λ=1,06 мкм, соответствующей объемному поглощению излучения силикатными стеклами.
При разделении стекла лазерное излучение с λ=10,6 мкм фокусировали в круглые пучки с радиусом R1=1,0-2,2 мм, а излучение с λ=1,06 мкм фокусировали сферической линзой в круглые пучки радиусом R2=0,7-1,6 мм.
В качестве хладагента 2 использовали воздушно-водяную смесь.
Скорость резки образцов составляла 3-35 мм/с. При этом безразмерный коэффициент К1 принимал значения в диапазоне 0,05-0,2, а коэффициент К2 принимал значения в диапазоне 1-2 с/мм.
Реализация предложенного способа обеспечила нанесение наклонных разделяющих микротрещин шириной S1=0,05-0,6 мм и глубиной S2=0,3-1,6 мм.
Для сравнения было осуществлено разделение аналогичных образцов по способу, изложенному в прототипе. В ходе экспериментов было определено, что реализация процесса по способу, изложенному в прототипе, характеризуется недостаточно глубоким трещинообразованием из-за использования в качестве технологического инструмента лазерного излучения с длиной волны, поглощаемой тонким поверхностным слоем обрабатываемого материала.
Анализируя результаты проведенных экспериментальных исследований, можно сделать вывод, что предлагаемый способ разделения хрупких неметаллических материалов под действием термоупругих напряжений обеспечивает создание в объеме материала заданной асимметричной относительно контура обработки конфигурации полей термоупругих напряжений, величина и направление которых приводит к образованию разделяющей трещины необходимой пространственной формы, в том числе в случае обработки изделий большой толщины.
Источники информации
1. Мачулка Г.А. Лазерная обработка стекла. М.: Сов. Радио, 1979, с.48-67.
2. RU 2024441, C1, МПК7 С03В 33/02, опубл. 1994.12.15.
3. BY 10167, С1, МПК (2006) С03В 33/00 - прототип.
4. BY 11830, C1, МПК (2006) С03В 33/00.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕЗКИ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2008 |
|
RU2383500C2 |
| СПОСОБ РАЗДЕЛЕНИЯ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ ПОД ДЕЙСТВИЕМ ТЕРМОУПРУГИХ НАПРЯЖЕНИЙ | 2006 |
|
RU2342333C2 |
| СПОСОБ РАЗДЕЛЕНИЯ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ ПОД ДЕЙСТВИЕМ ТЕРМОУПРУГИХ НАПРЯЖЕНИЙ | 2006 |
|
RU2320549C2 |
| СПОСОБ РЕЗКИ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 1992 |
|
RU2024441C1 |
| СПОСОБ РАЗДЕЛЕНИЯ КРИСТАЛЛИЧЕСКОГО КРЕМНИЯ ПОД ДЕЙСТВИЕМ ТЕРМОУПРУГИХ НАПРЯЖЕНИЙ | 2011 |
|
RU2497643C2 |
| СПОСОБ РАЗДЕЛЕНИЯ КРИСТАЛЛИЧЕСКОГО КВАРЦА ПОД ДЕЙСТВИЕМ ТЕРМОУПРУГИХ НАПРЯЖЕНИЙ | 2011 |
|
RU2478083C2 |
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2007 |
|
RU2333163C1 |
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2012 |
|
RU2494051C1 |
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2002 |
|
RU2238918C2 |
| Способ лазерной резки слитков неметаллических материалов на пластины | 2024 |
|
RU2839321C1 |
Изобретение относится к способу лазерного термораскалывания хрупких неметаллических материалов, преимущественно стекла. Технический результат изобретения - обеспечение возможности формирования наклонных кромок с заданной геометрией в стеклоизделиях большой толщины. Изобретение может быть использовано в электронной, стекольной и авиационной отраслях промышленности, в области архитектуры и стройматериалов. В способе лазерного термораскалывания центр лазерного пучка, обеспечивающего объемный нагрев материала, размещают на отрезке прямой, перпендикулярной к линии перемещения центра лазерного пучка, обеспечивающего поверхностный нагрев обрабатываемого материала и проходящей через отрезок этой линии, ограниченный центром лазерного пучка, обеспечивающего поверхностный нагрев обрабатываемого материала и фронтом зоны охлаждения, образованного хладагентом. 1 ил.
Способ разделения хрупких неметаллических материалов под действием термоупругих напряжений, включающий формирование лазерно-индуцированной трещины и ее развитие путем нанесения предварительного надреза на поверхности материала, одновременный поверхностный и объемный нагрев материала двумя лазерными пучками до температуры, не превышающей температуры релаксации термоупругих напряжений, и последующее поверхностное охлаждение зоны лазерного нагрева при перемещении по обрабатываемой поверхности зон нагрева и охлаждения, отличающийся тем, что центр лазерного пучка, обеспечивающего объемный нагрев обрабатываемого материала, размещают на отрезке прямой, перпендикулярной к линии перемещения центра лазерного пучка, обеспечивающего поверхностный нагрев обрабатываемого материала, и проходящей через отрезок этой линии, ограниченный центром лазерного пучка, обеспечивающего поверхностный нагрев обрабатываемого материала, и фронтом зоны охлаждения, при этом расстояние S от центра лазерного пучка, обеспечивающего объемный нагрев материала, до отрезка линии перемещения центра лазерного пучка, обеспечивающего поверхностный нагрев обрабатываемого материала, ограниченного центром лазерного пучка, обеспечивающего поверхностный нагрев обрабатываемого материала, и фронтом зоны охлаждения, определяют из равенства
S=S1/K1,
где S1 - ширина формируемой наклонной микротрещины,
K1 - коэффициент пропорциональности, зависящий от параметров используемых лазерных пучков,
скорость V относительного перемещения по обрабатываемой поверхности зон нагрева и охлаждения определяют из равенства
V=S1/(S2·K2),
где S1 - ширина формируемой наклонной микротрещины,
S2 - глубина формируемой наклонной микротрещины,
K2 - коэффициент пропорциональности, зависящий от свойств обрабатываемого материала,
радиус зоны охлаждения R3 определяют из условия
R3≥S+R1+R2,
где R1 - радиус лазерного пучка, обеспечивающего поверхностный нагрев обрабатываемого материала,
R2 - радиус лазерного пучка, обеспечивающего объемный нагрев обрабатываемого материала,
S - расстояние от центра лазерного пучка, обеспечивающего объемный нагрев материала, до отрезка линии перемещения центра лазерного пучка, обеспечивающего поверхностный нагрев обрабатываемого материала, ограниченного центром лазерного пучка, обеспечивающего поверхностный нагрев обрабатываемого материала, и фронтом зоны охлаждения.
| Приспособление для подогрева подводимого в нефтяную топку паровоза воздуха | 1928 |
|
SU10167A1 |
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2001 |
|
RU2206528C2 |
| Механизм для автоматического удаления расширительных планок из ткани | 1928 |
|
SU14622A1 |
| СПОСОБ РЕЗКИ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 1992 |
|
RU2024441C1 |
| US 6501047 B1, 31.12.2002 | |||
| JP 2011006313 A, 13.01.2011. | |||

