(54) СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ И СТАН I ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ ;
(вытяжка), при применении плавающего рабочего валка, также ограничены.
Основным условием эффективности известных способов прокатки и станов для реализации является применение среднего рабочего валка малого диаметра, поэтому применение нажимного устройства для увеличения давления в этих случаях практически невозможно из-за большого изгиба упомянутого валка и появления неплоскостности полосы. В то же время невозможно и применение опорных валков для устранения изгиба среднего рабочего валка, так как он огибается прокатьшаемой полосой со стороны возможной установки опорных валков.
Цель изобретения - создание способа непрерывной прокатки металлических полос и станов для его осуществлекия, позволяющих обеспечить тзозможность независимо от величины натяжения полосы регулировать в широких пределах давление в очагах деформации, увеличить возможную вытяжку полосы, снизить поперечную разнотрлщинность полосы и улучшить ее плоскостность (планшетность), обеспечить возможность применения рабочи валков малого диаметра при использоваыии опорных валков и увеличить производительность станов и т.д.
Предлагаемый способ отличается тем, что каядалй промежуточный рабочи валок огибают полосой на дуге окружностй, меньшей 180.
Стаи для осуществления способа непрерывной прокатки включает по меншей мере одну рабочую клеть, разматы ватель и моталку и установленные в рабочей клети по меньшей мере три рабочих валка, по меньшей мере два из которых закреплены в подушках, размещенных в станине рабочей клети, и снабжены приводом для их вращения, и по меньшей мере один рабочий валок снабжен нажимным устройством, причем ось каадого промежуточного рабочего валка смещена относнтельно плос кости, проходящей через оси соседних с ним рабочих валков, и отличается тем, что плоскость осей соседних рабчих валков и дуга, охвата полосой соответствующего им промежуточного валка расположены по одну сторону от оси упомянутого промежуточного рабочего валка.
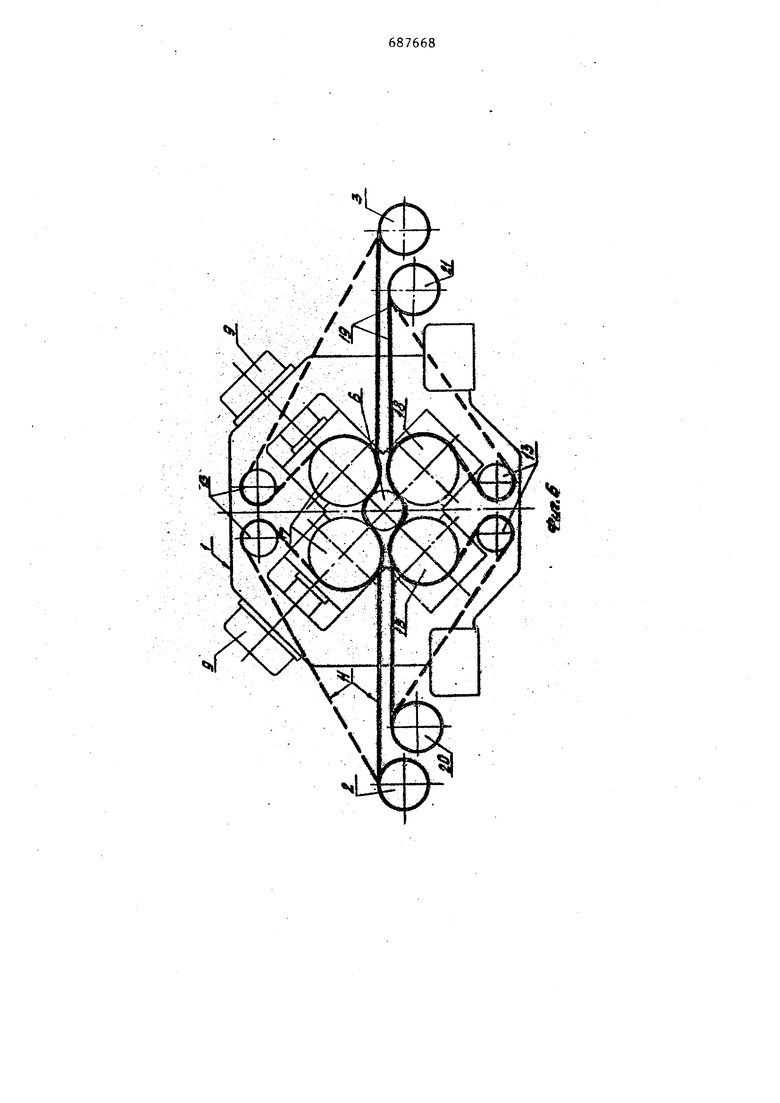
Производительность станов можно существенно увеличить, если симметрично по отношению к промежуточному рабочему валку установить дополнительную пару соседних рабочих валков, которые вращаются в том же направлении, что и первая пара соседних рабочих валков, и снабдить стан дополнительными разматьгоателем и моталкой.. В этом случае на стане можно вести одновременную прокатку двух полос. При этом промежуточный рабочий валок может быть плавающим и неприводным.
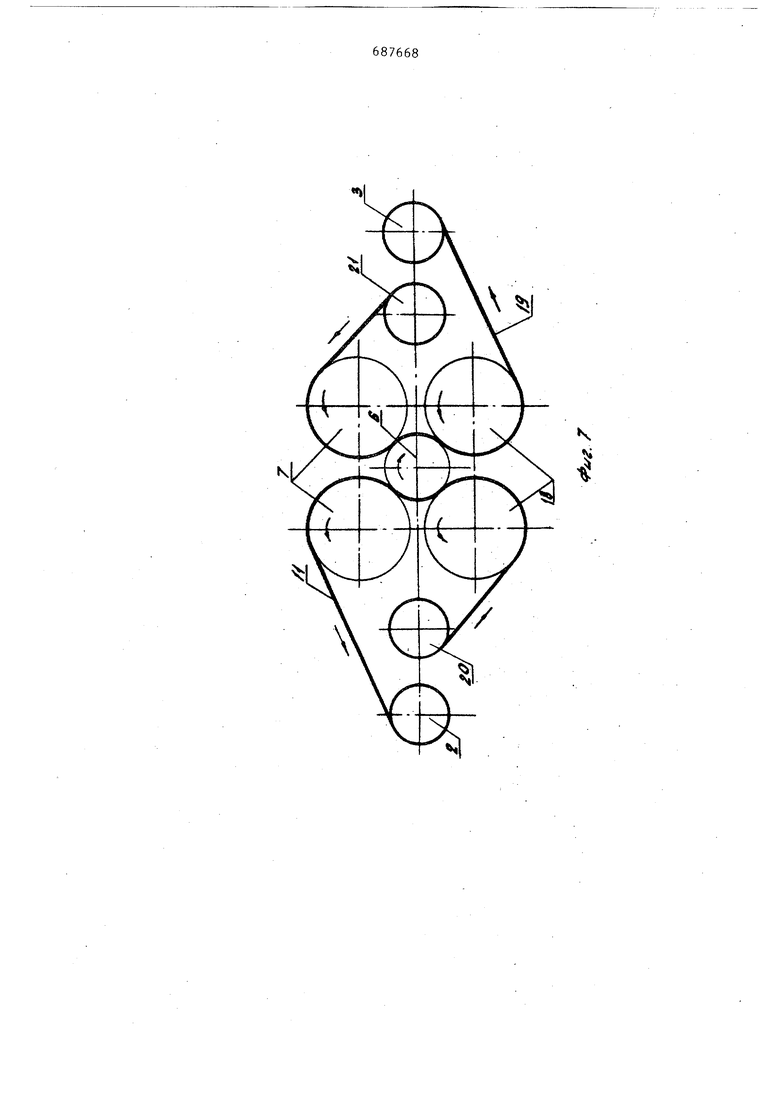
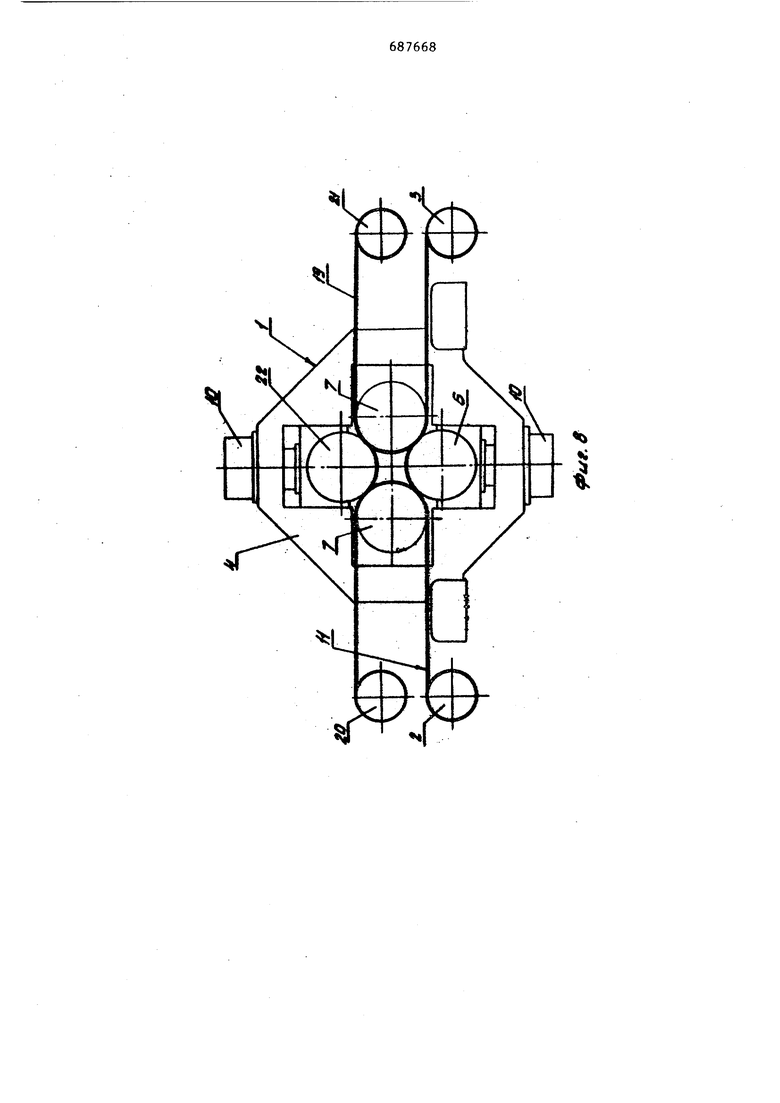
Аналогичный результат -можно получить, если симметрично по отнощению к соседним рабочим валкам установить дополнительный промежуточный рабочий валок, который вращается в том же направлении, что и первый промежуточный рабочий валок.
С целью уменьшения диаметра рабочих валков на станах целесообразно установить опорные валки.
Для уменьшения потерь на трение прн вращении опорных валков на станах целесообразно снабдить опорные валки приводами с мягкой Механической характеристикой.
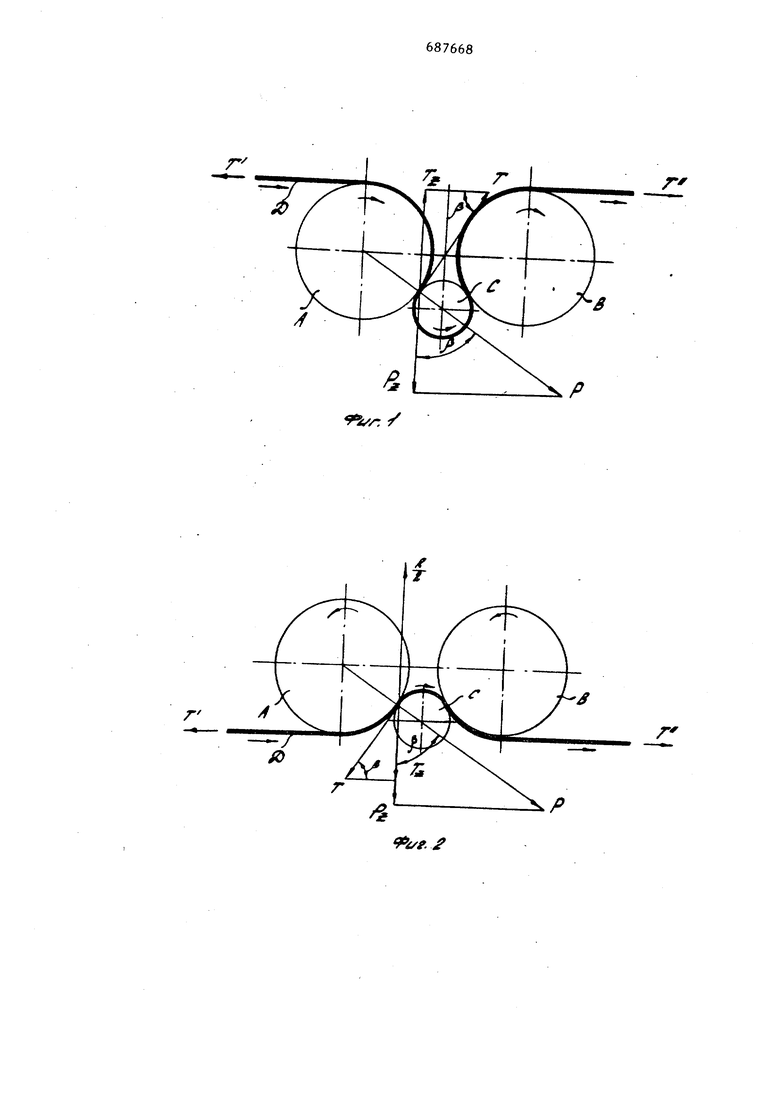
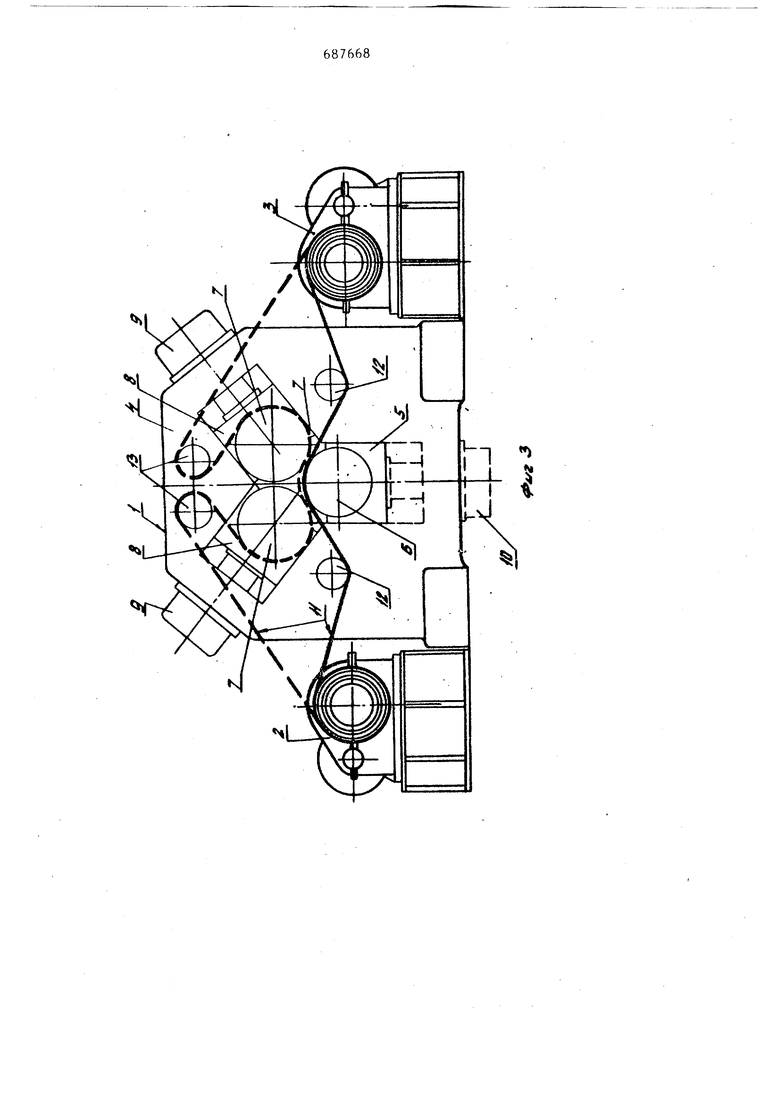
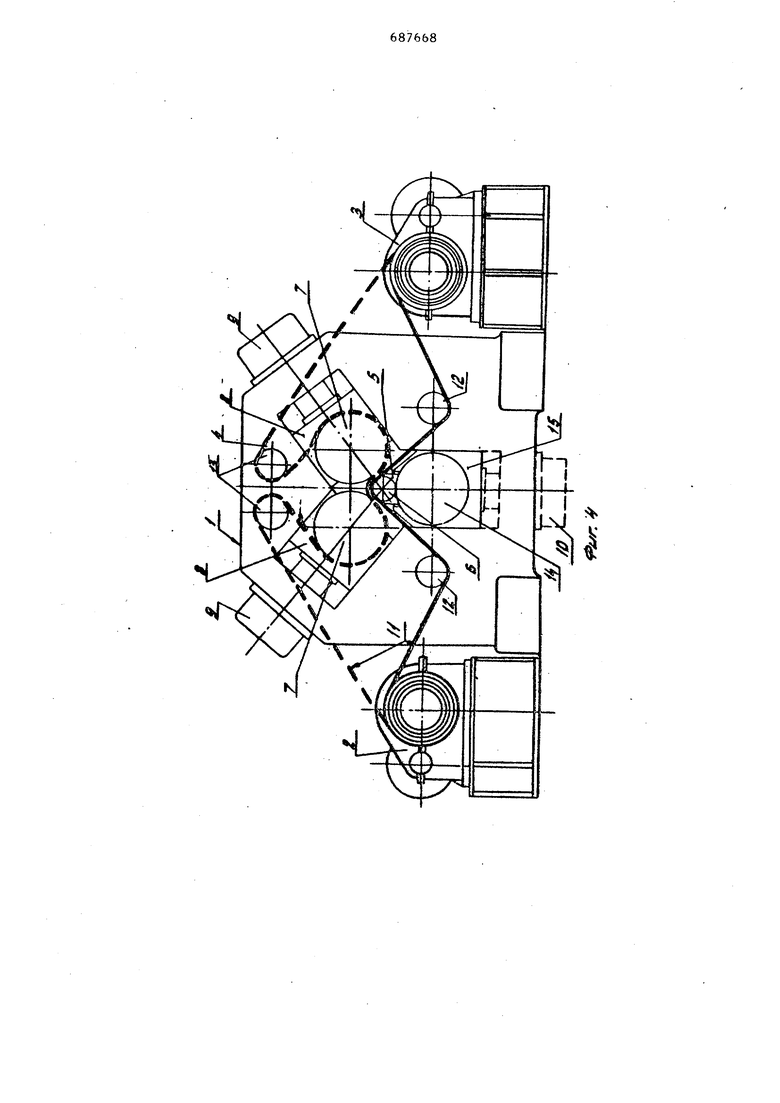
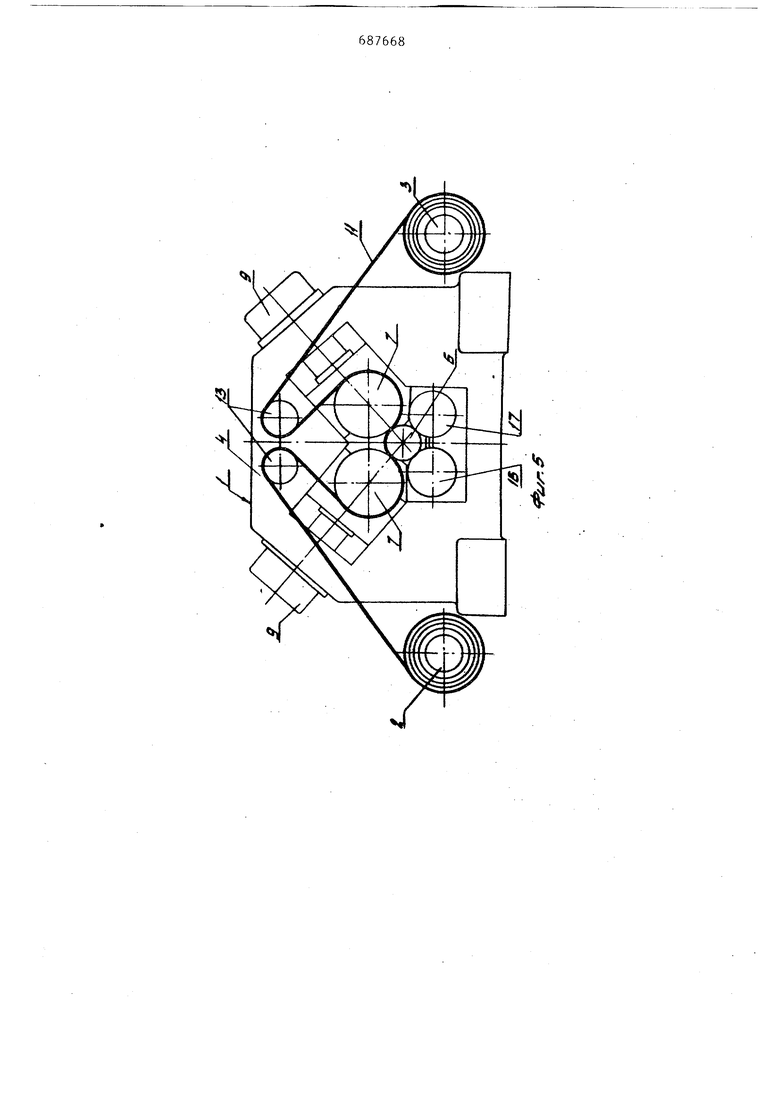
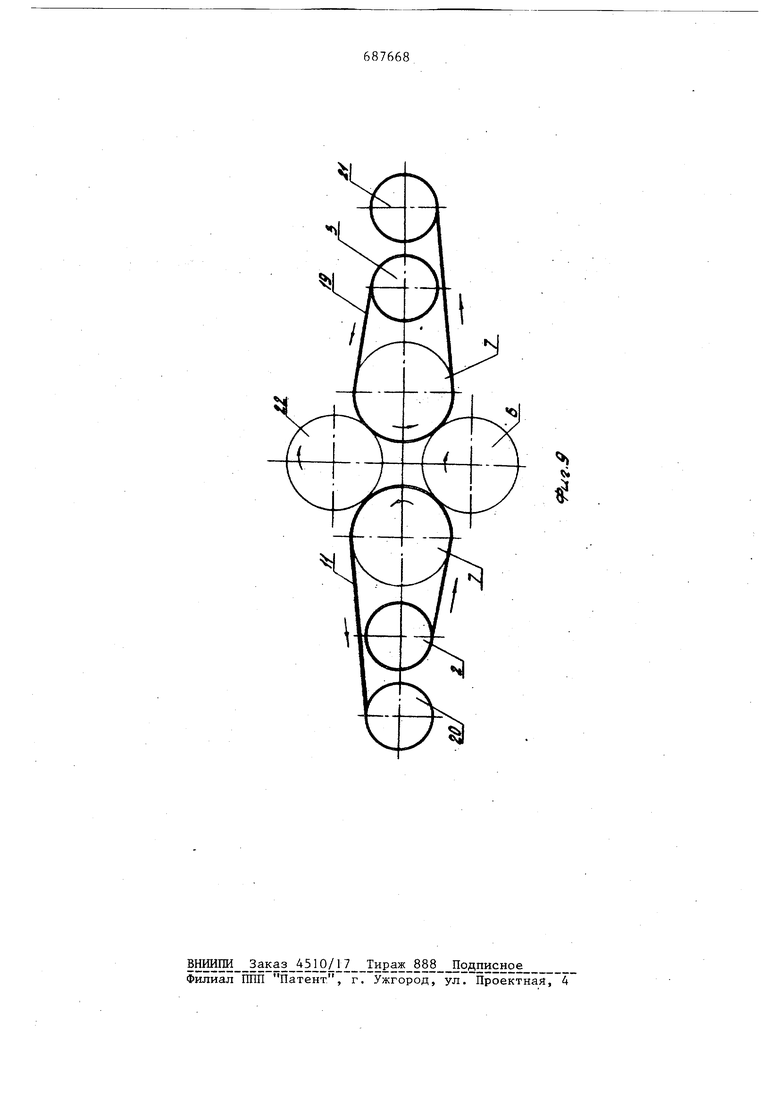
На фиг. 1 изображена схема прокатки по известному способу; на фиг. 2схема прокатки по предлагаемому способу; на фиг. 3 - стан с тремя рабочими валками; на фиг. А - стан., промежуточный рабочий валок которого контактнрует с одним опорным валком; на фиг. 5 - стан, на котором промежуточный рабочий валок контактирует с двумя опорными валками; на фиг. 6стан для двухниточной прокаткн, имеющий один промежуточный и две пары соседних рабочих валков, а также две моталки и-дваразматьюателя; на фиг.7схема прокатки полос на стане согласно фиг. 6; на фиг. 8 - стан для двухниточной прокатки, имеющий одну пару промежуточных рабочих валков, два соседних рабочих валка, а также две моталки и два разматьюателя; на фнг.9схема прокатки полос на стане согласно фиг. 8.
Предлагаемый способ прокатки характеризуется схемой действия сил согласно фиг. 2. В связи с тем, что давление со стороны нажимного устройства практически неограничено, обжатия (вытяжки) будут значительно превьш1ать деформации, достигаемые 5 при известном способе прокатки. Кро ме того, предлагаемый способ можно реализовать на станах, имеющих промежуточный рабочий валок малого диаметра, путем применения опорных валков, контактирующих с указанным промежуточным рабочим валком. С целью увеличения вытяжки за проход полосу целесообразно деформировать последовательно более, чем в трех рабочих валкак, причем каждый промежуточный валок образует с двумя соседними валками два очага деформации, Предлагаемьй стан включает в себя рабочую клеть 1 (см, фиг. З), привод валков (на чертеже не показан) , моталки 2 и 3, В станине 4 рабочей клети 1 в подушках 5 уста новлен промежуточный рабочий валок 6, контактирующий с двумя соседними рабочими валками 7, закрепленными в подушках 8, Нажимные устройства 9 предназначены для установки рабочих валков 7 и создания давления в очагах деформации. Другой вариант стана предусматривает установку только одного нажимного устройства 10 (показано пунктиром), устанорленного со стороны промежуточного рабочего валка 6, С целью прокатки без огибания рабочих валков 7 прокатьшаемой полосой 11 на станине 4 рабочей клети 1 установлены обводные ролики 12 Для обеспечения охвата рабочих валк 7 прокатываемой полосой I1 служат о водные ролики 13 (показаны пунктиром) . Рабочие валки 6 и 7 приводятся во вращение приводом с различными окружными скоростями, возрастающими по ходу прокатки, причем смежные рабочие валки получают вращение в разных направлениях. С цель упрощения привода промежуточный рабочий валок 6 может быть неприводным (холостым). Стан (см. фиг. 4). отличается тем что промежуточный рабочий валок 6 снабжен опорным валком 14, имеющим подушки 15. Стан (см. фиг. 5) характерен тем что -средний рабочий валок 6 контактирует с двумя опорными валками. 16 и 17, которые могут быть установлен в двух общих подушках, или каждый в отдельных. На фиг, 6 показан стан 8 в станине 4 которого симметрично по отношению к промежуточному рабочему валку 6 установлена дополнительная пара соседних рабочих валков 18, вращаемых приводом (на чертеже не показан) в том же направлении, что и первая пара крайних рабочих валков 7, При этом промежуточный рабочий валок является плавающим и может быть установлен неприводным. Для одновременной прокатки двух полос 11 и 19 на стане дополнительно установлены моталки 20 и 21. На фиг. 8 изображен стан, в станине которого симметрично первому промежуточному рабочему валку 6 по отношению к соседним рабочим валкам 7 установлен дополнительный промежуточный рабочий валок 22, вращаемый приводом в том же направлении, что и первый промежуточный рабочий валок 6. Для одновременной прокатки двух полос 11 и 19 на стане дополнительно установлашл моталки 20 и 21. Предлагаемые способы непрерьшной прокатки металлических полос и станы для их осуществления позволяют увеличить производительность за счет увеличения деформации полосы путем применения рабочих валков малого диаметра в сочетании с опорными валками, повысить качество продукции за счет повьшения точности и плоскостности прокатьюаемых полос, прокатывать полосы большой ширины из высокопрочных материалов, снизить минимально возможную толщину прокатываемых полос. Формула изобретения 1. Способ непрерывной прокатки металлической полосы, преимущественно в холодном состоянии, с натяжением свободных концов полосы по меньшей мере между тремя рабочими валками, последовательно контактирующими один с другим через прокатываемую полосу и образующими четное число очагов еформации, каждая пара которых образована одним из промежуточных абочих валков и соседними с ним абочими валками, при котором в проессе прокатки по меньшей мере два. з упомянутых, трех рабочих валков риводят во вращение с различными кружными скоростями, возрастающими
по ходу прокатки, причем смежные рабочие валки получают вращение в противоположном направлении, а кажды промежуточный рабочий валок огибают прокатьшаемой полосой, о т л и ч аю щ и и с я тем, что, с целью увеличения вытяжки полосы и снижения поперечной разнотолщинности, каждый промежуточный рабочий валок огибают полосой на дуге окружности, меньшей 1800.
2,Стан для осуществления способа по п. 1, включающий по меньшей мере одну рабочую клеть, разматыватель
и моталку и установленные в рабочей клети по меньшей мере три рабочих валка, по меньшей мере два из которых закреплены в подушках, размещеняык в станине рабочей клети, и снабжены приводом для их вращения, и по меньшей мере один рабочий валок снабжен нажимным устройством, причем ось хаящого промезЕсуточного рабочего валка смещена относительно плоскости, проходящей через оси соседних с шш рабочих валков, о т л и ч аю щ и и с я тем, что плоскость осей соседних рабочих валков и дуга охвата полосой соответствующего им промежуточного рабочего валка расположены по одну сторону от оси упомянутого промежуточного рабочего валка.
3.Стан по п. 2, отличающийся тем, что промежуточные
рабочие валки по меньшей мере частично снабжены каждый по меньшей мере одним опорным валком,4.Стан по п. 2, отличаю щ и и с я тем, что, с целью повышения производительности, промежуточный рабочий валок снабжен дополнительной парой соседних приводных рабочих валков, установленных симметрично основной паре соседних рабочих валков, а стан снабжен дополнительными разматьгоателем и моталкой,
5.Стан по п, 2, о т л и ч а ю щи и с я тем,что, с целью повышения производительности, пара соседних с промежуточным рабочих валков снабжена дополнительным промежуточны рабочим валкомj установленным симметрично первому промежуточному валку относитель1ио плоскости, проходящей через оси соседних с ним валков, а стан снабжен дополнительными разматывателем и моталкой.
6.Стан по п. 3, отличающийся тем, что опорные валки ро меньшей пере частично снабжены приводами с мягкой механической характеристикой.
Источники информации, принятые во внНманне при экспертизе К А.И.Целиков, В.И.Зюзин. Современное развитие прокатных станов. Металлургия, 1972, с. 266, рис. 110.
r
у
r
s
| название | год | авторы | номер документа |
|---|---|---|---|
| Узел валков прокатной клети полосового стана | 1983 |
|
SU1355112A3 |
| ПРОКАТНАЯ КЛЕТЬ | 2007 |
|
RU2348473C2 |
| Прокатная клеть переменной жесткости | 1978 |
|
SU1022762A1 |
| СТАН ДЛЯ ПРОКАТКИ ПОЛОСЫ | 1971 |
|
SU293398A1 |
| Прокатная клеть | 1981 |
|
SU1003947A1 |
| Устройство для охвата полосойВЕдущЕгО ВАлКА B РЕВЕРСиВНОйпРОКАТНОй КлЕТи | 1979 |
|
SU801924A1 |
| РАБОЧАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ПОЛОС | 2007 |
|
RU2349399C1 |
| УСТАНОВОЧНЫЙ ЦИЛИНДР ДЛЯ УСТАНОВКИ ПРОКАТНЫХ ВАЛКОВ В ПРОКАТНЫХ КЛЕТЯХ, В ЧАСТНОСТИ В ВЕРТИКАЛЬНЫХ ОБЖИМНЫХ КЛЕТЯХ | 2004 |
|
RU2355491C2 |
| Способ прокатки полос | 1989 |
|
SU1690868A1 |
| ГИДРОМЕХАНИЧЕСКОЕ НАЖИМНОЕ УСТРОЙСТВО | 1997 |
|
RU2125917C1 |
Ч
N
%
