Изобретение относится к обработке резанием неметаллических материалов, а именно к разрезке полупроводниковых пластин, и может быть использовано в электронной промышленности.
Известно устройство для резки пластин, содержащие корпус с двумя парами взаимно перпендикулярных направляющих, две каретки, установленные с возможность возвратно-поступательных перемещений по направляющим, первая из которых несет шпиндель с режущим инструментом, а вторая - вакуумный стол.
Это устройство обладает сравнительно невысокой производительностью резки. Особенно это сказывается при больших размерах пластин и малых размерах кристаллов, так как на каждом рабочем ходе получается, как правило, только один рез.
Наиболее близким по технической сущности является устройство для резки пластин, содержащее корпус с двумя парами взаимно перпендикулярных направляющих, два шпинделя с режущими инструментами, вакуумный стол, три каретки, одна из которых несет вакуумный стол и установлена на первой паре направляющих, вторая - первый шпиндель и установлена на второй паре направляющих, а третья - второй шпиндель, причем вторая и третья каретки установлены с возможностью взаимной фиксации друг относительно друга и как совместного, так и раздельного перемещения.
В этом устройстве в связи с несоосным расположением шпинделей для осуществления каждого хода резания каретке, несущей вакуумный стол, необходимо делать рабочий ход больше размера пластины на величину расстояния между осями шпиндеVIOs
СЛ
i
лей, что снижает производительность резки. Это особенно сказывается при больших размерах пластин и малых расстояниях между соседними резами, так как увеличенный ход приходится делать на каждом рабочем ходе. Эта же несоосность шпинделей затрудняет осуществлять оптимальную динамику врезания, а именно - разгон при врезании, максимально возможную скорость в середине и торможение в конце рабочего хода каретки, несущей вакуумный стол, так как после окончания врезания инструмента первого шпинделя, необходимо уменьшить скорость каретки для начала врезания инструмента второго шпинделя, а после окончания врезания инструмента второго шпинделя необходимо начать торможение каретки для выхода из реза инструмента первого шпинделя. Таким образом, это устройство позволяет осуществлять резку или только на скорости врезания, что приводит к низкой производительности резки, или без разгонно-тормозной оптимальной динамики, что приводит к снижению стойкости инструментов.
Целью изобретения является повышение производительности резки и увеличение стойкости инструментов.
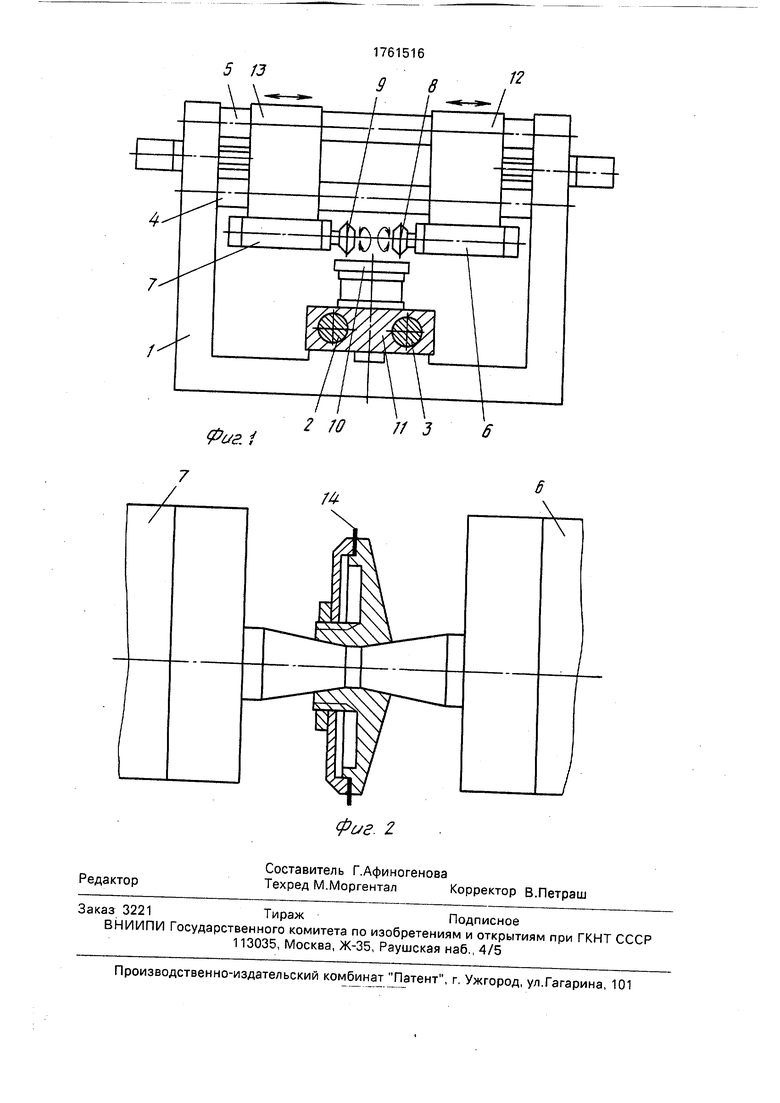
На фиг, 1 приведено устройство для резки пластин; на фиг. 2 - конструкция крепления специального режущего инструмента одновременно на двух шпинделях.
Устройство для резки пластин содержит корпус 1 с двумя парами взаимно перпендикулярных направляющих 2, 3 и 4, 5, два шпинделя 6 и 7 с режущими инструментами 8 и 9, вакуумный стол 10, три каретки 11,12 и 13.
Вакуумный стол 10 выполнен универсальным и предназначен для крепления всех пластин, вписывающихся своим размером в контур его поверхности. Вакуумный стол 10 установлен на каретке 11, которая в свою очередь установлена на первой паре направляющих 2 и 3. Первый шпиндель 6 с закрепленным режущим инструментом 8 установлен на второй каретке 12. Второй шпиндель 7 с закрепленным режущим инструментом 9 установлен на третьей каретке 13.
Каретки 12 и 13 установлены на второй паре направляющих 4 и 5 с возможностью взаимной фиксации друг относительно друга и как совместного, так и раздельного перемещения, причем шпиндели 6 и 7 расположены соосно и обращены своими режущими инструментами 8 и 9 друг к другу, Взаимная фиксация кареток 12 и 13 и возможность их совместного перемещения позволяет закрепить между шпинделями 6
и 7 (фиг. 2) специальный режущий инструмент 14.
Устройство работает следующим образом,
На вакуумном столе 10с помощью вакуума закрепляется полупроводниковая пластина, закрепленная в свою очередь на спутнике с помощью адгезионной пленки (не показаны). Затем каретки 12 и 13, несу0 щие шпиндели 6 и 7, перемещаются по направляющим 4 и 5 до совмещения режущих инструментов 8 и 9, с двумя разделительными дорожками полупроводниковой пластины. То, что оба шпинделя 6 и 7 обращены
5 своими режущими инструментами 8 и 9 друг к другу, позволяет их максимально сблизить и делать резы одновременно обоими инструментами. После совмещения каретка 11. несущая вакуумный стол 10, перемещается
0 по направляющим 2 и 3 в направлении, перпендикулярном направляющим 4 и 5, закрепленным, как и в направляющие 2 и 3, в едином корпусе 1. И в это время режущие инструменты 8 и 9, вращающиеся соответ5 ственно шпинделями 6 и 7, осуществляют на вышеупомянутых разделительных дорожках одновременно два реза. Соосное расположение шпинделей 6 и 7 при осуществлении каждого хода резания позволяет
0 каретке 11, несущей вакуумный стол 10. делать рабочий ход, равный размеру полупроводниковой пластины.
По окончании первого рабочего хода каретки 12 и 13 снова переместятся по направ5 ляющим 4 и 5 до совмещения режущих инструментов 8 и 9 с двумя другими разделительными дорожками полупроводниковой пластины и цикл резания повторится. Причем при перемещении по направляю0 щим 4 и 5 каретки 12 и 13 могут двигаться как в разные стороны, т.е. перемещаться раздельно, так и в одну, т.е. перемещаться совместно, сохраняя первоначальный интервал, как бы зафиксированные друг отно5 сительно друга. Это позволяет для каждогс конкретного случая выбрать наиболее оптимальный из двух способов перемещения кареток.
При первом способе каретки 12 и 13 Е
0 начале процесса резки сближаются до совмещения режущих инструментов 8 и 9 с двумя раздельными дорожками, располо женными в центре полупроводниковой пла стины. После осуществления первогс
5 рабочего хода резания, каретки 12 и 13 рас ходятся в разные стороны от центра полу проводниковой пластины до совмещения режущих инструментов 8 и 9 с двумя следу ющими ближайшими разделительными до рожками, где осуществляется второй
рабочий ход резания. И так продолжается до тех пор, пока резы не будут произведены на последних разделительных дорожках, расположенных на противоположных краях полупроводниковой пластины.
При втором способе каретки 12 и 13 в начале процесса резки сближаются до минимально возможного расстояния между режущими инструментами 8 и 9. кратного расстоянию между ближайшими разделительными дорожками полупроводниковой пластины. Затем обе каретки 12 и 13 одновременно с одинаковой скоростью перемещаются до совмещения режущих инструментов 8 и 9 с двумя разделительными дорожками, расположенными на краю полупроводниковой пластины. После осуществления первого рабочего хода резания каретки 12 и 13 одновременно, с одинаковой скоростью перемещаются до совмещения режущих инструментов 8 и 9 с двумя следующими ближайшими разделительными дорожками, где осуществляется второй рабочий ход резания. И так продолжается до тех пор, пока резы не будут произведены на другом, противоположном краю полупроводниковой пластины.
При резке твердых материалов устройство работает следующим образом. Каретки 12 и 13 (фиг. 1), несущие соосно расположенные шпиндели 6 и 7. сближаются до закрепления между шпинделями специального режущего инструмента 14 (фиг. 2), фиксируются друг относительно друга и совместно перемещаются в одном направлении с одинаковой скоростью. При этом оба шпинделя 6 и 7 вращают специальный режущий инструмент 14 синхронно в одном направлении
0
5
0
5
0
5
0
с увеличенной мощностью, подводимой одновременно от обоих шпинделей.
Все остальные операции резки производятся аналогично описанным выше при втором способе перемещения кареток 12 и 13.
Использование изобретения позволит повысить производительность резки, например, полупроводниковых пластин диаметром 100 мм на кристаллы размерами 2x2 мм примерно в 1,5 раза, Испытания показали, что резание с оптимальной динамикой, а именно разгон при врезании инструмента в пластину и торможение при выходе из нее, уменьшает нагрузки на инструмент и в итоге увеличивает его стойкость примерно в 1,25 раза. Кроме того, изобретение позволяет при резании специальным режущим инструментом подводить к нему одновременно от обоих шпинделей мощность, примерно в 1,5 раза большую мощности каждого из шпинделей в отдельности.
Формула изобретения
Устройство для резки пластин, включающее корпус с взаимно перпендикулярными направляющими, установленную на одних из направляющих каретку с вакуумным столом для крепления пластины и две шпиндельные каретки со шпинделями режущих инструментов, при этом одна из шпиндельных кареток установлена на направляющих, перпендикулярных к первым, отличающееся тем, что, с целью повышения производительности резки и увеличения стойкости инструмента, вторая шпиндельная каретка установлена на тех же направляющих, что и первая, при этом оба шпинделя установлены соосно и обращены режущими инструментами друг к другу.
5 13
Риг 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки пластин | 1986 |
|
SU1359139A1 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ ПЛАСТИН ИЗ ПОЛУПРОВОДНИКОВЫХ МАТЕРИАЛОВ В КООРДИНАТНОЙ СИСТЕМЕ ОТСЧЕТА УСТАНОВКИ ДЛЯ АБРАЗИВНОЙ РЕЗКИ ПЛАСТИН НА "ЧИП"Ы | 2002 |
|
RU2220474C1 |
| Устройство для резки пластин полупроводниковых материалов | 1981 |
|
SU952619A1 |
| Способ разделения пластин на кристаллы двухдисковым инструментом | 1990 |
|
SU1747285A1 |
| Станок для прецизионной резки заготовок | 1975 |
|
SU636094A1 |
| Устройство для управления длиной продольного хода стола шлифовального станка | 1982 |
|
SU1058757A1 |
| ЛЕТУЧАЯ ПИЛА ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 1997 |
|
RU2167747C2 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Устройство для резки пластин полупроводниковых материалов | 1989 |
|
SU1712163A1 |
| УСТАНОВКА ДЛЯ НАРЕЗАНИЯ ХЛЕБНОЙ СОЛОМКИ | 2002 |
|
RU2230655C2 |
Использование: в области обработки резанием неметаллических материалов, а именно, при разрезке полупроводниковых пластин, Сущность изобретения: устройство для резки пластин содержит корпус с двумя парами взаимно перпендикулярных направляющих, два шпинделя с режущими инструментами, вакуумный стол, три каретки. Вакуумный стол установлен на каретке, которая в свою очередь установлена на первой паре направляющих. Первый шпиндель с закрепленным режущим инструментом установлен на второй каретке. Второй шпиндель с закрепленным режущим инструментом установлен на третьей каретке, Каретки установлены на второй паре направляющих с возможностью взаимной фиксации относительно друг друга и как совместного, так и раздельного перемещения, причем шпиндели расположены соосно и обращены своими режущими инструментами друг к другу. 2 ил. Ё
| Устройство для резки пластин | 1986 |
|
SU1359139A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Патент США №4688540, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
