Изобретение относится к области порошковой металлургии и может быть использовано при получении изделий из мелкодисперсных порошков на основе алюминия.
Технологические процессы порошковой металлургии (ПМ) алюминия нашли широкое применение в радиоэлектронной технике для изготовления несущих конструкций изделий, таких как корпусы, фланцы, что обусловлено преимуществами ПМ перед другими методами формообразования, например обработкой резанием. Технология порошковой металлургии позволяет повысить коэффициент использования алюминия до величин, близких к единице (95-98%), за счет максимального приближения формы и размеров порошковой заготовки к готовому изделию. Однако используемые порошки обладают высокой пылящей способностью, а порошковые прессовки низкой транспортабельной способностью, что снижает эффективность использования и экологическую безопасность технологических процессов порошковой металлургии, осуществляемых с участием мелкодисперсных порошков алюминия. В связи с этим эффективное применение технологических процессов порошковой металлургии для изготовления порошковых изделий обусловлено возможностью снижения пылящей способности мелкодисперсных порошков алюминия и повышения транспортабельных свойств порошковых прессовок (Кем А.Ю. Технологические особенности порошковой металлургии алюминия. Обзоры по электронной технике. М.: ЦНИИ Электроника, Серия 7, ТОПО, Вып.6 / 1528, 1990, с. 52) /1/.
Известен способ изготовления изделий сложной формы из металлических порошков, включающий пластифицирование исходной порошковой смеси парафином до образования жидкотекучей массы, заливку массы в форму и последующее спекание (SU №148075, М. кл. B22F 3/22, 1962) /2/. Однако получаемые данным способом изделия из мелкодисперсного порошка алюминия характеризуются недостаточной механической прочностью, что обусловлено загрязнением контактных поверхностей спекаемых частиц продуктами термической деструкции парафина.
Известен способ изготовления изделий сложной формы из металлических порошков, включающий приготовление шликера путем перемешивания частиц порошка с реакционной средой в шаровой мельнице, отливку заготовок, их сушку и последующее спекание, в котором в качестве реакционной среды используют воду как в чистом виде, так и с добавками поверхностно-активных веществ (Добровольский А.Г. Шликерное литье. М.: Металлургия, 1977, с.19-34, 181-184) /3/. Полученные данным способом изделия из мелкодисперсных порошков алюминия имеют низкую плотность и разрушаются при транспортировке. Кроме того, сушка заготовок перед спеканием увеличивает время процесса и, следовательно, снижает производительность.
Известен способ изготовления изделий из мелкодисперсных порошков алюминия (Кем А.Ю. Влияние условий прессования на структуру и свойства порошковых алюминиевых сплавов, легированных медью и магнием. Порошковая металлургия, 1992, №8, с.44) /4/, согласно которому в состав исходного порошка вводят в качестве твердой технологической смазки стеарат цинка в количестве 1,5 мас.%, затем порошковую смесь прессуют в пресс-форме до плотности 85-88% от теоретически возможной, выжигание твердой смазки проводят при температуре 480-500°С в течение 1 ч, после чего обезгаженные прессовки доуплотняют до плотности 97% при усилии 600 МПа. Недостатками данного способа являются:
- низкая механическая прочность прессовок, полученных после первого прессования, поскольку прессовки изготавливаются пористыми для беспрепятственного удаления продуктов деструкции технологических смазок из их объема, что приводит к потерям от разрушения при их транспортировке и снижает выход годных изделий;
- низкая производительность процесса вследствие необходимости выжигания технологической смазки и использования технологии двойного прессования и спекания;
- высокая пылящая способность мелкодисперсных порошков алюминия с образованием аэровзвесей и аэрогелей на стадии прессования порошковой шихты и высокий уровень газообразования вследствие термической деструкции технологической смазки приводят к ухудшению экологической безопасности и загрязнению печной атмосферы при спекании.
Наиболее близким аналогом к заявляемому изобретению является способ получения заготовок из мелкодисперсного порошка алюминия, включающий введение в порошок алюминия 10-25%-ного раствора кремнекислой соли в воде до концентрации 2,5-15%, термообработку на воздухе при температуре 95-120°С в течение 0,2-2,5 ч, отсев частиц размером 63-315 мкм, прессование до плотности 0,7-0,8, отжиг при температуре 400-550°С в течение 0,5-2,0 ч на воздухе, прессование до плотности 0,92-0,95 и спекание (SU 1675052 А1, М. кл. B22F 1/00, 3/12, 1991, бюл. №33) /5/, принимаемый за прототип.
Недостатком известного способа является низкая производительность процесса, обусловленная необходимостью проведения отсева порошков, выжигания технологической смазки и использования технологии двойного прессования и спекания, что ограничивает его применение в производственных условиях.
Задачей настоящего изобретения является разработка способа изготовления изделий из мелкодисперсных порошков алюминия, обеспечивающего достижение нового технического результата - повышение экологической безопасности путем снижения пылящей способности мелкодисперсных порошков алюминия и исключения операции выжигания технологической смазки, повышение производительности.
Указанный технический результат достигается тем, что в способе изготовления изделий из мелкодисперсных порошков на основе алюминия, включающем смешивание исходного порошка алюминия и технологической смазки и прессование заготовок в пресс-форме, согласно изобретению в качестве технологической смазки используют 1-3%-ные водно-глицериновые гели очищенной натрий-карбоксиметилцеллюлозы в количестве 0,3-0,6 мас.%, а прессование порошков проводят при температуре 75-95°С в интервале давлений 350-600 МПа со скоростью (0,5-1,5)·10-3 м/с. Достижение технического результата подтверждается табл.
В табл.1 приведены относительные значения потери массы порошковой шихты в зависимости от концентрации раствора Na-КМЦ, %.
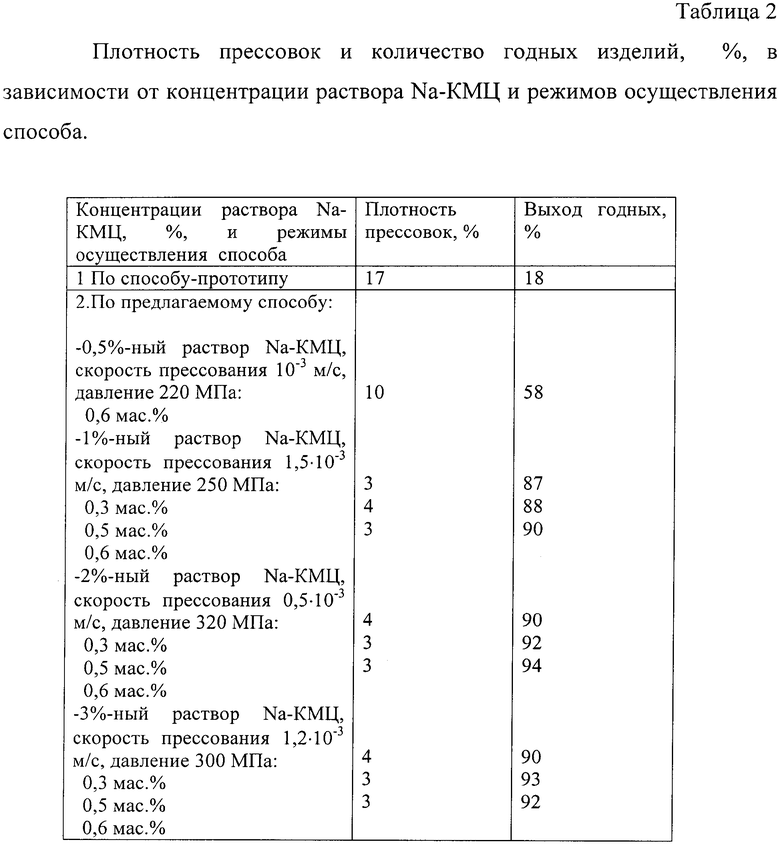
В табл.2 приведены значения плотности прессовок и количество годных изделий, %, в зависимости от концентрации раствора Na-КМЦ и режимов осуществления способа.
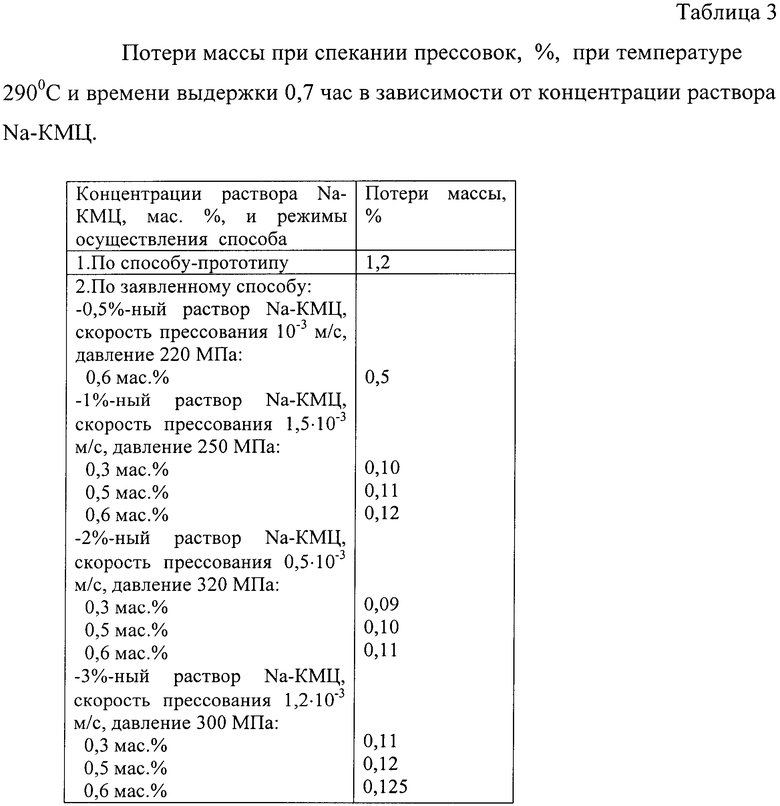
В табл.3 приведены значения потери массы при спекании прессовок, %, при температуре 290°С и времени выдержки 0,7 ч в зависимости от концентрации раствора Na-КМЦ.
Введение в состав алюминиевого порошка 1-3%-ных водно-глицериновых гелей очищенной натрий-карбоксиметилцеллюлозы (Na-КМЦ) в количестве 0,3-0,6 мас.% инициирует протекание процесса агрегирования мелкодисперсных частиц алюминиевого порошка в гранулы, что способствует снижению его пылящей способности независимо от анизотропии формы частиц алюминиевого порошка.
Прессование при давлениях 350-600 МПа со скоростью (0,5-1,5)·10-3 м/с приводит к выдавливанию излишков гелеобразной технологической смазки из пространства внутри пор уплотняемого конгломерата частиц на образующую поверхность пресс-формы в процессе прессования. Кроме того, 1-3%- растворы Na-КМЦ играют роль среды, смазывающей поверхность контакта частиц порошка с формообразующей поверхностью матрицы, что приводит к повышению срока службы пресс-формы.
Использование давлений ниже 350 МПа не позволяет получить прессовку высокой плотности, поскольку часть жидкой технологической смазки остается в ее порах. Более того, при последующем спекании, то есть термической обработке прессовки, образуются газообразные продукты термической деструкции технологической смазки, давление в порах повышается, что приводит к разуплотнению прессовки в целом. Использование давлений свыше 600 МПа при прессовании мелкодисперсных порошков алюминия приводит к перепрессовке, что проявляется в появлении трещин и расслоений по высоте прессовок. Кроме того, повышение уровня давлений сверх указанной величины снижает долговечность пресс-форм для прессования вследствие их ускоренного разрушения.
Повышение скорости прессования свыше 1,5·10-3 м/с приводит к не полному удалению жидкой технологической смазки из внутренних объемов прессовки, поскольку скорость образования закрытых пор, в которых захлопывается технологическая смазка, в этом случае превышает скорость истечения смазки под действием давления, прикладываемого к прессуемому порошку алюминия.
Понижение скорости прессования менее 0,5·10-3 м/с технологически не эффективно, поскольку снижает производительность процесса в целом.
Проведение процесса прессования в пресс-форме при температуре 75-95°С способствует наиболее полному удалению излишков технологической смазки, которая при этих температурах обладает наибольшей текучестью, что обусловлено понижением вязкости гелеобразного раствора Na-КМЦ, позволяет исключить операцию выжигания технологической смазки за счет устранения газообразования во внутренних объемах прессовки при последующем ее спекании с выделением продуктов термической деструкции в атмосферу, что улучшает экологическую безопасность. Используемые водно-глицериновые гели на основе Na-КМЦ экологически безопасны.
Способ изготовления изделий из мелкодисперсных порошков алюминия осуществляется следующим образом. Приготавливают глицериновые гели очищенной Na-КМЦ, состоящие из связующего, растворителя и пластификатора. В качестве связующего используют очищенную порошкообразную Na- КМЦ, представляющую собой натриевую соль целлюлозогликолиевой кислоты, получаемую при взаимодействии целлюлозы с монохлоруксусной кислотой, которая является водорастворимым простым эфиром целлюлозы. Используемая очищенная Na-КМЦ 70/450 ТУ 6-55-39-90 в виде мелкозернистого порошка кремового цвета имеет однородный химический и фазовый состав, содержит минимальное количество примесей, хорошо растворяется в воде при температуре окружающей среды при максимальной концентрации Na-КМЦ до 10% с полным растворением последней, не обладает токсическими и раздражающими свойствами; не обладает кумулятивной способностью, не взрывоопасна, поскольку температура воспламенения 240°С, а самовоспламенения 560°С. В качестве растворителя используют дистиллированную воду. Водные растворы Na-КМЦ химически устойчивы, сохраняют гомогенную структуру до 6 месяцев. В качестве пластификатора используют дистиллированный глицерин (ГОСТ 6824-96 Глицерин дистиллированный. Технические условия). Глицерин смешивается с водой в широком интервале концентраций и температур, является экологически безопасным, отличается слабой летучестью, имеет температуру воспламенения 181-217°С, самовоспламенения 362°С. Водные 1-3%-ные растворы Na-КМЦ приготавливают при комнатной температуре путем тщательного перемешивания в стандартной мешалке в течение 0,7-1,0 часа при скорости вращения последней 350-500 мин-1. Затем в раствор, находящийся в мешалке, вводят 1-5 г глицерина на каждые 100 г водного раствора Na-КМЦ в указанных интервалах концентраций. Раствор дополнительно перемешивают в течение 0,2-0,3 ч до получения гелеобразного водно-глицеринового раствора. Использование указанного диапазона концентраций глицерина связано с тем, что авторами экспериментально доказано, что 1-5 г глицерина на 100 г раствора Na-КМЦ является оптимальной концентрацией, которая обеспечивает высокую гомогенность гелеобразного раствора. Увеличение содержания глицерина сверх 5 г на 100 г раствора приводит к расслоению гелеобразного раствора. Уменьшение содержания глицерина менее 1 г на 100 г раствора понижает пластичность гелеобразного раствора. Прессование порошков осуществляется при температуре формообразующей полости пресс-формы, равной 75-95°С в интервале давлений 350-600 МПа со скоростью (0,5-1,5)·10-3 м/с. Для определения пылящей способности заготовок в стандартный конусный смеситель загружали мелкодисперсный порошок алюминия АСД 1 (ТУ48-5-226-8. Порошки алюминия) и вводили 0,3-0,6 мас.% 1-3%-ного водно-глицеринового раствора Na-КМЦ, что для 1 кг порошка АСД 1 составляет 3-6 г раствора Na-КМЦ. Перемешивание смеси проводят при комнатной температуре (нормальных условиях) в течение 0,5 ч. Приготовленную таким образом порошковую шихту подвергали испытаниям на пылящую способность, то есть на способность образовывать аэровзвеси. Для этого пробу порошка массой 50 г помещали в трубчатый лоток - циклон с фильтром на выходе, через который продувался воздух с массовым расходом 10 л/мин при ламинарном течении. Одновременно с началом продувки порошковая проба, находящаяся в лотке, с помощью инерционного вибратора приводилась в состояние псевдосжижения. После 15-минутного испытания фильтр с порошком взвешивали на аналитических весах с точностью до 0.0001 г и по формуле ((Мф.1-Мф.2)/Мф.2))×100%, где Мф.1 и Мф.2 соответственно масса фильтра до и после испытаний, определяли относительную величину потерь массы порошка в процентах (табл.1). Прессование проводили в стальной пресс-форме с диаметром формообразующей матрицы, равным 10 мм, при температуре матрицы 75-95°С. Навеску порошкообразной шихты массой 15 г засыпают в формообразующую полость матрицы, после чего осуществляют прессование приложением давления 350-600 МПа к верхнему и нижнему пуансонам со скоростью (0,5-1,5)·10-3 м/с. Выпрессовку полученной заготовки из матрицы осуществляли приложением нагрузки к верхнему пуансону, затем определяли плотность прессовок, полученных в результате однократного прессования и величину транспортабельной способности прессовок по выходу годных изделий (табл.2), а также уровень газообразования по потере массы при времени выдержки 0,7 ч и температуре нагрева 290°С, что на 50°С превышает максимальную температуру воспламенения очищенной Na-КМЦ (табл.3). Определение плотности прессовок осуществляли в соответствие с ГОСТ 18898-95 (Порошковая металлургия. Изделия. Методы определения плотности и пористости). Методика определения величины транспортабельной способности, т.е. способности сопротивляться разрушению на транспортных операциях технологического процесса, прессовок заключалась в следующем. В шаровую мельницу без шаров, объемом 1 л, загружались попеременно прессовки, изготовленные по способу-прототипу и заявленному способам. Масса прессовок во всех случаях не превышала 100 г. Частота вращения шаровой мельницы поддерживалась на уровне 10 мин-1. Продолжительность вращения - 0,5 ч. После выгрузки взвешивались только не разрушившиеся прессовки, после чего рассчитывали выход годных изделий в %. Оценивалась также производительность предлагаемого способа в сравнении с прототипом по времени, затрачиваемому на изготовлении 1 детали (нормо-час/ деталь). При изготовлении партии из 100 деталей известным способом производительность составила 0,43 нормо-час/деталь, в то время как использование предлагаемого способа позволило получить производительность на уровне 0,19 нормо-час/деталь. Полученное повышение производительности связано с исключением операций по обезгаживанию прессовок и их повторному прессованию. При этом, если в первом случае на формообразующей поверхности пресс-формы после 48 циклов прессования наблюдались следы наволакивания мелкодисперсного порошка алюминия, а на образующей поверхности деталей образовывались вследствие этого задиры-царапины, то во втором случае указанные дефекты отсутствовали после прессования 100 деталей. Это свидетельствует о том, что при использовании заявляемого способа обеспечиваются условия, способствующие повышению износостойкости формообразующих поверхностей пресс-форм для прессования мелкодисперсных порошков алюминия. Как следует из табл.1, относительная величина потери массы порошковой шихты, приготовленной в заявленной концентрации компонентов, на порядок ниже по сравнению с потерей массы в способе-прототипе. Как следует из табл.2, плотность прессовок, полученных заявляемым способом, и, следовательно, выход годных изделий выше в 4 раза по сравнению с известным способом. Как следует из табл.3, уровень газообразования по потере массы при спекании прессовок по заявляемому способу на порядок ниже, чем у способа-прототипа. Использование разработанного способа позволяет повысить производительность и экологическую безопасность технологического процесса получения изделий из мелкодисперсных порошков алюминия.
Источники информации
1. Кем А.Ю. Технологические особенности порошковой металлургии алюминия. Обзоры по электронной технике. М.: ЦНИИ Электроника, Серия 7, ТОПО, Вып.6 / 1528, 1990, с 52.
2. SU 148075, М. кл. B22F, 3/22, 1962.
3. Добровольский А.Г. Шликерное литье. М.: Металлургия, 1977, с.19-34, 181-184.
4. Кем А.Ю. Влияние условий прессования на структуру и свойства порошковых алюминиевых сплавов, легированных медью и магнием. Порошковая металлургия, 1992, №8, с.44.
5. SU 1675052 A1, М. кл. B22F 1/00, 3/12, 1991, бюл. №33 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СПЕЧЕННОГО МАТЕРИАЛА НА ОСНОВЕ ЦИНКА (ВАРИАНТЫ) | 2009 |
|
RU2418085C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ЗАГОТОВОК ИЗ ТЯЖЕЛЫХ СПЛАВОВ НА ОСНОВЕ ВОЛЬФРАМА | 2015 |
|
RU2582166C1 |
| СПЕЧЕННЫЙ СПЛАВ НА ОСНОВЕ ТИТАНА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1991 |
|
RU2016114C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ АЛЮМИНИЕВЫХ БРОНЗ | 1992 |
|
RU2032494C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 1992 |
|
RU2043866C1 |
| Шихта для получения спеченного композиционного материала на основе железа | 1990 |
|
SU1747243A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ПОРИСТЫХ ИЗДЕЛИЙ ИЗ ПСЕВДОСПЛАВА НА ОСНОВЕ ВОЛЬФРАМА | 2010 |
|
RU2444418C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАБЛЕТОК ЯДЕРНОГО ТОПЛИВА С ИСПОЛЬЗОВАНИЕМ ЛЕГИРОВАНИЯ | 2016 |
|
RU2630898C1 |
| Способ изготовления спеченных изделий из металлических порошков | 1990 |
|
SU1726131A1 |
| Способ изготовления изделий из нитрида кремния | 1991 |
|
SU1806118A3 |
Изобретение относится к порошковой металлургии, в частности к получению изделий из мелкодисперсных порошков на основе алюминия. Порошок алюминия смешивают с 0,3-0,6 мас.% технологической смазки - 1-3%-ные водно-глицериновые гели очищенной натрий карбоксиметилцеллюлозы. Затем проводят прессование в пресс-форме при 75-95°С в интервале давлений 350-600 МПа со скоростью (0,5-1,5)103 м/с. Способ позволяет снизить пылящую способность порошка алюминия и повысить прочность изделий. 3 табл.
Способ изготовления изделий из мелкодисперсных порошков на основе алюминия, включающий смешивание исходного порошка алюминия и технологической смазки и прессование заготовок в пресс-форме, отличающийся тем, что в качестве технологической смазки используют 1-3%-ные водно-глицериновые гели очищенной натрий карбоксиметилцеллюлозы в количестве 0,3-0,6 мас.%, а прессование проводят при температуре 75-95°С в интервале давлений 350-600 МПа со скоростью (0,5-1,5)103 м/с.
| Способ получения заготовок из мелкодисперсного порошка алюминия | 1988 |
|
SU1675052A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ АЛЮМИНИЕВЫХ БРОНЗ | 1992 |
|
RU2032494C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВОГО ПОРОШКА | 1992 |
|
RU2005575C1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Монометр | 1983 |
|
SU1155883A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |

