Изобретение относится к области производства металлоконструкций, в частности к производству спецавтомобилей.
Известны способы изготовления каркасных конструкций из профилей, свариваемых между собой. Но этот способ весьма трудоемок, так как все составные части каркасной конструкции являются отдельными элементами, требующими специальной оснастки для сборки в узлы с последующей сваркой.
Техническим результатом изобретения является сокращение трудоемкости, расхода материала и рабочих ресурсов.
Это достигается тем, что в способе изготовления малогабаритных каркасных конструкций, включающем резку заготовок из прокатного металла, сборку из деталей на приспособлениях с последующим соединением их сваркой, каркасная конструкция вырезается на лазерной установке из листа металла в виде плоской развертки, где линии гибов определяются двумя радиусными вырезами, выполненными радиусом R и дополнительными овальными отверстиями с радиусами R, количество которых определяется расстоянием между радиусными вырезами и толщиной листа развертки, причем оси радиусных и овальных отверстий совпадают с линиями гибов, по которым проводится сгибание развертки и превращение ее в объемную конструкцию, а образовавшиеся углы провариваются изнутри, при этом радиус отверстий и вырезов зависит от толщины листового материала развертки и имеет величину R≥S.
Сущность технического решения поясняется чертежами, на примере изготовления рамки монитора:
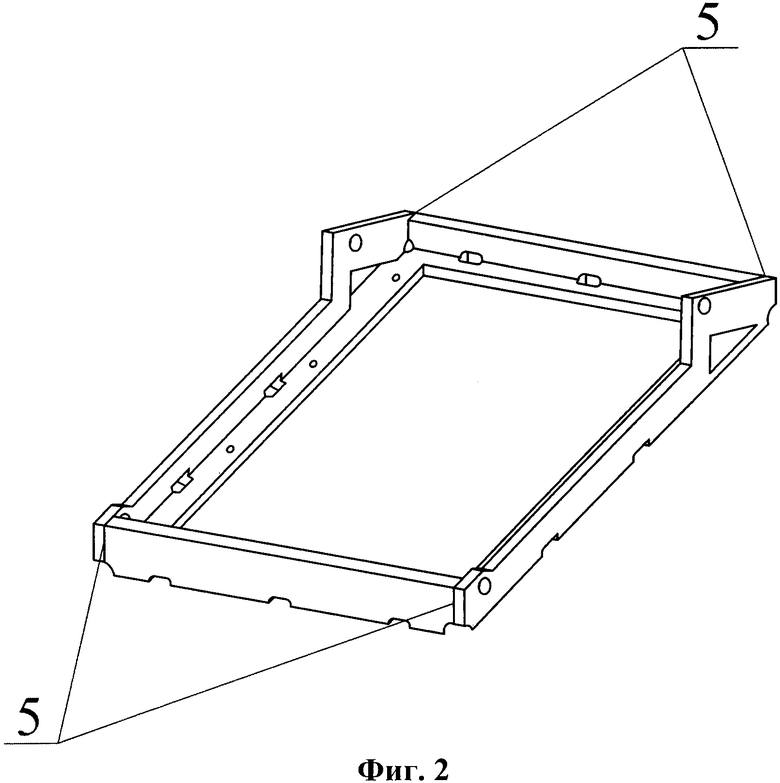
на фиг.1 - рамка монитора в виде развертки;
на фиг.2 - рамка монитора в объемном виде (общий вид).
Способ изготовления каркасных конструкций заключается в том, что конструкция изначально вырезается на лазерной резке из листа металла в виде плоской развертки 1, на которой по концам линий гиба 2 выполнены вырезы 3 с радиусом R, оси которых совпадают с линиями гибов, а по линиям гибов в зависимости от толщины металла выполняются овальные отверстия 4 с радиусом R, количество которых зависит от длины линий гибов (см. Фиг.1). Затем проводят гибку развертки для получения объемной конструкции, полученные углы 5 завариваются изнутри (Фиг.2).
Данный способ пригоден для использования как в единичном, так и в серийном производстве, доступен для реализации в обычных цеховых условиях, не требует разметки и массовой сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УСИЛЕНИЯ ПЕТЕЛЬ ДВЕРИ ПРИ БРОНИРОВАНИИ АВТОМОБИЛЯ | 2007 |
|
RU2348540C2 |
| Способ изготовления гнутого по дуге изделия П-образного профиля | 2024 |
|
RU2829358C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СКЛАДЧАТОЙ КОНСТРУКЦИИ | 2003 |
|
RU2238845C1 |
| Способ изготовления сварной панельной конструкции | 1990 |
|
SU1724509A1 |
| СПОСОБ СОЕДИНЕНИЯ ЖЕРДЕЙ В КАРКАС СКЛАДНОЙ ТЕПЛИЦЫ, КАРКАС СКЛАДНОЙ ТЕПЛИЦЫ И СОСТАВЛЯЮЩИЙ ЭЛЕМЕНТ КАРКАСА. | 1996 |
|
RU2132605C1 |
| КОМПЛЕКТ УНИВЕРСАЛЬНО-МОДЕЛЬНЫХ СМЕННЫХ ПОЧВООБРАБАТЫВАЮЩИХ ОРУДИЙ, СТОЕЧНОКОРПУСНЫХ МИКРОВИБРАЦИОННЫХ ПРИВОДОВ С ПРУЖИННОЙ ЗАЩИТОЙ И РАБОЧИХ ЧАСТЕЙ "ВИКОСТ" | 2012 |
|
RU2513714C2 |
| СПОСОБ ЛАЗЕРНОЙ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2528287C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ КРУПНОГАБАРИТНЫХ КОНСТРУКЦИЙ | 2002 |
|
RU2220805C2 |
| Колесо | 1987 |
|
SU1660996A1 |
| НАПРАВЛЯЮЩИЙ АППАРАТ ОСЕВОГО ГИДРАВЛИЧЕСКОГО НАСОСА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2267655C1 |
Изобретение относится к области производства металлоконструкций, в частности к производству спецавтомобилей. Техническим результатом изобретения является создание технологического способа изготовления каркасных конструкций, позволяющего сократить трудоемкость, расход материала и рабочие ресурсы. Каркасная конструкция вырезается на лазерной установке из листа металла в виде плоской развертки, где линии гибов определяются двумя радиусными вырезами, выполненными радиусом R и дополнительными овальными отверстиями с радиусами R, количество которых определяется расстоянием между радиусными вырезами и толщиной листа развертки, причем оси радиусных и овальных отверстий совпадают с линиями гибов, по которым производится сгибание развертки и превращение ее в объемную конструкцию, а образовавшиеся углы провариваются изнутри, при этом радиус отверстий и вырезов зависит от толщины листового материала развертки и имеет величину R≥S. 2 ил.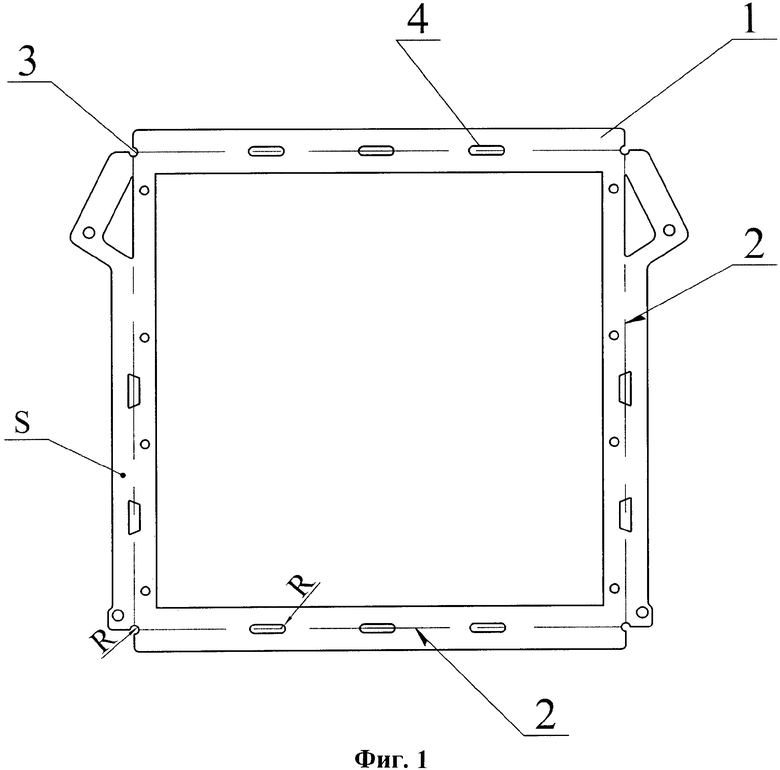
Способ изготовления малогабаритных каркасных конструкций, включающий в себя резку заготовок из прокатного металла, сборку из деталей на специальных приспособлениях с последующим соединением их сваркой, отличающийся тем, что каркасная конструкция вырезается на лазерной установке из листа металла в виде плоской развертки, где линии гибов определяются двумя радиусными вырезами, выполненными радиусом R и дополнительными овальными отверстиями с радиусами R, количество которых определяется расстоянием между радиусными вырезами и толщиной листа развертки, причем оси радиусных и овальных отверстий совпадают с линиями гибов, по которым производится сгибание развертки и превращение ее в объемную конструкцию, а образовавшиеся углы провариваются изнутри, при этом радиус отверстий и вырезов зависит от толщины листового материала развертки и имеет величину R≥S.
| US 5635086 A, 03.06.1997 | |||
| АВТОМАТИЗИРОВАННЫЙ УЧАСТОК РЕЗКИ И СВАРКИ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 2001 |
|
RU2208506C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕНТА | 1997 |
|
RU2192327C2 |
| ПРОИЗВОДНЫЕ ПИРИДИН-3-КАРБОКСАМИДА В КАЧЕСТВЕ ОБРАТНЫХ АГОНИСТОВ СВ1 | 2006 |
|
RU2404164C2 |

