СЛ
эо
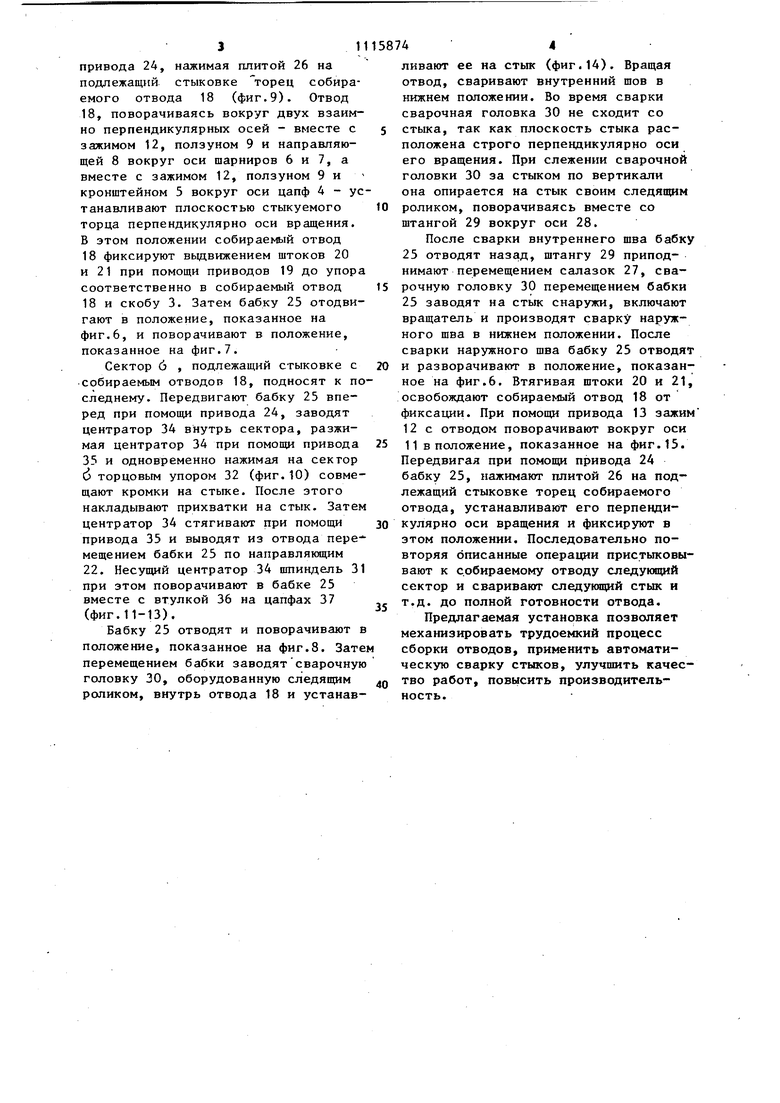
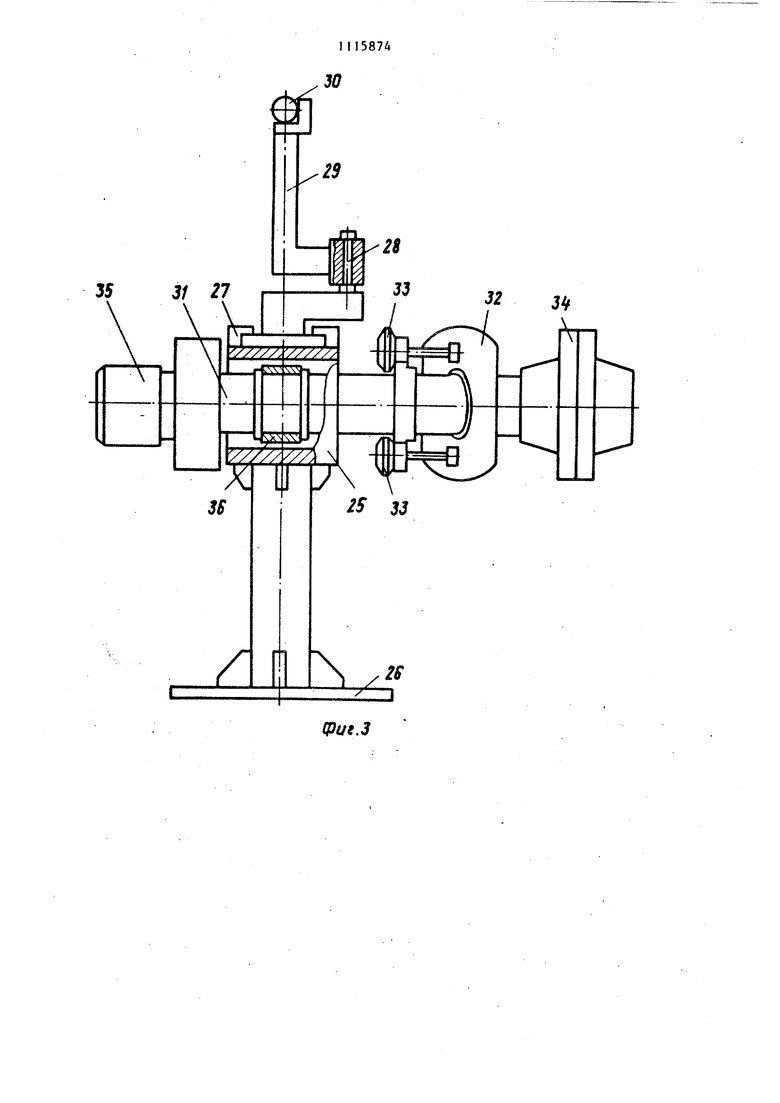
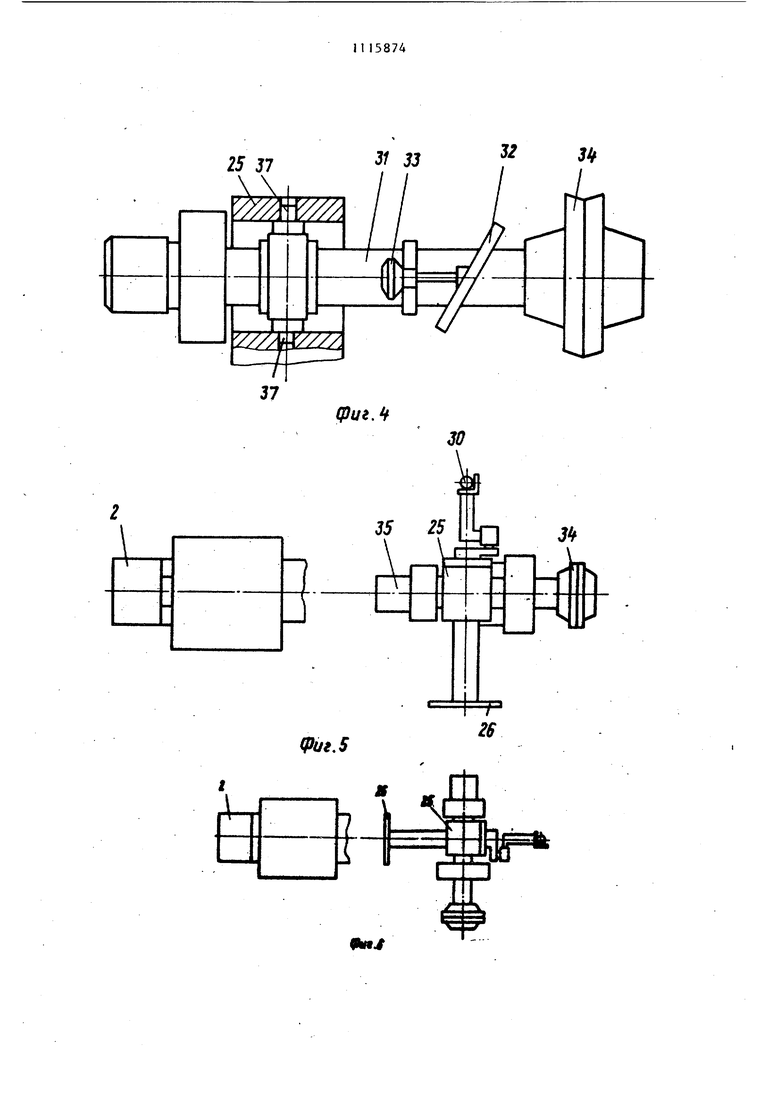
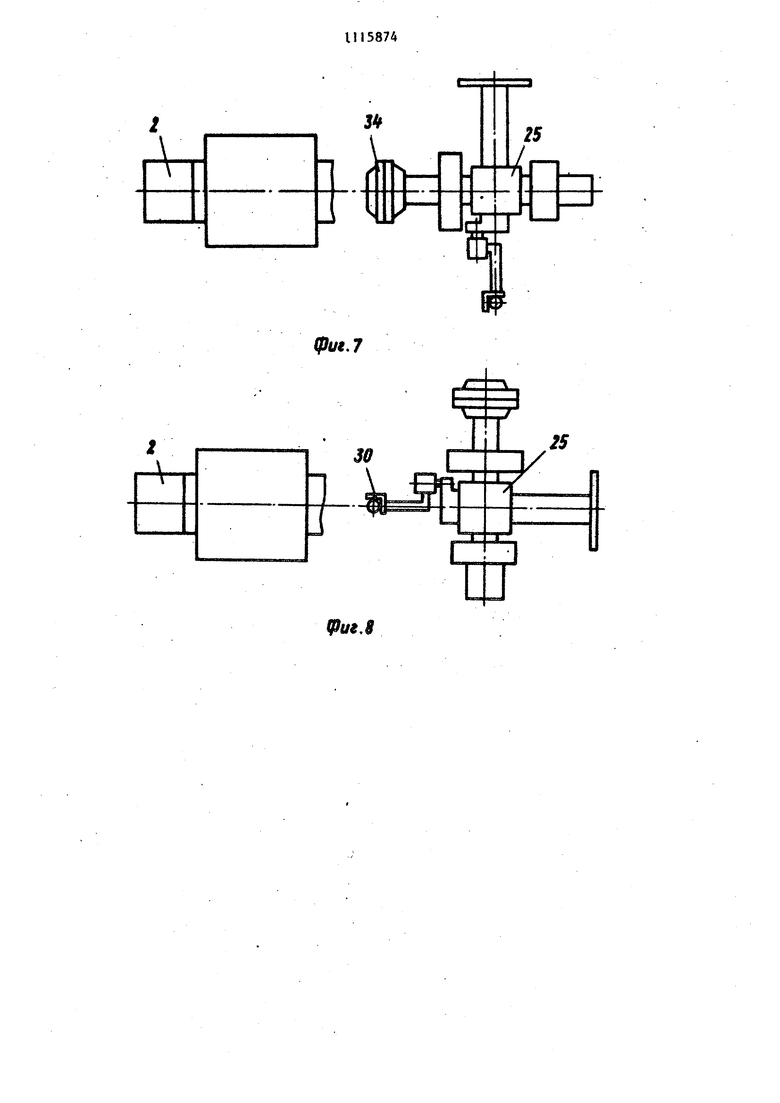
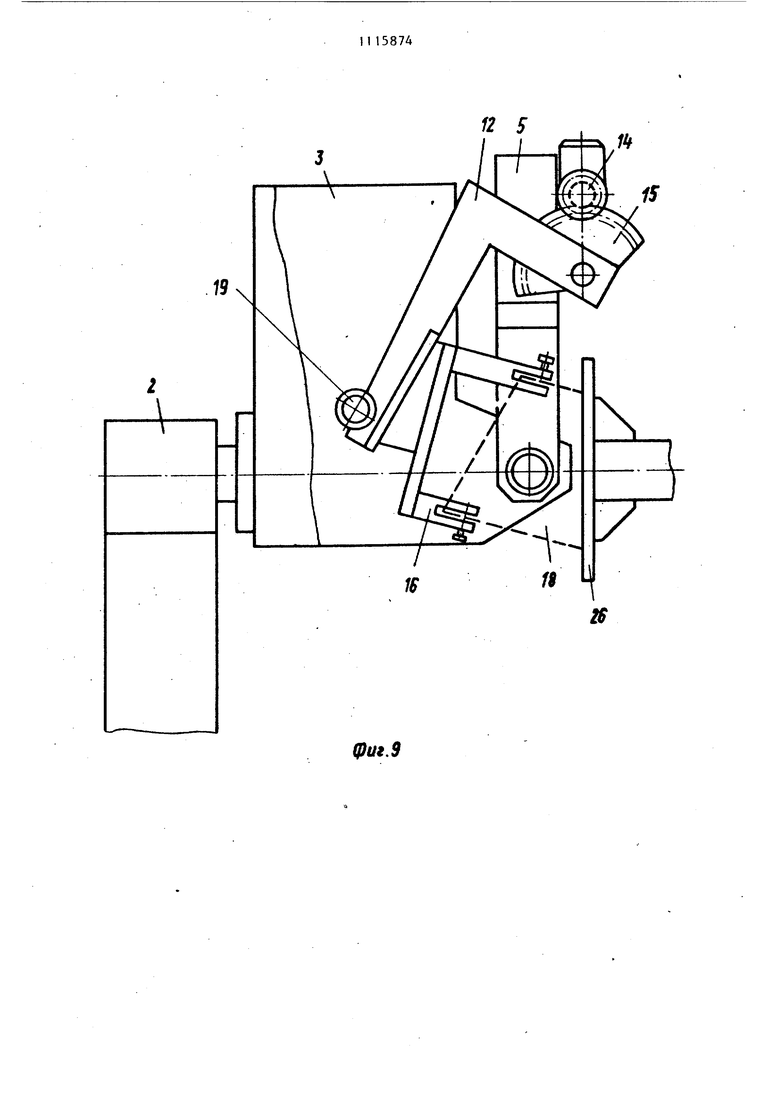
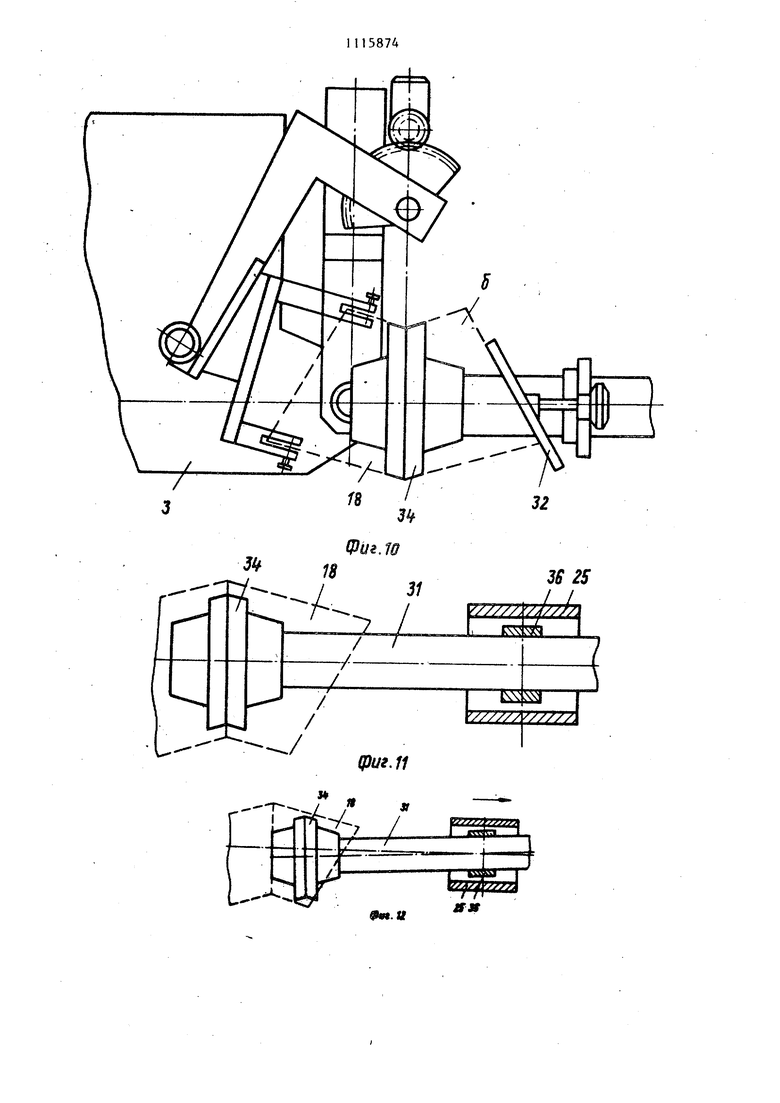
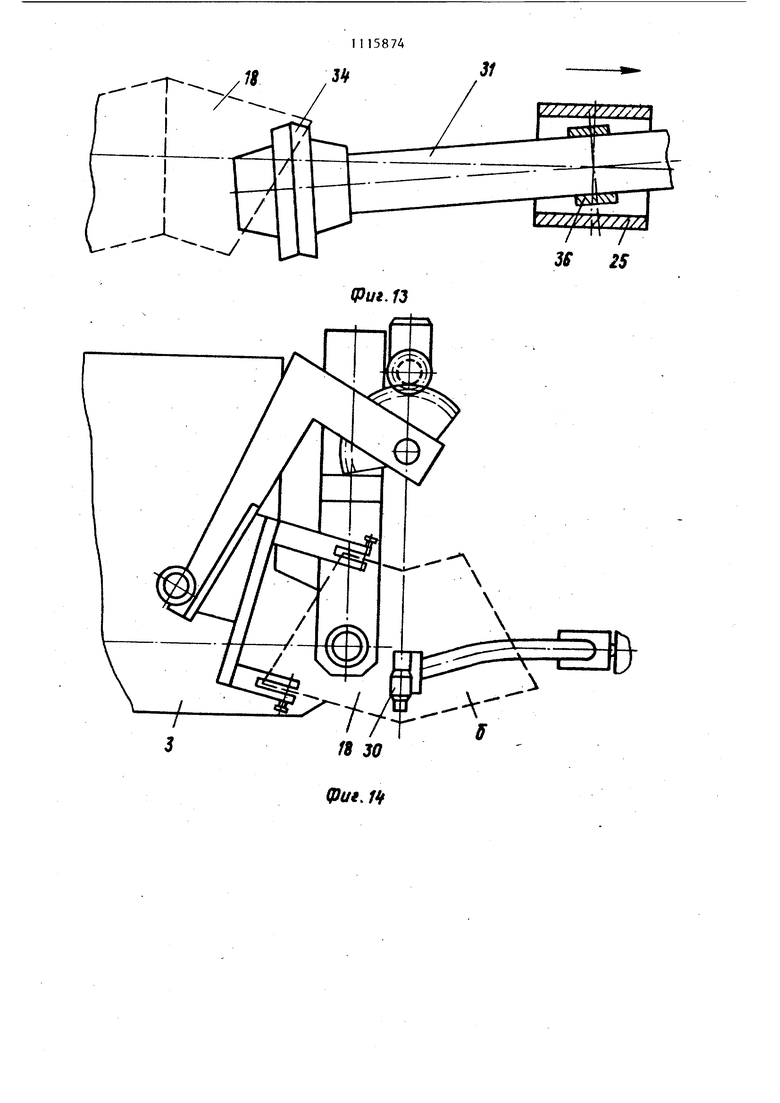
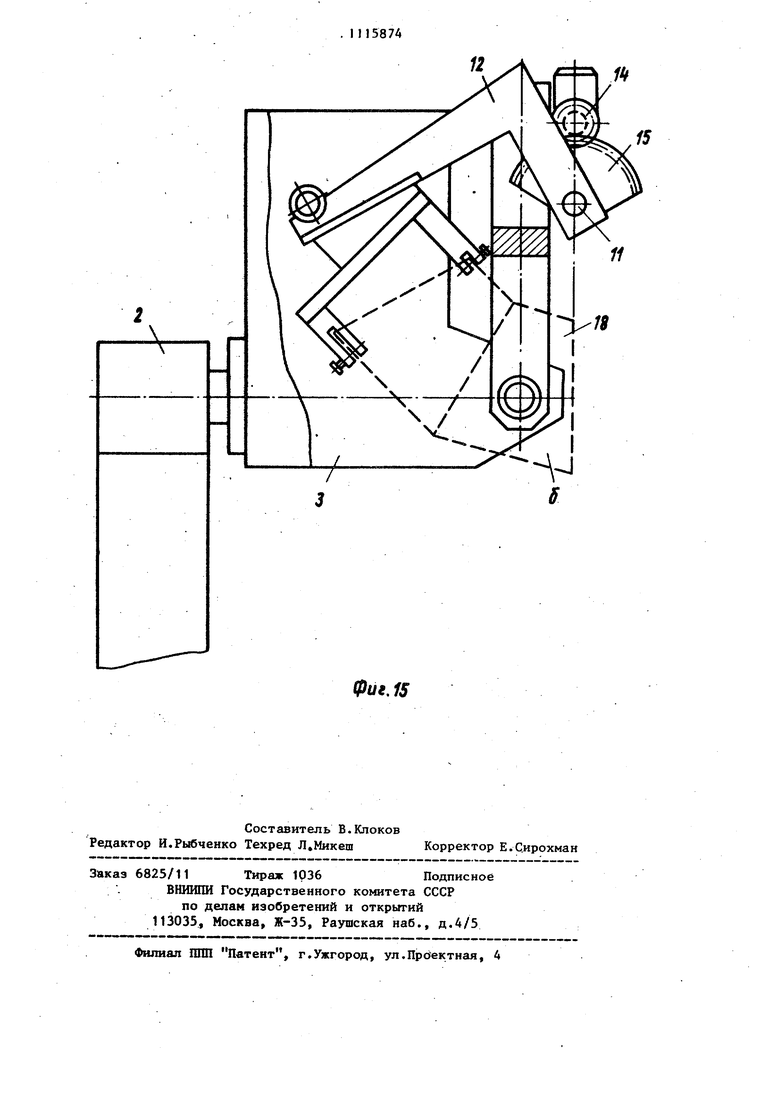
. Изобретение относится к устройствам для сварки отводов трубопроводов и моз1;ет быть применено для сварки кольцевых швов секторных отводов тру бопроводов атомных электростанций и других промыишенных предприятий. Известна установка для сварки отводов трубопроводов, содержащая уста новленный на основании вращатель со скобой, направляющей с ползуном и за жимом для отвода и сварочную голов«У МУказанная установка характеризует ся низкой производительностью из-за больших затрат времени на установку торца свариваемого отвода перпендику лярно оси вращателя и невысоким качеством сварного шва из-за необходимости подстройки сварочной головки при сварке. Цель изобретения - повышение производительности и качества сварного шва путем увеличения точности установки торца отвода относительно оси вращения вращателя. Поставленная цель достигается тем, что установка для сварки отводов трубопроводов, содержащая установленный на основании вращатель со скобой, направляющей с ползуном и зажимом для отвода и сварочную головку, снабжена установочной плитой для торца отвода, скоба оснащена цап фами с закрепленным на них кронштейном, направляющая смонтирована на кронштейне, ползун снабжен осью, пер пендикулярной оси направляющей ползуна, зажимы для отвода установлены на указанной оси ползуна с возможностью поворота и оснащены выдвижны штоками для фиксации их положения относительно скобы, а цапфы снабжены фиксаторами для отвода. Кроме того, установка снабжена поворотной многопозиционной задней бабкой, оснащенной разжимным центра тором и торцовым упором, при этом сварочная головка и установочная пл та для торца отвода также смонтиров ны на задней бабке. На фиг.1 изображена установка, а сонометрия; на фиг.2 - то же, вид сбоку{ на фиг.З - поворотная бабка, вид сверху; на фиг.4 - то же, вид сбоку;нафиг.5-8-то же, при работе, установки, вид сверху на .9 вращатель, вид сбоку на фиг.10 то же, при стыковке сектора к отврду, на фиг. 11-13 - центратор при выводе из отвода; на фиг.14 - вращатель, вид сбоку; на фиг.15 - то же, перед стыковкой сектора. Установка для сварки отводов трубопроводов содержит смонтированный на основании 1 вращатель 2 с П-образной скобой 3, на которой посредством цапф 4 смонтирован кронштейн 5. В последнем через шарниры 6 и 7 закреплена направляющая 8 для ползуна 9 с приводом 10. Ось направляющей 8 перпендикулярна оси цапф 4. К ползуну 9 шарнирно на оси 11 прикреплен зажим 12, установленный с возможностью поворота на оси 11 при помощи привода 13 через шестерню 14 и зубчатый сектор 15, смонтированный на оси 11. Зажим 12 оснащен кулачками 16 с болтами 17 для зажима отвода 18.Внутри цапф 4 размещены снабженные приводами 19 вьщвижные штоки 20, концы которых оборудованы фрикционными накладками. Вторая пара таких же штоков 21 закреплена на зажиме 12. На основании 1 смонтирована на направляющих 22 и ходовом винте 23, снабженном приводом 24, многопозииионная поворотная бабка 25. На бабке 25 смонтированы перпендикулярная (при соответствующем положении бабки 25) оси вращения вращателя 2установочная плита 26, салазки 27 с осью 28 для штанги 29 со следящей сварочной головкой 30 и шпиндель 31, несущий торцовый упор 32 с приводами 33 и разжимной центратор 34 с приводом 35. Шпиндель 31 установлен с возможностью вращения во втулке 36, закрепленной на цапфах 37 в бабке 25. Установка работает следующим образом. Скобу 2 с зажимом 12 устанавливают в положение, показанное на фиг.1 и 2, а поворотную бабку 25 в положение, показанное на фиг.2, 3и 5. Выдвижением штока 21 фиксирунуг положение зажима 12. Устанавливают в кулачки 16 первый сектор собираемого отвода 18, его зажимают за стенку болтами 17 (фиг.1 и 2), после чего зажим 12 освобождают, втягивая штоки 21 при помощи приводов 19.Поворачивают бабку 25 в положение, при котором установочная плита 26 перпендикулярна оси вращения вращателя 2 (фиг.6). Бабку 25 передвигают по направлякицим 22 при помощи привода 24, нажимая плитой 26 на подлежащий стыковке торец собираемого отвода 18 (фиг.9). Отвод 18, поворачиваясь вокруг двух взаимно перпендикулярных осей - вместе с зажимом 12, ползуном 9 и направляющей 8 вокруг оси шарниров 6 и 7, а вместе с зажимом 12, ползуном 9 и кронштейном 5 вокруг оси цапф 4 - ус танавливают плоскостью стыкуемого торца перпендикулярно оси вращения. В этом положении собираемый отвод 18 фиксируют вьщвижением штоков 20 и 21 при помощи приводов 19 до упора соответственно в собираемый отвод 18 и скобу 3. Затем бабку 25 отодвигают в положение, показанное на фиг.6, и поворачивают в положение, показанное на фиг.7. Сектор 6 , подлежащий стыковке с собираемым отводов 18, подносят к по следнему. Передвигают бабку 25 вперед при помощи привода 24, заводят центратор 34 внутрь сектора, разжимая центратор 34 при помощи привода 35 и одновременно нажимая на сектор d торцовым упором 32 (фиг.10) совмещают кромки на стыке. После этого накладывают прихватки на стык. Затем центратор 34 стягивают при помощи привода 35 и выводят из отвода перемещением бабки 25 по направляющим 22. Несущий центратор 34 шпиндель 3 при этом поворачивают в бабке 25 вместе с втулкой 36 на цапфах 37 (фиг.11-13). Бабку 25 отводят и поворачивают в положение, показанное на фиг.8. Зате перемещением бабки заводят сварочную головку 30, оборудованную следящим роликом, внутрь отвода 18 и устанавливают ее на стык (фиг.14). Вращая отвод, сваривают внутренний щов в нижнем положении. Во время сварки сварочная головка 30 не сходит со стыка, так как плоскость стыка расположена строго перпендикулярно оси его вращения. При слежении сварочной головки 30 за стыком по вертикали она опирается на стык своим следящим роликом, поворачиваясь вместе со штангой 29 вокруг оси 28. После сварки внутреннего шва бабку 25 отводят назад, щтангу 29 приподнимают перемещением салазок 27, сварочную головку 30 перемещением бабки 25 заводят на стык снаружи, включают вращатель и производят сварку наружного щва в нижнем положении. После сварки наружного шва бабку 25 отводят и разворачивают в положение, показанное на фиг.6. Втягивая штоки 20 и 21, освобождают собираемый отвод 18 от фиксации. При помощи привода 13 зажим 12 с отводом поворачивают вокруг оси 11 в положение, показанное на фиг.15. Передвигал при помощи привода 24 бабку 25, нажимают плитой 26 на подлежащий стыковке торец собираемого отвода, устанавливают его перпендикулярно оси вращения и фиксируют в этом положении. Последовательно повторяя описанные операции пристыковывают к собираемому отводу следукмций сектор и сваривают следукнций стык и т.д. до полной готовности отвода. Предлагаемая установка позволяет механизировать трудоемкий процесс сборки отводов, применить автоматическую сварку стыков, улучшить качество работ, повысить производительность. / 13 Фиг.1
Cput.3
Фиг. 5
3ff
i
/«.7
25
1
{
Э
fpuf,S 12
фиг,9 5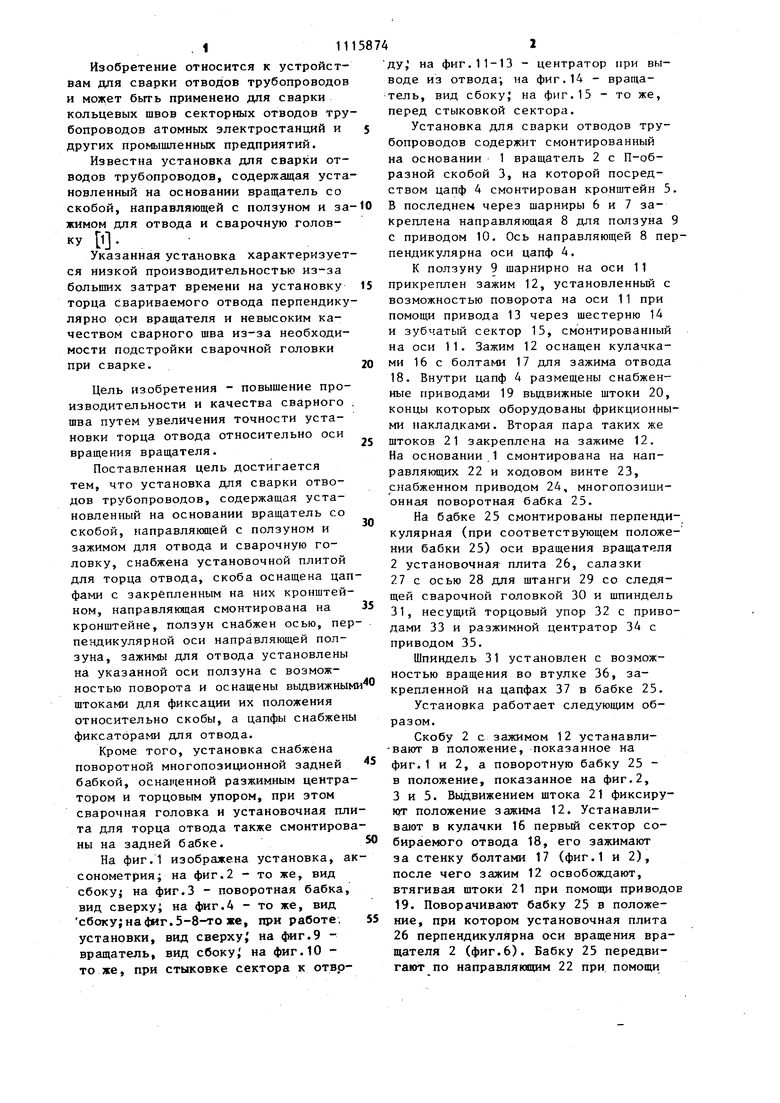
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сборки и сварки трубопроводов | 1974 |
|
SU511173A1 |
| УСТРОЙСТВО для СВАРКИ ПОВОРОТНЫХ стыков | 1970 |
|
SU284221A1 |
| Полуавтоматическая установка для сборки и сварки цилиндрической обечайки с днищем | 1987 |
|
SU1454630A1 |
| Устройство для сварки кольцевых швов цилиндрических изделий | 1985 |
|
SU1291347A1 |
| Установка для сборки и сварки кольцевых стыков базовой детали и детали насыщения | 1991 |
|
SU1782200A3 |
| Установка для сварки внутренних и наружных швов отводов трубопроводов | 1981 |
|
SU996150A1 |
| Устройство для сборки под сварку деталей | 1980 |
|
SU863283A1 |
| Установка для сварки кольцевых швов | 1979 |
|
SU941107A1 |
| Устройство для сборки и сварки металлоконструкций | 1985 |
|
SU1286386A1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
1. УСТАНОВКА ДЛЯ СВАРКИ ОТВОДОВ ТРУБОПРОВОДОВ, содержащая установленный на основании вращатель со скобой, направляющей с ползуном и зажимом для отвода и сварочную головку, отличающаяся тем, что, с целью повьпиения производительности и повышения качества сварного шва путем увеличения точности установки торца отвода относительно оси вращения вращателя, она снабжена установочной плитой для торца отвода, . скоба оснащена цайфами с закрепленным на них кронштейном, направляющая смонтирована на кронштейне, ползун снабжен осью, перпендикулярной оси направляющей ползуна, зажимы для отвода установлены на указанной оси ;ползуна с возможностью поворота и оснащены выдвижными штоками для фиксации их положения относительно око-; бы, a цапфы снабжены фиксаторами дпя отвода. 2. Установка по п.1, о т л и чающая с. я тем, что она снабжена поворотной многопозиционной задней бабкой, оснащенной разжимным цен|тратором и торцовым упором, при этом сварочная головка и установочная плита для торца отвода также смонтированы на задней бабке.
-«. /
пФ:: 7 /
фиг, П
JTJT
9м. tf
Фи1. Iff
Фие. IS
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU104800A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
