Изобретение относится к лопатке компрессора, которая имеет вдоль главной оси хвостовик лопатки, платформу и примыкающий к ней профиль лопатки с торцом профиля, причем профиль лопатки образован выпуклой стенкой со стороны всасывания и расположенной противоположно стенке со стороны всасывания вогнутой стенкой со стороны нагнетания, причем стенки по отношению к протекающей среде проходят от входной кромки к выходной кромке и между ними посередине проходит средняя линия профиля, причем на торце профиля имеется расположенная поперек главной оси торцевая поверхность, на которой выполненная за одно целое с профилем лопатки уплотнительная фаска, по меньшей мере, частично проходит от входной кромки к выходной кромке на расстоянии от стенки со стороны всасывания и от стенки со стороны нагнетания вдоль средней линии профиля, и профиль лопатки, включая уплотнительную фаску, имеет проходящую в направлении главной оси высоту профиля.
Из заявки США US 6039531 известна лопатка турбины с прилитой к рабочей стороне лопатки уплотнительной фаской. Уплотнительная фаска проходит посередине между стороной всасывания и стороной нагнетания по торцу профиля.
Кроме того, из японской заявки JP-A-2000130102 известна рабочая лопатка компрессора, которая на своем свободном конце профиля лопатки имеет торцевую поверхность, по которой проходит выполненное в виде фаски ребро в области стороны всасывания профиля рабочей лопатки от входной кромки к выходной кромке. Ребро лопатки компрессора при работе компрессора служит в качестве уплотнительного элемента, чтобы снижать аэродинамические потери в зазоре торца в компрессоре, которые возникают между торцом лопатки и ограничивающей поверхностью канала компрессора.
Изготовление такого уплотнительного ребра на стороне всасывания лопатки с изнашиваемой кромкой, в частности при сильно корригированных краевых зонах, т.е. особенно сильно изогнутых в области торца, может быть очень дорогостоящим, так как изготовление или фрезерование контура осуществляется с помощью пятикоординатной фрезы. После фрезерования стенки со стороны всасывания и геометрии уплотнительной фаски лопатку со стороны всасывания шлифуют вручную, чтобы достичь требуемого качества поверхности. Эта ручная обработка приводит к частым дефектам в изготовлении с соответствующими последствиями, как, например, брак или неоптимальные контуры.
Задачей изобретения, поэтому, является предложить улучшенную в отношении аэродинамических свойств лопатку компрессора, не снижая уплотняющего действия уплотнительной фаски. Кроме того, задачей изобретения является предложить экономичный способ изготовления такой лопатки компрессора, а также ее применение.
Задача, относящаяся к лопатке компрессора, решается с помощью признаков п.1 формулы изобретения, задача, направленная на изготовление, решается с помощью признаков п.6 формулы изобретения, и направленная на применение задача - с помощью признаков п.8 формулы изобретения.
Изобретение предлагает, чтобы высота уплотнительной фаски составляла меньше двух процентов высоты профиля лопатки.
Изобретение исходит из знания о том, что уплотнительная фаска согласно изобретению экономично изготовляется с помощью трехкоординатного фрезерующего устройства, хотя из-за геометрически сложной аэродинамической формы профиля лопатки компрессора этот профиль изготовляется с помощью пятикоординатного фрезерующего устройства или с помощью прецизионной ковки.
Для изготовления можно, таким образом, использовать более простой способ и/или применить для этого более экономичный в эксплуатации станок. Это является преимуществом в частности, при сравнительно сильно изогнутых в области торца лопатках компрессора.
К тому же отпадают связанные с большими расходами этапы изготовления, как, например, дополнительная ручная обработка. Процесс изготовления сокращается. Далее, отказ от дополнительной ручной обработки приводит к значительно более высокой надежности процесса.
Также можно проще проверить и контролировать точность геометрии уплотнительной фаски согласно изобретению, чем точность геометрии уплотнительных фасок, которые выполнены параллельно стороне всасывания. Это приводит к дальнейшему снижению стоимости изготовления.
Согласно изобретению высота уплотнительной фаски составляет максимально два процента высоты профиля лопатки. До настоящего времени выполненная за одно целое с профилем лопатки уплотнительная фаска из технологических соображений имеет большую высоту.
Расчеты показывают, что вновь выбранная величина уплотнительной фаски на торцевой поверхности не имеет никакого негативного влияния на аэродинамическую производительность профиля лопатки, более того, благодаря более низкой уплотнительной фаске оптимизированная в отношении аэродинамических свойств активная поверхность профиля лопатки увеличивается, что в компрессоре, оснащенном лопатками согласно изобретению, приводит к улучшению аэродинамики, меньшим помехам при протекании в области торца профиля лопатки и в целом - к более высокому коэффициенту полезного действия.
Предпочтительные варианты выполнения приведены в зависимых пунктах формулы изобретения.
В частности, если уплотнительная фаска имеет боковую поверхность на стороне всасывания и боковую поверхность на стороне нагнетания, которые проходят параллельно главной оси, ее можно особенно просто и, таким образом, экономично изготовить. Кроме того, рекомендуется обе боковые поверхности изготовить таким образом, чтобы они проходили параллельно средней линии профиля. Вследствие этого боковые поверхности уплотнительной фаски не сформированы аэродинамически, т.е. не наклонены относительно главной оси, как контур боковых стенок профиля лопатки. Далее, уплотнительная фаска снижает потери в зазоре торца по торцу профиля.
В предпочтительном варианте выполнения боковые поверхности уплотнительной фаски соединены друг с другом посредством изнашиваемой поверхности, которая расположена перпендикулярно радиусу ротора компрессора. Таким образом, между конструктивными частями корпуса и, соответственно, ступицы и лопаткой компрессора может образоваться цилиндрический зазор, который снижает потери в зазоре.
Лопатка компрессора согласно изобретению может использоваться равным образом предпочтительно в качестве рабочей лопатки, так и в качестве направляющей лопатки.
Особенно предпочтителен вариант, при котором, по меньшей мере, одна боковая поверхность уплотнительной фаски соединена с торцевой поверхностью посредством радиуса перехода, величина которого составляет максимально 25 процентов высоты уплотнительной фаски. За счет особенно малого радиуса перехода можно достичь чрезвычайно малой высоты уплотнительной фаски. Изготовление такого радиуса перехода осуществляется экономично вместе с уплотнительной фаской с помощью хвостовой фрезы на трех-координатном фрезерном устройстве. В противоположность этому, прежде сильно изогнутые профили лопаток с уплотнительной фаской, фрезерованной с большим радиусом перехода особенно в средней части между входной кромкой и выходной кромкой имели большую высоту уплотнительной фаски, чем в области входной и выходной кромки, что до настоящего времени приводило к нарушениям потока. Этого выпуклого характера уплотнительной фаски или ее высоты можно избежать с помощью значительно меньших радиусов перехода.
Изобретение поясняется далее более подробно с привлечением чертежей, которые показывают:
Фиг.1 - продольный частичный разрез газовой турбины с компрессором;
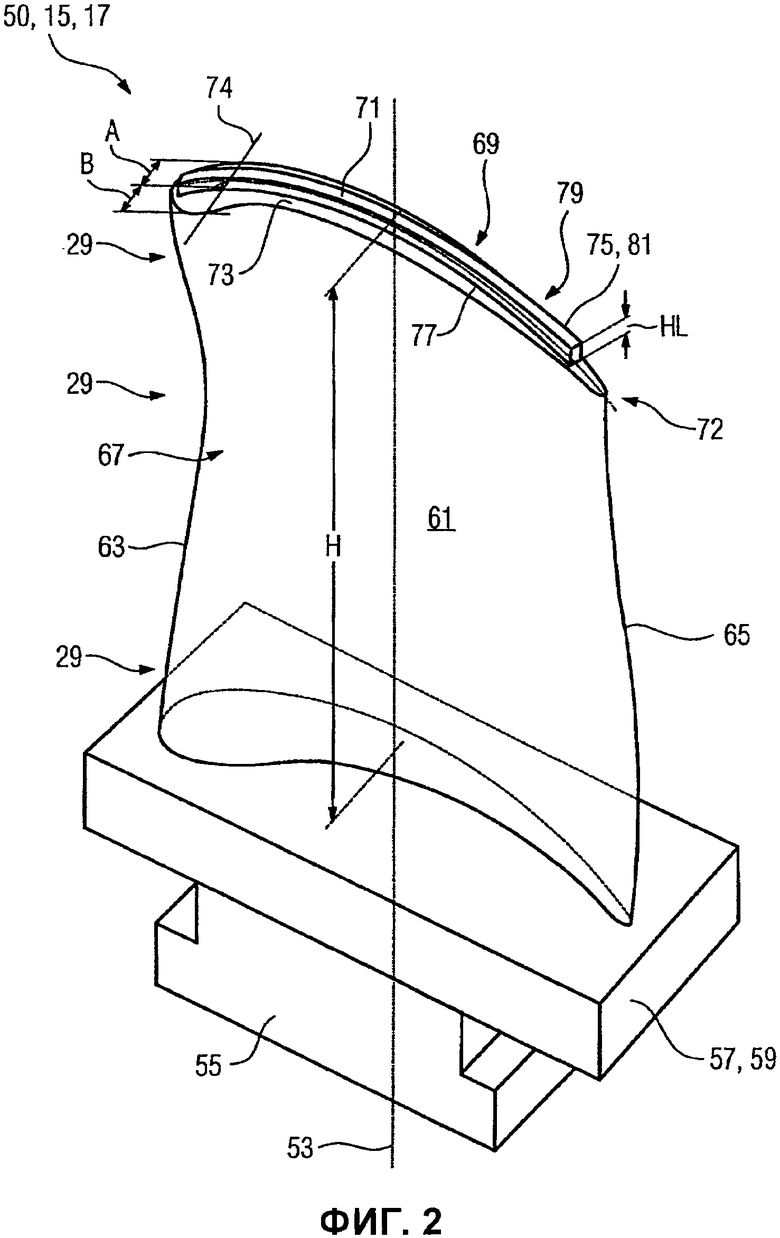
Фиг.2 - лопатку компрессора согласно изобретению в перспективном изображении и
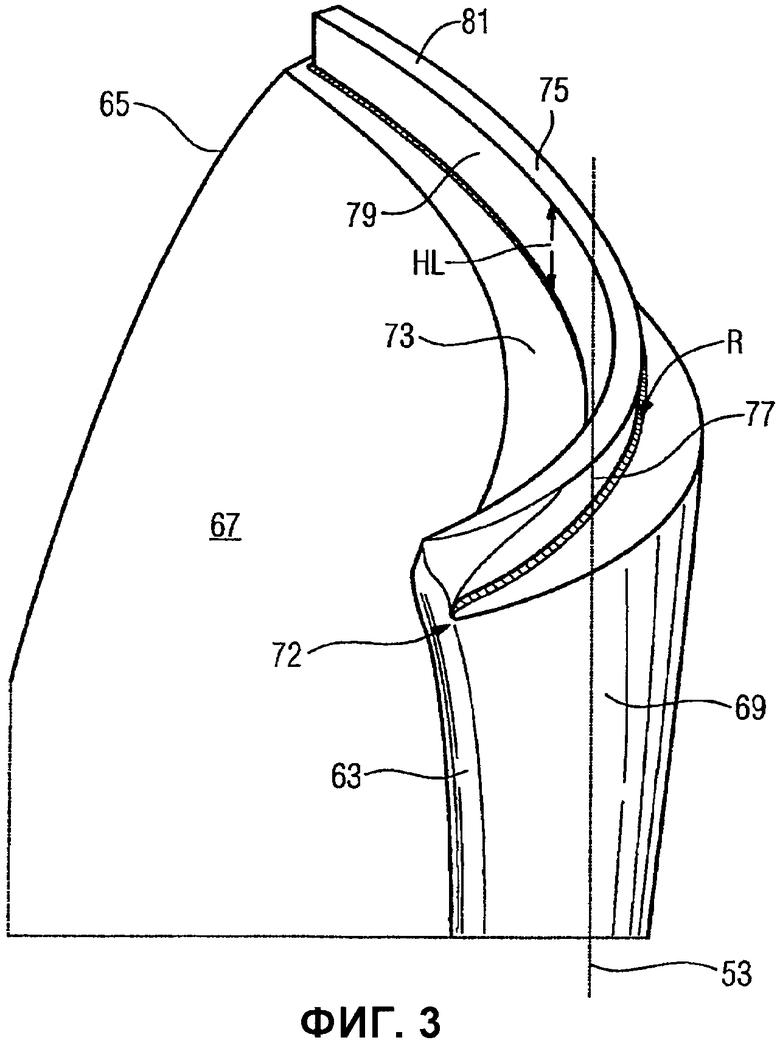
Фиг.3 - детализированный вид изнашиваемой поверхности лопатки компрессора.
Компрессоры и газовые турбины, а также принципы их действия общеизвестны. В этой связи фиг.1 показывает газовую турбину 1 с расположенным с возможностью вращения вокруг оси 3 ротором 5.
Вдоль оси 3 вращения газовая турбина 1 имеет камеру 7 всасывания, компрессор 9, выполненную в виде тора кольцевую камеру 11 сгорания и турбинную установку 13.
Как в компрессоре 9, так и в турбинной установке 13 направляющие лопатки 15 и рабочие лопатки 17 расположены в соответствующих венцах. В компрессоре 9 за венцом 19 рабочих лопаток следует венец 21 направляющих лопаток. Рабочие лопатки 17 при этом закреплены на роторе 5 с помощью диска 23 ротора, тогда как направляющие лопатки 15 неподвижно смонтированы на корпусе 25.
Точно также в турбинной установке 13 расположены венцы 21 из направляющих лопаток 15, за которыми соответственно в направлении протекающей среды следует венец из рабочих лопаток 17.
Соответствующие профили направляющих лопаток 15 и рабочих лопаток 17 проходят при этом в виде лучей в имеющем форму кольца канале 27.
При работе газовой турбины 1 воздух подсасывается через камеру 7 всасывания и сжимается компрессором 9. На выходе 31 из компрессора 9 сжатый воздух направляется к горелкам 33, которые, располагаясь на кольце, предусмотрены в кольцевой камере 11 сгорания. В горелках сжатый воздух 29 смешивается с топливом 35, и эта смесь сжигается в кольцевой камере 11 сгорания с образованием горячего газа 37. Затем горячий газ 37 через канал 27 турбинной установки 13 протекает мимо направляющих лопаток 15 и рабочих лопаток 17. При этом горячий газ 37 расширяется у рабочих лопаток 17 турбинной установки 13, производя работу. За счет этого ротор 5 газовой турбины 1 приводится во вращательное движение, которое используется для привода компрессора и привода не показанной рабочей машины.
Фиг.2 показывает лопатку 50 компрессора в перспективном изображении. Лопатка 50 компрессора вдоль главной оси 53 имеет хвостовик 55 лопатки, область 57 платформы с платформой 59 и профиль 61 лопатки. Профиль 61 лопатки при работе компрессора 9 омывается воздухом 29, который набегает на входную кромку 63 и стекает с выходной кромки 65. Профиль 61 лопатки образован стенкой 67 со стороны нагнетания и стенкой 69 со стороны всасывания и имеет проходящую в направлении главной оси 53 высоту H.
От входной кромки 63 к выходной кромке 65 проходит средняя линия 71 профиля, к которой в любом месте ее протяженности может быть восстановлен перпендикуляр 74, который пересекает как стенку 69 со стороны всасывания, так и стенку 67 со стороны нагнетания. При этом соответственно первое расстояние A между точками пересечения перпендикуляров 74 со средней линией 71 профиля и стенки 67 со стороны нагнетания с перпендикулярами 74 идентично второму расстоянию B, которое имеется между точками пересечения средней линии 71 профиля с перпендикулярами 74 и стенки 69 со стороны всасывания с перпендикулярами 74.
Далее, профиль 61 лопатки на своем обращенном от платформы торце 72 профиля имеет торцевую поверхность 73, на которой расположена уплотнительная фаска 75. Уплотнительная фаска 75 является более узкой, чем профиль 61 лопатки, проходит от входной кромки 63 к выходной кромке 65 вдоль средней линии 71 профиля, т.е. в промежутке между контурами стенки 69 со стороны всасывания и стенки 67 со стороны нагнетания.
Уплотнительная фаска 75, также называемая изнашиваемой кромкой, имеет обращенную к стенке 67 со стороны нагнетания первую боковую поверхность 77 и обращенную к стенке 69 со стороны всасывания вторую боковую поверхность 79.
Изогнутые боковые поверхности 77, 79 уплотнительной фаски 75 проходят параллельно главной оси 53, а также параллельно средней линии 71 профиля, тогда как, стенка 69 со стороны всасывания профиля 61 лопатки, как и стенка 67 со стороны нагнетания профиля 61 лопатки из аэродинамических соображений наклонены, т.е. проходят под углом к главной оси 53. По сравнению с лопаткой из уровня техники можно благодаря этому достичь более простого изготовления уплотнительной фаски 75.
Кроме того, боковые поверхности 77, 79 уплотнительной фаски 75 соединены друг с другом посредством изнашиваемой поверхности 81, которая расположена перпендикулярно радиусу ротора 5 компрессора 9.
Уплотнительная фаска 75 имеет направленную параллельно главной оси 53 высоту HL, которая измеряется между торцевой поверхностью 73 профиля лопатки и изнашиваемой поверхностью 81 и является частью высоты H профиля лопатки.
Фиг.3 показывает детализированный вид изнашиваемой кромки согласно изобретению. При этом ясно видно, что уплотнительная фаска 75 проходит посередине между стенкой 69 со стороны всасывания и стенкой 67 со стороны нагнетания от входной кромки 63 к выходной кромке 65, с направленными параллельно главной оси 53 и средней линии 71 профиля боковыми поверхностями 77, 79.
Боковые поверхности 77, 79 переходят через радиус R перехода в торцевую поверхность 73, причем радиус R перехода составляет предпочтительно максимально 25 процентов высоты HL уплотнительной фаски. Благодаря этому можно изготовить особенно низкую уплотнительную фаску, высота HL которой составляет максимально 2 процента высоты H листа лопатки.
Благодаря новой геометрии и положению уплотнительной фаски 75 отпадают сопряженные с дефектами и связанные с повышенными затратами этапы изготовления. Благодаря этому можно снизить как затраты на изготовление, так и долю отбраковок изготовленных лопаток 50 компрессора. Ухудшения потерь в зазоре торца через радиальный зазор между лопаткой 50 компрессора и внутренним корпусом при этом не происходит, равно, как и потерь потока за счет незначительно уменьшенной, максимально возможной аэродинамически активной поверхности профиля.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛОПАТКА ДЛЯ ГАЗОВОЙ ТУРБИНЫ, ПРИМЕНЕНИЕ ЛОПАТКИ ТУРБИНЫ, А ТАКЖЕ СПОСОБ ОХЛАЖДЕНИЯ ЛОПАТКИ ТУРБИНЫ | 2005 |
|
RU2393356C2 |
| РОТАЦИОННО-ПЛАСТИНЧАТЫЙ КОМПРЕССОР | 2000 |
|
RU2202713C2 |
| КОМПРЕССОРНАЯ РАБОЧАЯ ЛОПАТКА ДЛЯ ОСЕВОГО КОМПРЕССОРА | 2010 |
|
RU2534190C2 |
| РАБОЧАЯ ЛОПАТКА КОМПРЕССОРА И КОМПРЕССОР С ТАКОЙ РАБОЧЕЙ ЛОПАТКОЙ | 2014 |
|
RU2672204C2 |
| ТУРБИННАЯ ЛОПАТКА И ГАЗОВАЯ ТУРБИНА С ТАКОЙ ЛОПАТКОЙ | 2005 |
|
RU2333364C2 |
| ЛОПАТКА ТУРБИНЫ С ОПТИМИЗИРОВАННЫМ ОХЛАЖДЕНИЕМ | 2015 |
|
RU2697211C2 |
| КОРПУС КОМПРЕССОРА (ВАРИАНТЫ) И ЛОПАТКА РАБОЧЕГО КОЛЕСА КОМПРЕССОРА | 2001 |
|
RU2247867C2 |
| ТУРБИННАЯ ЛОПАТКА И ГАЗОВАЯ ТУРБИНА С ТАКОЙ ТУРБИННОЙ ЛОПАТКОЙ | 2005 |
|
RU2332575C2 |
| ЛОПАТКА ГАЗОВОЙ ТУРБИНЫ | 2005 |
|
RU2425982C2 |
| ВАЛИДАЦИЯ УЗЛА УПЛОТНЕНИЯ ПОЛКИ ЛОПАТКИ ТУРБИНЫ | 2015 |
|
RU2626046C1 |
Изобретение относится к лопатке (50) компрессора (9), которая вдоль главной оси (53) имеет хвостовик (55) лопатки, область (59) платформы и примыкающий к ней профиль (61) лопатки с торцом профиля, причем профиль (61) лопатки образован выпуклой стенкой (69) со стороны всасывания и противоположной стенке (69) со стороны всасывания вогнутой стенкой (67) со стороны нагнетания, причем эти поверхности по отношению к среде потока проходят от входной кромки (63) к выходной кромке (65), и между ними посередине проходит средняя линия (71) профиля, причем на торце (72) профиля расположена проходящая поперек главной оси (53) торцевая поверхность (73), на которой, по меньшей мере, частично, проходит уплотнительная фаска (75) от входной кромки (63) к выходной кромке (65), и профиль (61) лопатки, включая уплотнительную фаску (74), имеет проходящую в направлении главной оси (53) высоту (Н) профиля лопатки. Для того чтобы получить экономичную и аэродинамически усовершенствованную лопатку компрессора с модифицированной уплотнительной фаской, уплотнительное действие которой является неизменным, предлагается, чтобы высота (HL) уплотнительной фаски (74) была меньше 2% от высоты (Н) профиля (61) лопатки.3 н. и 6 з.п.ф-лы, 3 ил.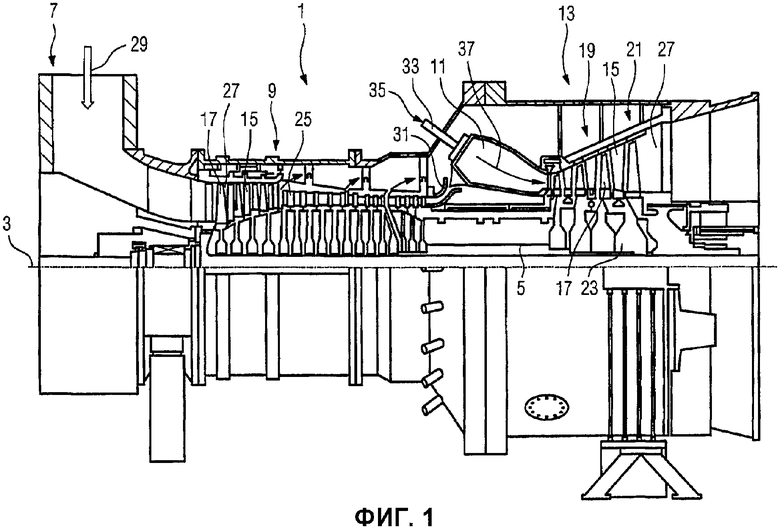
| УСТРОЙСТВО КРЕПЛЕНИЯ ЛОПАТКИ ГАЗОВОЙ ТУРБИНЫ | 1995 |
|
RU2160367C2 |
| Устройство для извлечения податливой крепи | 1980 |
|
SU926312A1 |
| 1972 |
|
SU418618A1 | |
| Рабочее колесо осевого компрессора | 1986 |
|
SU1370320A1 |
| Передача с промежуточными звеньями | 1985 |
|
SU1335757A1 |
| ЭНЕРГОЭФФЕКТИВНОЕ ОТАПЛИВАЕМОЕ ЗДАНИЕ С ТЕПЛИЦЕЙ | 2015 |
|
RU2606891C1 |

