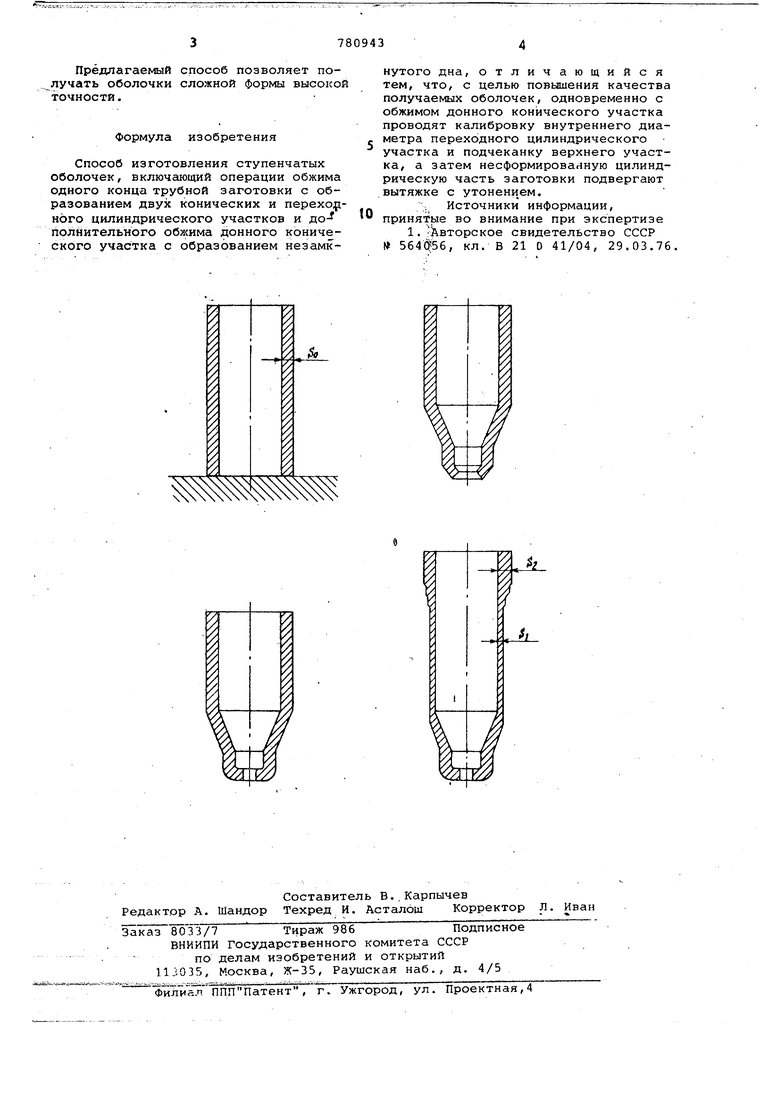
Изобретение относится к обработке металлов давлением, а именно к технологии получения оболочек сложной формы. Известен способ изготовления ступенчатых оболочек, включающий операции обжима одного конца трубной заго товки с образованием двух конических и переходного цилиндрического участков и дополнительного обжима донного конического участка с образованием незамкнутого . Недостатком известного способа яв ляется невысокая . точность получаемых изделий и необходимость проведе ния дополнительной механической обра ботки для снятия слоя окисленного ме талла при нагреве. Цель изобретения .- повышение качестна получаемых оболочек. Указанная цель достигается тем,чт одновременно с обжимом донного конического участка проводят калибровку внутреннего диаметра переходного цилиндрического участка и подчеканку верхнего конического участка,а затем несформированную цилиндрическую част заготовки подвергают вытяжке с утонением. На чертеже схематично показаны стадии изготовления оболочки. На первой стадии трубную заготовку деформируют по схеме радиального растяжения и осевого сжатия, на второй производят обжим части заготовки с образованием двух конических и переходного цилиндрического участков, на третьей - калибруют раздачей переходную цилиндричзскую часть ко внутреннему диаметру, подчеканивают верхний конический участок дна, на четвертой - проиэйодят вытяжкус утонением стенки несформированной цилиндрической части заготовки. Предлагаемый способ опробован при изготовлении оболочек из стали марки 10 ГОСТ 1050-74, Операции обжима с последующей подчеканкой конуса, раздачей переходного, цилиндрического участка и дополнительным обжимом нижнего конического участка обеспечивают точность геометрических параметров по четвертому классу. Чистота поверхности после вытяжки, с утонением соответствует /v V 2, 5-1, 25 ГОСТ 2.309-73.
Предлагаемый способ позволяет по лучать оболочки сложной формы высокой
ТОЧНОСТИ.
Формула изобретения
Способ изготовления ступенчатых оболочек, включающий операции обжима одного конца трубной заготовки с образованием двух конических и nepexo tного цилиндрического участков и дополнительного обжима донного конического участка с образованием незамкнутого дна, отличающийся тем, что, с целью повышения качества получаемых оболочек, одновременно с обжимом донного конического участка проводят калибровку внутреннего диаметра переходного цилиндрического участка и подчеканку верхнего участка, а затем несформированную цилиндрическую часть заготовки подвергают .вытяжке с утонени ем.
. Источники информации, принятые во внимание при экспертизе
1. вторское свидетельство СССР ( 564С|56, кл. В 21 О 41/04, 29.03.76.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления стальной осесимметричной сварной конструкции | 2016 |
|
RU2626116C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КОРПУСОВ ПЕРЕМЕННОГО СЕЧЕНИЯ | 2011 |
|
RU2461436C1 |
| Способ изготовления осесимметричных тонкостенных корпусов сосудов с переменной толщиной стенки | 2018 |
|
RU2695100C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1997 |
|
RU2115524C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1996 |
|
RU2100161C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2446908C2 |
| Способ изготовления цилиндрических ступенчатых деталей | 1987 |
|
SU1505633A1 |
| Способ и устройство для получения оболочки с переменной толщиной стенки по высоте | 2019 |
|
RU2707456C1 |
| Способ изготовления осесимметричных деталей сложного профиля | 2019 |
|
RU2722939C1 |
| Способ изготовления баллонов высокого давления | 2018 |
|
RU2699701C1 |
