Изобретение относится к области трубного производства, и может быть использовано при изготовлении круглых сварных прямошовных труб различного назначения.
Известен способ производства круглых прямошовных труб, включающий многопроходную формовку полосы в трубную заготовку с обратным перегибом полосы в первом проходе и одновременной выформовкой боковых участков в виде двух дуг равной кривизны, с последующей доформовкой и продольной сваркой трубной заготовки [1].
Недостаток известного способа состоит в том, что обратный перегиб полосы выполняют без учета диаметра формуемой трубы, что ведет к искажению формы трубной заготовки, снижению качества и выхода годных.
Известен также способ производства тонкостенных труб, включающий многопроходную формовку заготовки до получения в промежуточном проходе полосы с обратным прогибом в ее средней части и выформованными боковыми участками в виде двух дуг равной кривизны, соответствующих кривизне готовой трубы, придание заготовке трапецеидальной формы, сварку кромок и калибровку трубы по наружному диаметру [2].
Недостатки известного способа состоят в том, что перед сваркой трубная заготовка имеет искаженную форму, что затрудняет ее последующую калибровку по наружному диаметру. В результате снижается качество и выход годного, особенно для труб с толщиной стенки более 3 мм.
Наиболее близким аналогом к предлагаемому изобретению является способ производства прямошовных труб, включающий многопроходную формовку трубной заготовки, при которой вначале среднюю часть исходной полосы изгибают в направлении, обратном кривизне трубной заготовки, и выформовывают боковые участки полосы в виде двух дуг одинаковой кривизны, которые удерживают при последующих проходах в деформированном состоянии, с изгибом полученной профильной полосы в последующих проходах в противоположном направлении до смыкания кромок и их сварку [3].
Недостаток известного способа состоит в том, что сформированный в первом проходе профиль для трубы круглого сечения, с увеличением ширины полосы (диаметра трубы) теряет жесткость. Это приводит к его смещению с оси формовки, неравномерности продольных деформаций по сечению, потере точности схождения кромок и качества сварного шва. В результате ухудшается качество и выход годных труб.
Техническая задача, решаемая изобретением, состоит в повышении качества и выхода годных труб.
Для решения поставленной технической задачи в известном способе производства круглых прямошовных труб, включающем многопроходную формовку трубной заготовки, при которой вначале среднюю часть исходной полосы изгибают в направлении, обратном кривизне трубы, и выформовывают боковые участки полосы в виде двух дуг одинаковой кривизны, которые удерживают при последующих проходах в недеформированном состоянии, с изгибом полученной профильной полосы в последующих проходах до смыкания кромок и их сварку, согласно изобретению изгиб средней части исходной полосы осуществляют с кривизной, определяемой по соотношению
ρ=(k×d-b)-1,
где ρ - кривизна изгиба средней части полосы, м-1;
d - диаметр трубы, м;
k - коэффициент пропорциональности, равный 7,1-7,7;
b - коэффициент, равный 0,026;
при этом длина дуги на каждом боковом участке полосы составляет 0,1-0,2 длины окружности трубы.
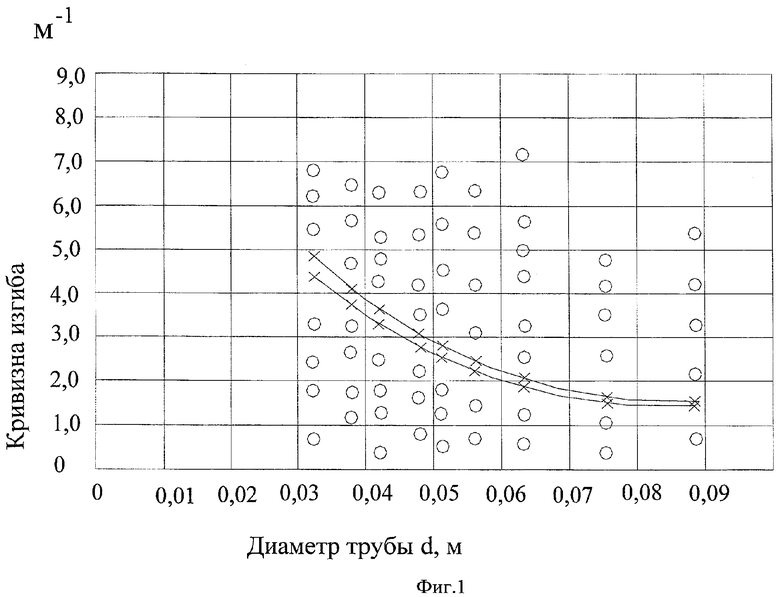
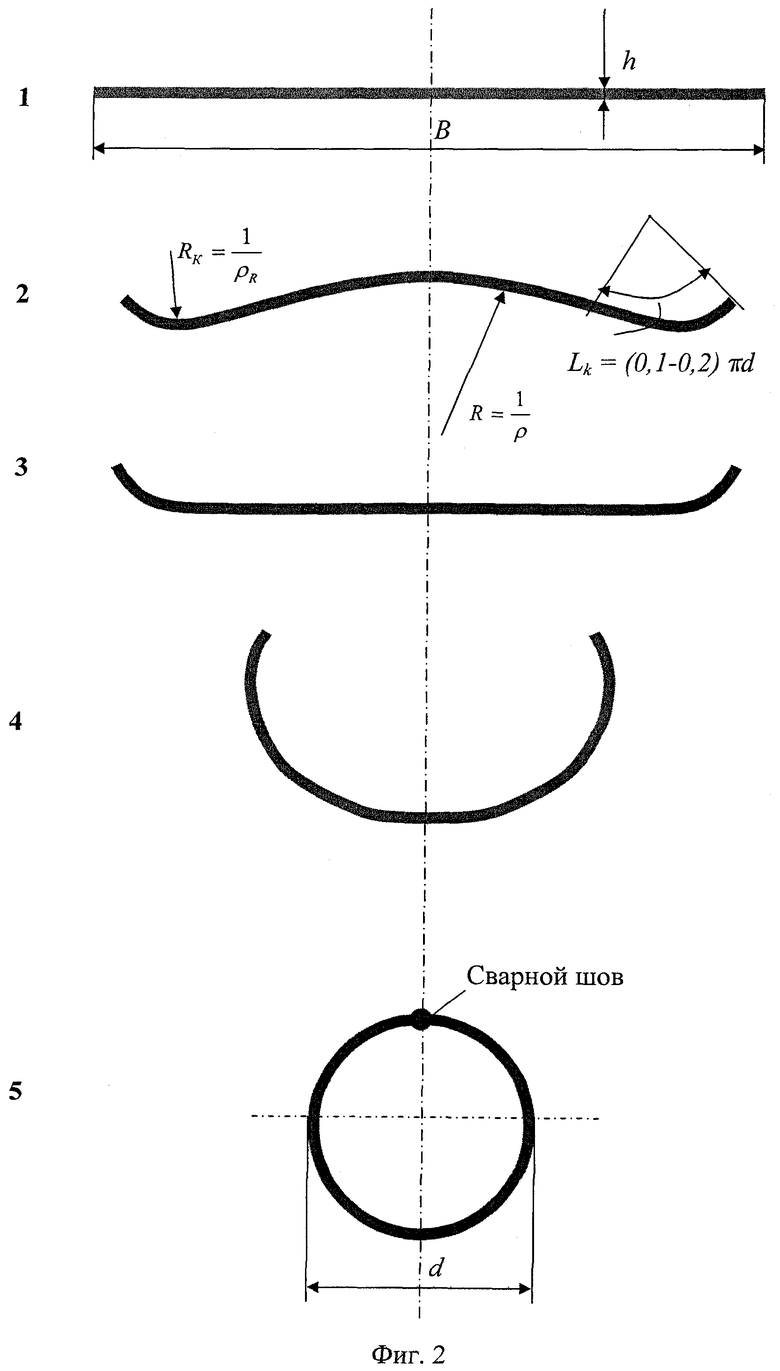
На фиг.1 приведены экспериментально полученные значения кривизны изгиба средней части полосы для труб 9-ти различных диаметров с граничными линиями благоприятных значений; на фиг.2 - последовательность формовки полосы в круглую трубу с продольным сварным швом.
Сущность предлагаемого изобретения состоит в следующем. Профиль желобчатой формы с закруглениями по боковым сторонам с радиусом, равным радиусу готовой трубы, сформированный в первом проходе, исключает в последующих проходах необходимость дополнительной деформации его боковых сторон. За счет этого снижается неравномерность продольных деформаций по сечению. Изгиб средней части полосы в направлении, обратном кривизне трубы, во-первых, повышает устойчивость профиля при дальнейшей формовке, и, во-вторых, за счет принудительного начального разведения выформованных боковых сторон дает возможность равномерно и последовательно изогнуть с заданной кривизной среднюю часть трубной заготовки в последующих проходах в замкнутый контур трубы конечного диаметра и правильной круглой формы.
На фиг.1 символами «х» отмечены экспериментально полученные значения кривизны ρ для труб 9-ти различных стандартных диаметров d, при которых достигалось их высокое качество и выход годного, а символами «о»-неблагоприятные значения кривизны, при которых качество и выход годных труб снижались.
Из экспериментальных данных, представленных на фиг.1, следует, что все благоприятные случаи находятся в поле, ограниченном двумя линиями 1 и 2, которые аналитически описываются уравнениями: ρ=(7,1×d-0,026)-1 - линия 1 и ρ=(7,7×d-0,026)-1 - линия 2. Таким образом, обобщенное уравнение
ρ=(k×d-b)-1,
где ρ - кривизна изгиба средней части полосы, м-1;
d - диаметр трубы, м;
k - коэффициент пропорциональности, равный 7,1-7,7;
b - коэффициент, равный 0,026 м;
описывает всю совокупность благоприятных значений кривизны ρ для труб в исследованном интервале диаметров d=32÷89 мм. При этом следует отметить, что указанные параметры начальной формовки пригодны для любой толщины h исходной полосы, они обеспечивают ее самоцентрирование по оси формовки, выравнивают распределение напряжений растяжения и вытяжек по сечению формуемого профиля.
При коэффициенте k, превышающем 7,7, величина ρ будет находиться выше линии 2, что свидетельствует о низком качестве и выходе годных труб. Аналогичная картина имеет место при коэффициенте k, меньшем 7,1, в этом случае значение ρ будет расположено ниже граничной линии 1, следовательно, не будет достигнуто высокого качества труб и выхода годного.
Также экспериментально установлено, что при длине дуги на каждом боковом участке полосы менее 0,1 длины окружности трубы полоса не имеет достаточной жесткости, и доформовка боковых сторон заготовки в последующих проходах увеличит неравномерность вытяжек по сечению, что ухудшит качество прямошовных труб и выход годного. Увеличение длины дуг более 0,2 длины окружности трубы приведет к тому, что их формовка в первом проходе будет сопровождаться гофрообразованием. Это также снизит качество труб и выход годного.
Примеры реализации способа
Полосу 1 (профиль 1 на фиг.2) толщиной h=3 мм, шириной В=153 мм из стали марки СтЗсп задают в валки 5-клетевого непрерывного трубоэлектросварочного стана для формовки и сварки трубы диаметром d=48 мм (0,048 м). В первой клети стана с помощью спрофилированных горизонтальных валков среднюю часть полосы изгибают куполообразно вверх в направлении, обратном кривизне трубы, придавая ей кривизну ρ, определяемую по соотношению
ρ=(k×d-0,026)-1=(7,2×0,048-0,026)-1=3,129 м-1.
Одновременно с изгибом средней части полосы производят выформовывание ее боковых участков в виде двух дуг одинаковой кривизны ρk,равной кривизне трубы конечного диаметра 0,048 м. При радиусе трубы
 , получаем:
, получаем:  .
.
Длина дуги Lk на каждом боковом участке полосы составляет 0,15 от длины окружности трубы диаметром d=0,048 м, т.е.:
Lk=π·d·0,15=3,1416×0,048 м × 0,15=0,023 м.
В результате такого профилирования трубная заготовка принимает форму профиля 2 на фиг.2.
Сформированный после первого прохода профиль 2 в дальнейшем изгибают при проходах в горизонтальных и вертикальных валках и последовательно формуют в замкнутую трубную заготовку, которую сваривают в трубу вдоль линии разъема.
Варианты реализации предложенного способа и показатели их эффективности приведены в таблице.



Как следует из таблицы, при реализации предложенного способа (варианты №2-8) достигается повышение качества круглых прямошовных труб при максимальном выходе годного. В случае запредельных значений заявленных параметров качество круглых труб и выход годного снижаются. Также более низкое качество и выход годного имеет место при реализации способа-прототипа (вариант 10), который предназначен только для производства тонкостенных труб овального сечения.
Технико-экономические преимущества предложенного способа заключаются в том, что при изгибе средней части исходной полосы с кривизной, определяемой по предложенному соотношению, и обратной кривизне трубы, в первом формующем проходе, при одновременной выформовке на боковых участках полосы двух равных дуг с кривизной, равной кривизне трубы, и длиной 0,1-0,2 длины окружности трубы, обеспечивается центрирование формуемой полосы по оси, выравниваются вытяжки по ее ширине при последующих проходах и исключается утонение и гофрообразование кромок независимо от толщины исходной полосы. В результате повышается качество прямошовных труб и выход годного. В качестве базового объекта принят способ-прототип. Использование предложенного способа обеспечит повышение рентабельности производства круглых прямошовных труб на 25-30%.
Литературные источники
1. Гуляев Г.И., Давыдов Ф.Д. Сравнение типов калибровок валков трубоэлектросварочных агрегатов. - Сталь, 1966 г., №11, с.48-50.
2. Авторское свидетельство СССР №462624, МПК В21С 37/06,1975 г.
3. Авторское свидетельство СССР №747559, МПК В21С 37/06, 1980 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формовки трубной,преимущественно овальной,заготовки | 1977 |
|
SU747559A1 |
| Способ изготовления электросварных прямошовных труб | 1979 |
|
SU893281A1 |
| СПОСОБ ФОРМОВКИ ТРУБНОЙ ЗАГОТОВКИ | 1992 |
|
RU2045359C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОШОВНЫХ СВАРНЫХ ТРУБ | 2006 |
|
RU2304477C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ С ПРОДОЛЬНЫМ ШВОМ | 1993 |
|
RU2049570C1 |
| Способ изготовления сварных прямошовных труб из титановых сплавов | 2016 |
|
RU2638476C1 |
| Способ изготовления сварных пря-МОшОВНыХ ТРуб | 1979 |
|
SU837438A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2002 |
|
RU2232655C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ ПРЯМОУГОЛЬНОГО ИЛИ КВАДРАТНОГО СЕЧЕНИЙ | 2014 |
|
RU2568804C1 |
| Способ изготовления электросварных прямошовных труб | 2021 |
|
RU2763696C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении круглых сварных прямошовных труб различного назначения. При формовке среднюю часть полосы изгибают в направлении, обратном кривизне трубы, и выформовывают боковые участки полосы в виде двух дуг одинаковой кривизны, которые удерживают при последующих проходах в недеформированном состоянии. В последующих проходах полученную профильную полосу изгибают до смыкания кромок. Затем кромки сваривают. Изгиб средней части исходной полосы осуществляют с кривизной, определяемой по соотношению: ρ=(k×d-b)-1, где ρ - кривизна изгиба средней части полосы, м-1; d - диаметр трубы, м; k - коэффициент пропорциональности, равный 7,1-7,7; b - коэффициент, равный 0,026; при этом длина дуги на каждом боковом участке полосы составляет 0,1-0,2 длины окружности трубы. Изобретение обеспечивает повышение качества и выхода годных труб. 2 ил., 1 табл.
Способ производства круглых прямошовных труб, включающий многопроходную формовку трубной заготовки, при которой вначале среднюю часть исходной полосы изгибают в направлении, обратном кривизне трубы, и выформовывают боковые участки полосы в виде двух дуг одинаковой кривизны, которые удерживают при последующих проходах в недеформированном состоянии, с изгибом полученной профильной полосы в последующих проходах до смыкания кромок и их сварку, отличающийся тем, что изгиб средней части исходной полосы осуществляют с кривизной, определяемой по соотношению
ρ=(k·d-b)-1,
где ρ - кривизна изгиба средней части полосы, м-1;
d - диаметр трубы, м;
k - коэффициент пропорциональности, равный 7,1-7,7;
b - коэффициент, равный 0,026 м,
при этом длина дуги на каждом боковом участке полосы составляет 0,1-0,2 длины окружности трубы.
| Способ формовки трубной,преимущественно овальной,заготовки | 1977 |
|
SU747559A1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ НА НЕПРЕРЫВНЫХ ТРУБОЭЛЕКТРОСВАРОЧНЫХ АГРЕГАТАХ | 1987 |
|
RU1429410C |
| Способ изготовления электросварных прямошовных труб | 1988 |
|
SU1581403A1 |
| Способ производства тонкостенных труб | 1972 |
|
SU462624A1 |
| JP 4200878 А1, 21.07.1992. | |||

