Изобретение относится к области металлургии, а именно к изготовлению металлических порошков газофазным методом и нанесению покрытий из металлических порошков на различные поверхности.
Известен испаритель для металлов, включающий резистивный нагреватель, кольцевую испарительную камеру с паропроводом и с расположенными в ней кольцевыми емкостями для металлического расплава с переливными окнами, форсуночный узел, расположенный в паропроводе испарительной камеры, канал для подачи расплава в испарительную камеру (см. RU 2219283, В22F 9/12, 2003).
Недостатком известного испарителя является повышенный расход электроэнергии из-за низкой теплопередачи между узлами испарителя и низкое качество получаемого порошка и/или покрытия из-за наличия крупных частиц, а также низкая технологичность изготовления из-за сложности конструкции испарителя.
Задачей патентуемого изобретения является создание энергосберегающего испарителя, простого в эксплуатации и позволяющего получать более качественный металлический порошок и/или покрытие.
Техническим результатом изобретения является снижение потерь электроэнергии из-за уменьшения рассеивания тепла в окружающую среду и лучшей теплопередачи между узлами испарителя, т.к. уменьшено количество соединений деталей, а также исключение охлаждения пара форсуночным узлом и тем самым предотвращение конденсации пара в форсуночном узле и его засорения продуктами конденсации.
Указанные задача и технический результат достигаются испарителем для металлов, включающим резистивный нагреватель, кольцевую испарительную камеру с паропроводом и с расположенными в ней кольцевыми емкостями для металлического расплава с переливными окнами, форсуночный узел, расположенный в паропроводе испарительной камеры, канал для подачи расплава в испарительную камеру, и в котором нагреватель выполнен в виде нагревающего стержня, при этом испаритель снабжен трубчатым элементом, расположенным снаружи нагревающего стержня и коаксиально ему, и кольцевым металлоприемником-плавителем, расположенным коаксиально трубчатому элементу на его верхней части, кольцевая испарительная камера выполнена в нагревающем стержне, а паропровод - в виде осевого канала в верхней части нагревающего стержня и сообщенных с ним и с верхней частью испарительной камеры тангенциальных каналов, причем трубчатый элемент соединен с нагревающим стержнем в зоне размещения форсуночного узла, а канал для подачи расплава сообщен с кольцевым металлоприемником-плавителем и с верхней кольцевой емкостью испарительной камеры.
А также тем, что переливные окна указанных кольцевых емкостей смещены относительно друг друга в поперечной плоскости.
А также тем, что канал для подачи расплава в испарительную камеру образует с верхней кольцевой емкостью гидрозатвор.
А также тем, что указанные кольцевые емкости выполнены в виде кольцевых каналов на внешних стенках нагревающего стержня.
На фиг.1 изображен испаритель (продольный разрез).
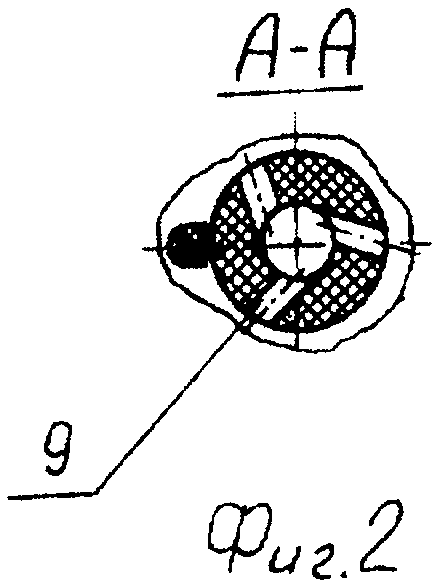
На фиг.2 - разрез по А-А фиг.1.
Испаритель для металлов включает резистивный нагреватель в виде нагревающего стержня 1, в котором выполнена кольцевая испарительная камера 2 с паропроводом 3 и с расположенными в ней кольцевыми емкостями 4 для металлического расплава с переливными окнами 5. В паропроводе 3 испарительной камеры 2 расположен форсуночный узел 6. Коаксиально нагревающему стержню 1 снаружи расположен трубчатый элемент 7, на верхней части которого коаксиально расположен кольцевой металлоприемник-плавитель 8. Паропровод 3 выполнен в верхней части нагревающего стержня 1 в виде осевого канала, сообщенного тангенциальными каналами 9 с верхней частью испарительной камеры 2. Трубчатый элемент 7 соединен с нагревающим стержнем 1 в зоне размещения форсуночного узла 6. Канал 10 для подачи расплава в испарительную камеру 2 сообщен с кольцевым металлоприемником-плавителем 8 и с верхней кольцевой емкостью 4 испарительной камеры 2. Переливные окна 5 указанных кольцевых емкостей 4 смещены относительно друг друга в поперечной плоскости. Канал 10 для подачи расплава в испарительную камеру 2 образует с верхней кольцевой емкостью 4 гидрозатвор 11. Нагревающий стержень 1 и трубчатый элемент 7 подключены к источнику электрического тока (не показан).
Нагреватель работает следующим образом.
Испаритель устанавливается вертикально. Нагревающий стержень 1 и трубчатый элемент 7 подключают к источнику электрического тока. При прохождении электрического тока через нагревающий стержень 1 и трубчатый элемент 7 происходит разогрев всех частей нагревателя испарителя и за счет радиационного теплообмена происходит разогрев металлоприемника-плавителя 8, где происходит плавление и разогрев расплава, поступающего из дозатора металла (не показан) в виде порционных кусков. Разогретый расплав через канал 10 с гидрозатвором 11, исключающим выброс пара в пространство металлоприемника-плавителя 8, поступает в испарительную камеру 2 и заполняет объем верхней кольцевой емкости 4, после заполнения которого расплав через переливное окно 5 стекает и заполняет ниже расположенную кольцевую емкость 4. Таким образом, заполняется весь каскад кольцевых емкостей 4 до момента, когда площадь испарения, образованная зеркалом расплава в заполненных кольцевых емкостях, не будет соответствовать скорости испарения, равной величине подачи металла через дозатор. Образующиеся пары создают избыточное давление в испарительной камере 2, которое выталкивает их через тангенциальные каналы 9 в канал паропровода 3, где происходит отделение за счет центробежных сил крупных частиц в виде брызг, осаждение их на дно паропровода 9 и дальнейшее испарение, а пар, поднимаясь по паропроводу 9 с перегретыми стенками, получает дополнительный нагрев, позволяющий исключить возможность конденсации пара при прохождении форсуночного узла 7 и непосредственно после него, что позволяет стабилизировать процесс и не засорять получаемый порошок крупными включениями, а наносимое покрытие - брызгами и наплывами.
Движение расплава сверху вниз, а пара снизу вверх в испарительной камере реализует принцип противотока, задерживающий в ее объеме примеси, испаряющиеся при повышенной температуре относительно температуры испаряющегося металла, обедняя по этим примесям пары, а следовательно, и конечный продукт, что позволяет рассматривать испаритель как ректификационную колонку, кубовый остаток которой - остатки после исчерпания ресурса работы испарителя.
Таким образом, соединение трубчатого элемента 7 и нагревающего стержня 1 в зоне размещения форсуночного узла 6 приводит к удваиванию плотности тока, протекающего через поперечное сечение испарителя в виду разнонаправленности его прохождения по элементам нагревателя испарителя, и тем самым приводит к перегреву паропровода 9 и форсуночного узла 6, вследствие чего исключается возможность конденсации пара с внешней части форсунки, приводящей к затруднению истечения пара.
Размещение металлоприемника-испарителя 8 на внешней поверхности трубчатого элемента 7 позволяет создать компактную конструкцию испарителя и осуществлять металлоприем как в виде расплава, так и в форме порционных кусков твердого металла, что позволяет отказаться от периферийных плавильных устройств и передаточных летниковых каналов, усложняющих обслуживание и являющихся источником дополнительных примесей в металле. Компактность конструкции испарителя позволяет уменьшить энергопотери на рассеивание тепла и сократить потребление теплоизоляционных материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИСПАРИТЕЛЬ ДЛЯ МЕТАЛЛОВ И СПЛАВОВ | 2008 |
|
RU2382117C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ВЫСОКОДИСПЕРСНОГО МЕТАЛЛИЧЕСКОГО ПОРОШКА И СПОСОБ ЕГО ПОЛУЧЕНИЯ С ИСПОЛЬЗОВАНИЕМ ДАННОГО УСТРОЙСТВА | 2009 |
|
RU2410203C1 |
| СПОСОБ ИСПАРЕНИЯ МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2113942C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ УЛЬТРАДИСПЕРСНЫХ ПОРОШКОВ МЕТАЛЛОВ (ВАРИАНТЫ) И СПОСОБ ИХ ПОЛУЧЕНИЯ (ВАРИАНТЫ) С ИСПОЛЬЗОВАНИЕМ ДАННОГО УСТРОЙСТВА | 2013 |
|
RU2541326C1 |
| ИСПАРИТЕЛЬ ДЛЯ МЕТАЛЛОВ И СПЛАВОВ | 2002 |
|
RU2219283C2 |
| СПОСОБ ПЕРЕРАБОТКИ ЖИДКИХ РАДИОАКТИВНЫХ ОТХОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2486615C1 |
| УСТРОЙСТВО ДЛЯ НАГРЕВА И ПОДАЧИ РАСПЛАВА | 1968 |
|
SU221231A1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПЕРЕРАБОТКИ РАДИОАКТИВНЫХ ОТХОДОВ | 2005 |
|
RU2320038C2 |
| ПРИБОР ДЛЯ УХОДА ЗА КОЖЕЙ | 2007 |
|
RU2361597C2 |
| СПОСОБ ОТВЕРЖДЕНИЯ ЖИДКИХ РАДИОАКТИВНЫХ ОТХОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203512C2 |
Изобретение относится к области металлургии, а именно к испарителям для металлов, и может быть использовано для изготовления металлических порошков и нанесения покрытий на различные поверхности. Испаритель включает резистивный нагреватель, кольцевую испарительную камеру с паропроводом и с расположенными в ней кольцевыми емкостями для металлического расплава с переливными окнами, форсуночный узел, расположенный в паропроводе испарительной камеры, и канал для подачи расплава в испарительную камеру. Причем нагреватель выполнен в виде нагревающего стержня. Испаритель снабжен трубчатым элементом, расположенным снаружи нагревающего стержня и коаксиально ему, и кольцевым металлоприемником-плавителем, расположенным коаксиально трубчатому элементу на его верхней части. Кольцевая испарительная камера выполнена в нагревающем стержне, а паропровод - в виде осевого канала в верхней части нагревающего стержня и сообщенных с ним и с верхней частью испарительной камеры тангенциальных каналов. Причем трубчатый элемент соединен с нагревающим стержнем в зоне размещения форсуночного узла, а канал для подачи расплава сообщен с кольцевым металлоприемником-плавителем и с верхней кольцевой емкостью испарительной камеры. Технический результат - снижение потерь электроэнергии, предотвращение конденсации пара в форсуночном узле и его засорения продуктами конденсации. 3 з.п. ф-лы, 2 ил.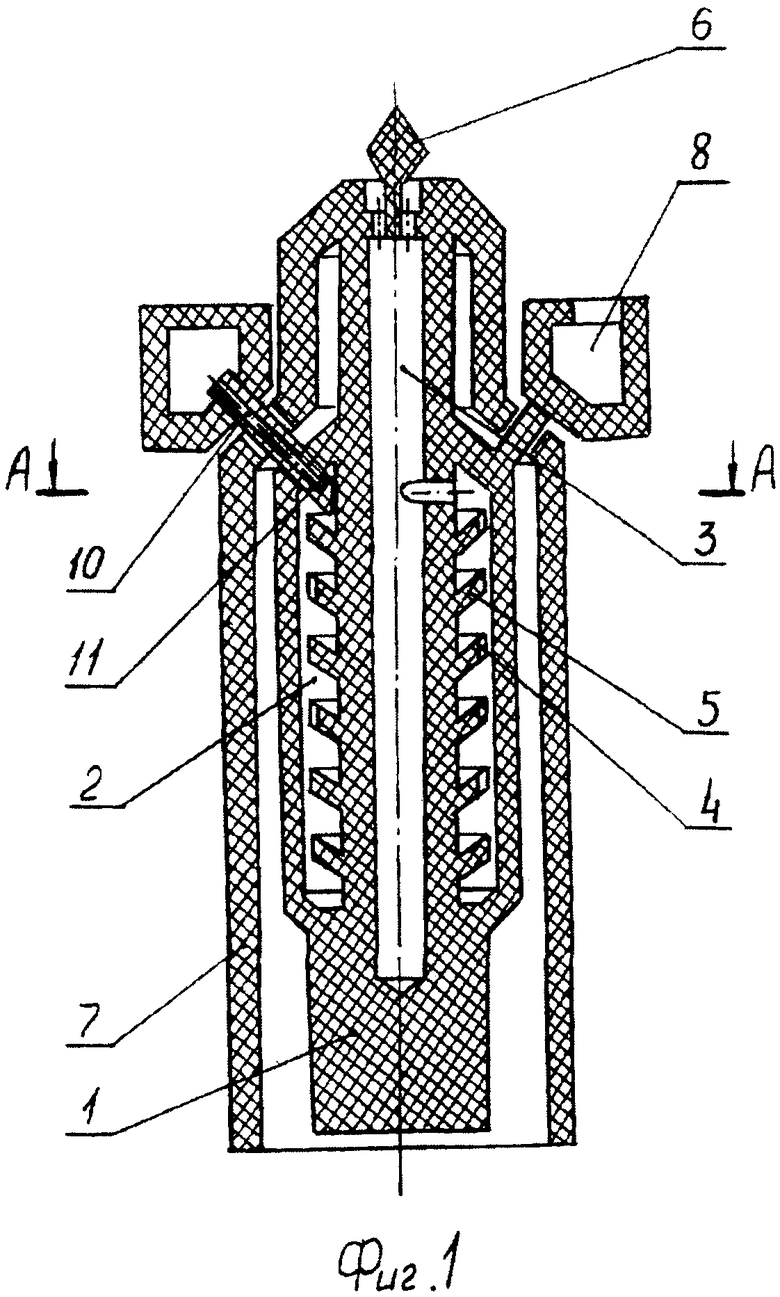
| ИСПАРИТЕЛЬ ДЛЯ МЕТАЛЛОВ И СПЛАВОВ | 2002 |
|
RU2219283C2 |
| ИСПАРИТЕЛЬ ДЛЯ МЕТАЛЛОВ И СПЛАВОВ | 2004 |
|
RU2254963C1 |
| ИСПАРИТЕЛЬ | 1991 |
|
RU2031187C1 |
| EP 1424404 A, 02.06.2004 | |||
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |

