Изобретение относится к трубопроводному транспорту, конкретно к технологии сварки пластмассовых труб.
Известен способ предотвращения образования внутреннего грата на стадии подготовки свариваемых торцов путем снятия фаски с внутренней поверхности торцов стыкуемых пластмассовых труб и устройство для его осуществления (Зайцев К.И., Виндт Б.Ф., Лурье И.В. Методы ликвидации внутреннего грата в сварных стыках пластмассовых трубопроводов. - М.: Строительство трубопроводов, 1981, №7, с.19-20). Способ осуществляется при помощи специального скребка для пластмассовых труб.
Недостатком известного способа и устройства для его осуществления является снижение прочности сварного шва пластмассовых труб из-за недостаточного проплавления торцов стыкуемых труб вследствие уменьшенной площади поперечного сечения торцов.
Известен способ удаления внутреннего грата, находящегося в вязкотекучем состоянии или после его охлаждения. Способ осуществляют при помощи устройства с электроприводом, доставляемого в зону стыка (Зайцев К.И., Виндт Б.Ф., Лященко В.Ф., Лурье И.В. Исследование процесса снятия грата при стыковой контактно-тепловой сварке пластмассовых труб. - М.: Сварочное производство, 1982, №1, с.14-16).
Недостатком метода удаления грата, находящегося в вязкотекучем состоянии или после его охлаждения, является необходимость доставки в зону стыка оборудования с электроприводом без контроля качества обработки поверхности стыка.
Известен способ ограничения внутреннего грата в процессе сварки постановкой экранов, препятствующих вытеканию расплава из стыка. Способ осуществляют с помощью стального кольца теплоизолирующей и антиадгезионной подкладкой, плотно прижимаемой к внутренней поверхности трубы (Зайцев К.И., Виндт Б.Ф., Лурье И.В. Методы ликвидации внутреннего грата в сварных стыках пластмассовых трубопроводов. - М.: Строительство трубопроводов, 1981, №7, с.19-20).
Недостаток метода сварки с подкладными кольцами заключается в снижении прочности сварного шва. Это объясняется тем, что экранирующая подкладка препятствует протеканию необходимых реологических процессов, вследствие чего из зоны контакта не удаляются все ингредиенты, мешающие взаимодействию макромолекул, соединяемых поверхностей.
Известный способ наиболее близок к заявляемому изобретению.
Задачей предлагаемого изобретения является обеспечение высокой прочности сварного шва стыкуемых пластмассовых труб при ограничении высоты внутреннего грата.
Указанная задача решается тем, что в способе ограничения высоты внутреннего грата при контактной тепловой сварке встык пластмассовых труб, включающем введение ограничителя, согласно изобретению внутрь трубы в зону стыка вводят с зазором посредством штанги с регулируемым упором и центратором ограничитель, выполненный в виде цилиндра на расстояние не менее 50 мм до сварного шва, а после расплавления и стыковки свариваемых торцов ограничитель перемещают внутри трубы до прижатия регулируемого упора штанги в противоположный торец трубы.
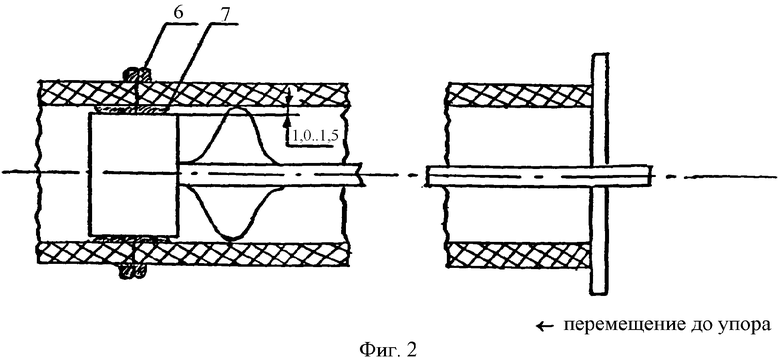
Указанная задача решается также тем, что в устройстве для ограничения высоты внутреннего грата при контактной тепловой сварке встык пластмассовых труб, содержащем ограничитель, перемещаемый внутри трубы, согласно изобретению ограничитель выполнен в виде цилиндра из твердой резины диаметром на 1-1,5 мм меньше внутреннего диаметра трубы, соединенного со штангой длиной больше длины привариваемой трубы не менее чем на 1/2 длины цилиндра ограничителя +50 мм, снабженной центратором и регулируемым упором, который устанавливается на расстоянии от торца трубы, равном 1/2 длины цилиндра ограничителя +50 мм.
На Фиг.1 представлен ограничитель, соединенный со штангой, снабженной центратором и регулируемым упором, при введении внутрь трубы перед сваркой.
На Фиг.2 представлен ограничитель со штангой, снабженной центратором и регулируемым упором, при перемещении внутри трубы до упора регулируемого упора штанги в противоположный конец трубы.
Устройство для осуществления способа (Фиг.1) содержит: 1 - привариваемую трубу, 2 - цилиндр; 3 - штангу; 4 - центратор; 5 - упор; 6 - наружный грат (Фиг.2); 7 - внутренний грат (Фиг.2) сварного стыка.
Способ ограничения высоты внутреннего грата при контактной тепловой сварке встык пластмассовых труб с помощью устройства осуществляют следующим образом.
В зону стыка пластмассовых труб 1 перед началом операции сварки вводят ограничитель - цилиндр 2 с зазором, соединенный со штангой 3, снабженной регулируемым упором 5 и центратором 4, на расстояние не менее 50 мм до стыка. После расплавления и стыковки свариваемых торцов ограничитель 2 перемещают внутри трубы до прижатия регулируемого упора 5 штанги 3 в противоположный торец трубы. После охлаждения расплава штанга с ограничителем извлекается из трубы.
Предлагаемое изобретение найдет широкое применение в технологии сварки пластмассовых труб. Использование изобретения позволит, не препятствуя процессу вытекания расплава из зоны стыка, ограничить высоту внутреннего грата при сохранении высокой прочности сварного шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2156184C2 |
| Внутренний центратор | 1968 |
|
SU273036A1 |
| Способ сварки труб из термопластов | 2016 |
|
RU2665393C2 |
| Установка для сварки отводов трубопроводов | 1982 |
|
SU1115874A1 |
| Наружный центратор | 2019 |
|
RU2710705C1 |
| ТРУБА С ВНУТРЕННИМ ПОКРЫТИЕМ И ЦЕНТРАТОР ДЛЯ ИХ СБОРКИ ПОД СВАРКУ В ТРУБОПРОВОД | 2003 |
|
RU2245479C1 |
| СПОСОБ ПОДГОТОВКИ ТОРЦОВ ТРУБ ТРУБОПРОВОДА ПОД СВАРКУ И ЦЕНТРАТОР ДЛЯ ПОДГОТОВКИ ТОРЦОВ ТРУБ ТРУБОПРОВОДА ПОД СВАРКУ | 2008 |
|
RU2397854C2 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ И НАРУЖНЫМ ПОКРЫТИЯМИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2485386C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С КОЛЬЦЕВЫМИ СВАРНЫМИ ШВАМИ | 1995 |
|
RU2080226C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОНСТРУКЦИЙ | 2016 |
|
RU2668648C2 |
Изобретение относится к трубопроводному транспорту и используется при сварке пластмассовых труб. Внутрь трубы в зону стыка с зазором посредством штанги с регулируемым упором и центратором вводят выполненный в виде цилиндра из твердой резины ограничитель диаметром на 1-1,5 мм меньше внутреннего диаметра трубы. После расплавления и стыковки свариваемых торцов труб ограничитель перемещают внутри трубы до прижатия регулируемого упора штанги в противоположный торец трубы, при этом ограничитель располагается в зоне сварного шва, ограничивая высоту грата. Обеспечивает прочность сварного шва стыкуемых пластмассовых труб при ограничении высоты внутреннего грата. 2 н.п. ф-лы, 2 ил.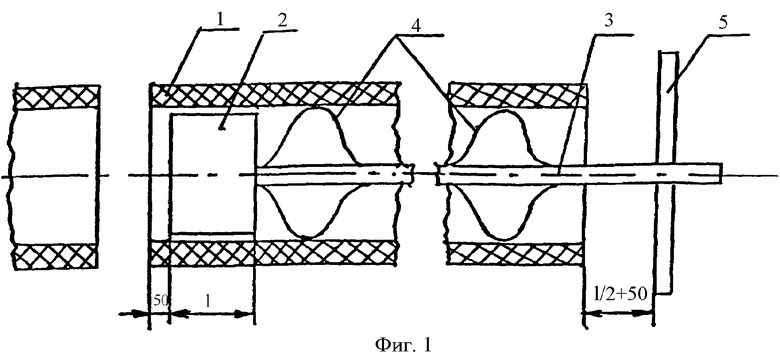
| ЗАЙЦЕВ К.И | |||
| и др | |||
| «Методы ликвидации внутреннего грата в сварных стыках пластмассовых трубопроводов», Строительство трубопроводов, Москва, 1981, №7, с.19-20 | |||
| Способ притирки зубчатых колёс | 1940 |
|
SU62551A1 |
| SU 612448 A1, 20.08.1999 | |||
| SU 1448476 A1, 20.05.1999 | |||
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ СРЕЗАННОГО ГРАТА ИЗ ЭЛЕКТРОСВАРНЫХ ТРУБ | 1998 |
|
RU2122476C1 |
| RU 2003131199 A, 10.04.2005 | |||
| Поплавковое шасси для гидросамолетов | 1926 |
|
SU5139A1 |

