Изобретение относится к области производства различных материалов в обжиговых вращающихся печах, имеющих более двух опорных узлов, и может быть использовано в цементной, химической и металлургической отраслях промышленности без остановки технологического процесса производства продукции.
Во всех отраслях промышленности при установке новой обжиговой печи или ремонте необходимо располагать ее корпус, несущие и опорные узлы так, чтобы фактическая ось вращения печи была прямолинейна и совпадала с теоретической осью вращения.
В эксплуатации проводят проверку положения оси вращения обжиговой печи методом Оргпроектцемента (Дроздов Е.И. Эксплуатация, ремонт и испытание оборудования предприятий строительных материалов, изделий и конструкций: Учебник для вузов. - М.: Высш. школа, 1970. - см. 231 с.).
Проверку прямолинейности геометрической оси вращения обжиговой печи проводят, когда в печи установлена футеровка и печь находится в нерабочем состоянии.
Недостатком указанного метода является то, что при высыхании футеровки и разогреве вращающейся обжиговой печи происходит ее деформация в связи с тем, что она имеет длину до 220 м, диаметр до 8 м, толщину корпуса до 80 мм, а внутри печи по ее длине температура различна и колеблется от 200°С до 1400°С.
Наиболее близким техническим решением является способ повышения точности регулировки прямолинейности оси вращения печи (А.С. SU 1560962. Способ выпрямления оси вращения печи. F27B 7/22, 1990).
Однако известный способ имеет следующие недостатки. Регулировку положения оси можно проводить только на неработающей печи, в данном способе не учтены деформации роликов и опирающихся на них бандажей, параллельность оси вращения роликов и прилегание к ним бандажей по поверхности катания, не учтены круглость и диаметры роликов и бандажей в связи с их изменениями в процессе эксплуатации, а так же расположение осей вращения роликов, которое должно быть в одной плоскости, параллельной оси вращения печи. Бандаж, опираясь на ролики, кроме деформации металла и расширения от температуры, имеет деформацию по горизонтальному и вертикальному диаметрам от гравитационных сил. Не учтено, что после розжига печи она заполнена обрабатываемым материалом, масса которого влияет на деформации корпуса, бандажей и опорных роликов, и не учтены температурные изменения по длине печи.
Изобретение направлено на обеспечение точности установки обжиговой печи относительно ее теоретической оси вращения без остановки технологического процесса производства продукции, что приводит к увеличению срока эксплуатации печей, футеровки и опор.
Это достигается тем, что в способе обеспечения точности установки обжиговой печи относительно теоретической оси вращения, включающем изменение положения роликов роликоопоры, согласно предлагаемому решению ролики устанавливают так, чтобы оси их вращения были параллельны между собой в вертикальной и горизонтальной плоскостях теоретической оси вращения печи, а середина роликовой опоры находилась в вертикальной плоскости теоретической оси печи, далее устанавливают центры осей вращения роликов в одной горизонтальной плоскости, между роликами устанавливают приставной токарный станок так, чтобы его обрабатывающий элемент при продольной подаче двигался параллельно теоретической оси вращения печи, а при повороте его - в горизонтальной плоскости, определяют форму роликов по их длине, производят обработку указанным станком поверхностей катания роликов для придания им цилиндрической формы с одинаковым диаметром по всем замеряемым сечениям, далее при помощи приставного токарного станка обрабатывают поверхности катания бандажа до обеспечения непрерывной линии контакта с роликами, после этого расчетом определяют фактический радиус бандажа, его теоретический радиус, далее, определяя положения теоретической и фактической осей печи относительно горизонтальной плоскости, в которой находятся центры вращения роликов, совмещают оси изменением расстояния между роликами в горизонтальной плоскости, далее повторяют операции на последующих опорах до совпадения оси вращения печи с теоретической осью печи.
На чертеже представлен разрез обжиговой печи по одной из опор с приставным токарным станком, где 1 - роликовая опора, 2 - бандаж, 3 - корпус печи, 4 - футеровка, 5 - приставной токарный станок, 6 - обрабатывающий элемент станка 5, От и Оф - соответственно теоретический и фактический центры вращения печи, hт и hф соответственно теоретическое и фактическое расстояния от центра вращения печи до горизонтальной плоскости, проходящей через оси вращения роликов, Rт и Rф - теоретический и фактический радиусы бандажа.
Предлагаемый способ обеспечения точности установки обжиговой печи относительно теоретической оси вращения реализован следующим образом. На роликовую опору 1 установлен бандаж 2 с размещенной внутри его частью корпуса печи 3 и футеровкой 4. Печь вращается от электродвигателя и через бандаж обеспечивает вращение роликов опоры. В начале работы ролики опоры выставляют так, чтобы оси их вращения были параллельны между собой в вертикальной и горизонтальной плоскостях, проходящих через теоретическую ось вращения печи, а середина роликовой опоры находилась бы в вертикальной плоскости теоретической оси печи, это выполняют с помощью визирной трубы ИСЦБ-М-3, используя в качестве базовых первую и последнюю опоры (Дроздов Н.Е. Эксплуатация, ремонт и испытание оборудования строительных материалов [Текст]: учебник для вузов по спец. «Мех. оборуд. предприятий строит. материалов, изделий и конструкций» - М.: Высшая школа, 1979. - см. 223 с.). Далее производят установку роликов так, чтобы центры осей их вращения находились в одной горизонтальной плоскости. После этого устанавливают приставной токарный станок 5, например описанный в А.С. СССР №1266660, под бандажом между роликами так, чтобы обрабатывающий элемент передвигался в вертикальной плоскости, проходящей через теоретическую ось вращения печи и при повороте его - в горизонтальной плоскости и проходящей через центры вращения осей роликов. Конструкция станка позволяет производить такие установки обрабатывающего элемента при неизменном положении станка, в результате обеспечивается точность и параллельность обработанных поверхностей. Следующим этапом производится замер диаметров роликов в нескольких сечениях с целью установления их формы и при наличии разности размеров определяют величины удаляемого металла для придания роликам одинаковых размеров и цилиндричности формы с одинаковым диаметром по всем замеряемым сечениям. После этого этим же станком обрабатывают поверхность катания бандажа до обеспечения непрерывной линии контакта его с роликами. Далее, используя точки контакта бандажа и обрабатывающего элемента по методу «трех точек», определяют фактический радиус бандажа. После этого производят расчеты деформаций от гравитационных сил, изгибающих моментов и температурных влияний и определяют теоретический радиус бандажа, рассчитывают размеры hт и hф (Биргер И.А. Расчет на прочность деталей машин [Текст]: справочник / И.А.Биргер, Б.Ф.Шорр, Г.Б.Иосилевич. - Изд. 3-е, перераб. и доп. - М.: Машиностроение, 1979. - см. 15 с. и 567 с.), т.е. определяют положения теоретической и фактической осей. Совмещают оси изменением расстояния между роликами в горизонтальной плоскости.
В такой последовательности выполняют работы на всех опорах. Если размеры hт и hф отличаются от первой обработанной опоры, то необходимо сдвигать или раздвигать ролики опоры. При сближении роликов расстояние между осями От и Оф уменьшается, а при удалении - увеличивается. Когда проведена обработка всех опор и проведено совмещение геометрической и теоретической осей, печь будет установлена на теоретическую ось вращения.
Предлагаемый способ обработки может быть реализован для вращающихся печей, имеющих более трех опор, любой длины и диаметра на рабочих режимах печи.
Использование предлагаемого способа обеспечения точности установки обжиговой печи относительно теоретической оси вращения по сравнению с существующими имеет следующие преимущества.
1. Установка вращающейся печи на ось производится без остановки технологического процесса производства продукции.
2. Выполнение работ производится на рабочих режимах обжиговой печи, когда она находится в наиболее напряженном состоянии, что позволяет точно выполнить все операции.
3. Производится учет деформаций не только под действием статических, но и динамических нагрузок.
4. Обработка поверхностей касания бандажа и роликов повышает их износостойкость и продолжительность эксплуатации.
5. Применение такого способа позволяет использовать его на печах, имеющих более трех опор, любого диаметра и длины.
6. Увеличивается срок эксплуатации печей, футеровки и опор, а следовательно, увеличивается производительность за счет сокращения количества ремонтов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБЕСПЕЧЕНИЯ ПРЯМОЛИНЕЙНОСТИ ОСИ ВРАЩАЮЩЕЙСЯ ПЕЧИ | 2011 |
|
RU2468322C1 |
| НИЗКОУРОВНЕВЫЙ ТОКАРНЫЙ СТАНОК ПОДВИЖНОГО БАЗИРОВАНИЯ ДЛЯ ВОССТАНОВЛЕНИЯ КОЛЕСНОЙ ПАРЫ | 2021 |
|
RU2759101C1 |
| ПРЕСС-ВАЛКОВЫЙ АГРЕГАТ | 2009 |
|
RU2412763C1 |
| СПОСОБ ДИНАМИЧЕСКОЙ ВЫВЕРКИ ОСИ ВРАЩАЮЩЕЙСЯ ПЕЧИ | 2014 |
|
RU2570136C2 |
| ПРЕСС-ВАЛКОВЫЙ АГРЕГАТ | 2007 |
|
RU2340398C1 |
| Металлорежущий станок для обработки отверстия ступицы железнодорожных колес | 2023 |
|
RU2809883C1 |
| СПОСОБ ОБРАБОТКИ КРУПНОГАБАРИТНЫХ ВАЛОВ БЕЗ ИХ ДЕМОНТАЖА | 2003 |
|
RU2242346C1 |
| Токарный станок для обработки тормозных дисков колесной пары | 1989 |
|
SU1662344A3 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| СПОСОБ И СТАНОК ДЛЯ ОБТОЧКИ КОЛЕСНЫХ ПАР | 2004 |
|
RU2262416C1 |
Изобретение относится к области конструкции обжиговых вращающихся печей. Способ обеспечения точности установки обжиговой печи относительно теоретической оси вращения включает изменение положения роликов роликоопоры. При этом ролики устанавливают так, чтобы оси их вращения были параллельны между собой в вертикальной и горизонтальной плоскостях теоретической оси вращения печи, а середина роликовой опоры находилась в вертикальной плоскости теоретической оси печи. Устанавливают центры осей вращения роликов в одной горизонтальной плоскости. Между роликами устанавливают приставной токарный станок так, чтобы обрабатывающий элемент станка при продольной подаче двигался параллельно теоретической оси вращения печи, а при повороте его - в горизонтальной плоскости определяют форму роликов по их длине. Производят обработку указанным станком поверхностей катания роликов для придания им цилиндрической формы с одинаковым диаметром по всем замеряемым сечениям. Далее, при помощи приставного токарного станка обрабатывают бандаж до обеспечения непрерывной линии контакта с роликами, после этого расчетом определяют фактический радиус бандажа и его теоретический радиус. Повторяют операции на последующих опорах до совпадения оси вращения печи с теоретической осью печи. Технический результат заключается в обеспечении точности установки. 1 ил.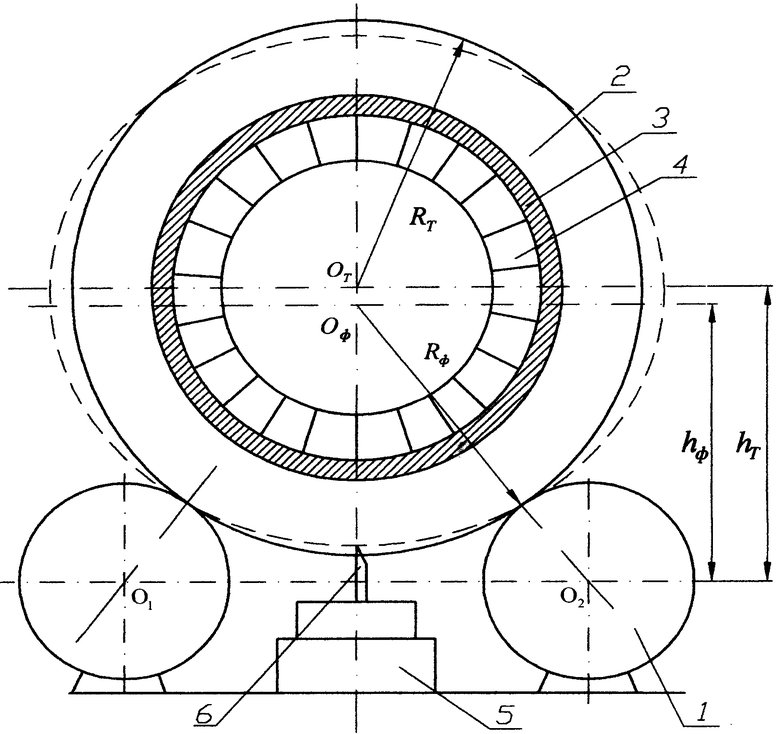
Способ обеспечения точности установки обжиговой печи относительно теоретической оси вращения, включающий изменение положения роликов роликоопоры, отличающийся тем, что ролики устанавливают так, чтобы оси их вращения были параллельны между собой в вертикальной и горизонтальной плоскостях теоретической оси вращения печи, а середина роликовой опоры находилась в вертикальной плоскости теоретической оси печи, далее устанавливают центры осей вращения роликов в одной горизонтальной плоскости, между роликами устанавливают приставной токарный станок так, чтобы обрабатывающий элемент станка при продольной подаче двигался параллельно теоретической оси вращения печи, а при повороте его - в горизонтальной плоскости определяют форму роликов по их длине, производят обработку указанным станком поверхностей катания роликов для придания им цилиндрической формы с одинаковым диаметром по всем замеряемым сечениям, далее при помощи приставного токарного станка обрабатывают бандаж до обеспечения непрерывной линии контакта с роликами, после этого расчетом определяют фактический радиус бандажа и его теоретический радиус, далее, определяя положения теоретической и фактической осей печи относительно горизонтальной плоскости, в которой находятся центры осей вращения роликов, совмещают оси изменением расстояния между роликами в горизонтальной плоскости, повторяют операции на последующих опорах до совпадения оси вращения печи с теоретической осью печи.
| Способ выпрямления оси вращения печи | 1988 |
|
SU1560962A1 |
| Способ получения холода | 1979 |
|
SU1260647A1 |
| Подвеска грузозахватного устройства | 1987 |
|
SU1557066A1 |
| DE 1558071 A, 27.03.1970. | |||

