(5) ПРАВЯЩИЙ ФАСОННЫЙ ИНСТРУМЕНТ
| название | год | авторы | номер документа |
|---|---|---|---|
| АЛМАЗНЫЙ ИНСТРУМЕНТ ДЛЯ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 2007 |
|
RU2354532C1 |
| Правящий фасонный инструмент | 1980 |
|
SU908583A1 |
| Способ изготовления сложнопрофильного абразивного инструмента | 1990 |
|
SU1754430A1 |
| Способ правки абразивного круга на металлической связке | 1979 |
|
SU882719A1 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
| ИНСТРУМЕНТ ДЛЯ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 2006 |
|
RU2334609C1 |
| Способ обработки деталей абразивным кругом | 1987 |
|
SU1542788A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ИСПОЛЬЗОВАНИЯ АБРАЗИВНЫХ ЗЕРЕН | 2001 |
|
RU2191681C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ПРАВЯЩЕГО ИНСТРУМЕНТА | 2009 |
|
RU2393078C1 |
| Способ изготовления абразивного инструмента гальваническим методом | 1982 |
|
SU1021588A1 |
I
Изобретение относится к станкостроению и касается правки фасонных шлифовальных кругов алмазными фасонными инструментами.
Известна конструкция правящего фасонного инструмента, выполненного в виде ролика, содержащего корпус, на рабочей поверхности которого закреплены в один слой алмазные зерна одинакового размера 1.
Недостатком инструмента известной конструкции является неравномерный износ алмазных зерен в различных зонах на рабочей поверхности ролика.. При этом чем больше угол между .нормалью к профилю и осью ролика, тем меньше износ в данной зоне профиля инструмента. Наименьшему износу подвергаются участки с углом 90. Неравномерность износа алмазных зерен приводит, кроме того, к искажению профиля ролика и снижению точности правки.
Цель изобретения - повышение эф- . фективности использования алмазных зерен за счет более полного использования их в фасонном правящем инструменте.
Для достижения поставленной цели в правящем фасонном инструменте,содержащем корпус, на рабочей поверхности которого закреплены алмазные зерна одинакового размера в один слой, прочность последних пропорциональна углу, образованному плоскостью, перпендикулярной оси инструмента , и нормалью к рабочему профилю инструмента в зоне расположения алмазного зерна и определяется из соот ношения
где 3 прочность алмазных зерен
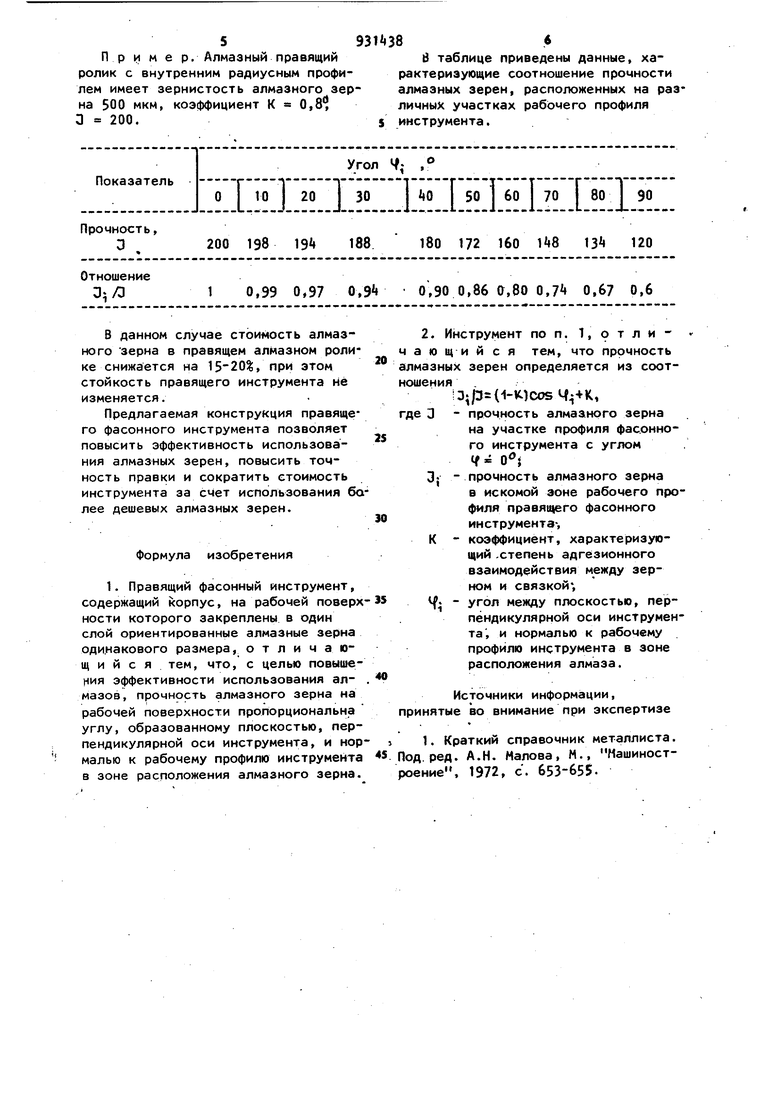
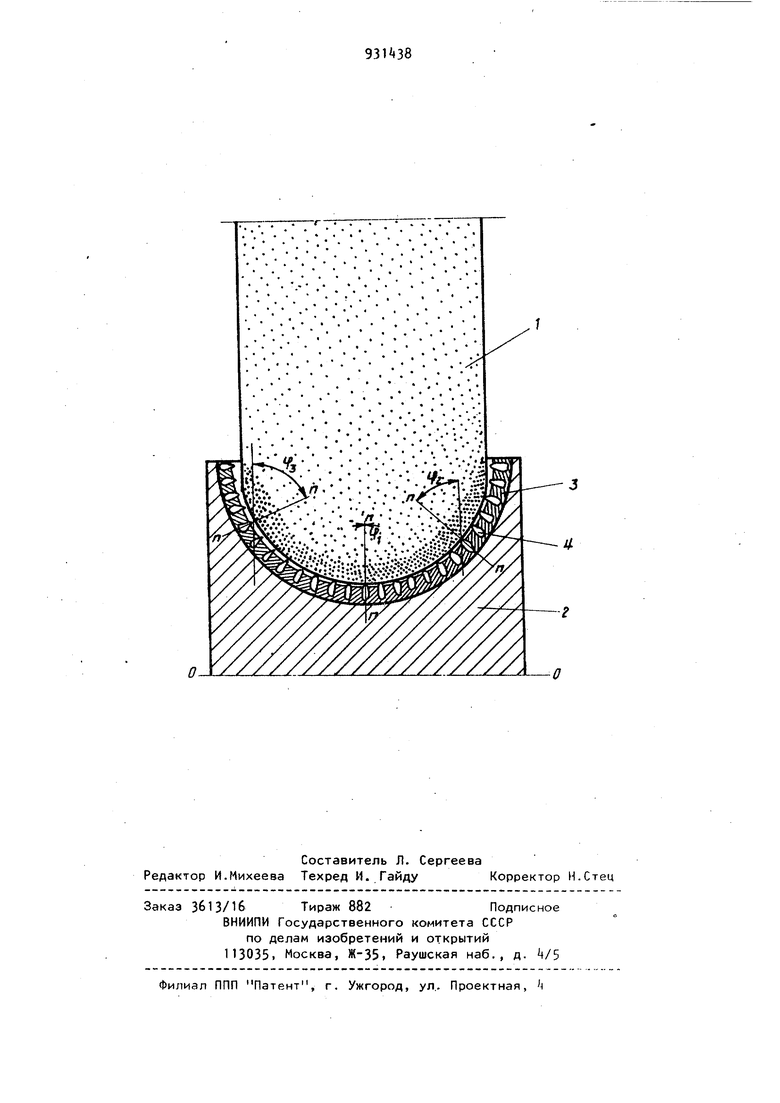
на участке профиля фасонного инструмента с углом . Ч Q°;
К - коэффициент, характеризующий степень адгезионного взаимодействия между алмаз ным зерном и связкой; 4i угол между перпендикуляром к оси инструмента и нормалью к рабочему профилю инстЦзумента в зоне располо жения алмаза I 3j - прочность алмазных зерен 8 искомой зоне рабочего про филя инструмента. На чертеже изображена предлагаемая конструкция правящего инструмента и заправляемый абразивный круг. Фасонный шлифовальный круг 1 взаимодействует с правящим роликом 2, на корпусе которого с помощью связую щего 3 закреплены в один слой ориентированные алмазные зерна , отношение прочности которых пропорционально углам Ч , f,2, Чу ... между плоскостью, перпендикулярной оси инструмента, и нормалями п-п к рабочему профилю правящего инструмента в данной точке, где расположен алмаз. При этом прочность I алмазных зерен, рас полагающихся на профиле инструмента, находится в следующем соотношении: .| (1-К) К, где И - прочность алмазных зерен на участке профиля фасонного инструмента с углом Ч 0°, определяется техническими требованиями к правке и зависит от марки алмазного зерна, его износостойкости (200),; 3, - прочность алмазных зерен в искомой зоне рабочего профиля инструмента, К - коэффициент, характеризующий степень адгезионного вз имодействия между зерном и ; связкой, определяется экспе риментально (0,)-, If. - угол между перпендикуляром оси инструмента и нормалью, (п-п) к профилю инструмента в зоне расположения алмазно го зерна. При работе алмазные правящие роли ки известной конструкции изнашиваютс неравномерно. В первую очередь и в большей степени изнашиваются алмазны зерна, расположенные на участках про филя с углом между нормалью к профилю и плоскостью, перпендикулярной ос инструмента, равным О. Указанное обстоятельство объясняется,по-видим му, тем, что в данном случае интенсивность износа алмазного зерна определяется нормальной составляющей силы резания, возникающей при правке. С учетом этого обстоятельства и необходимо определять износостойкость и марку алмаза для данной точки профиля правящего инструмента, которые зависят от прочности алмазного зерна.При работе в результате износа инструмента уменьшается площадь контакта между отдельным зерном и связкой, в связи с чем растут напряжения, возникающие в зерне, что может привести к раздроблению алмаза, если эти напряжения превысят прочность алмазного зерна. Уменьшение площади контакта также вызывает уменьшение сил крепления алмазного зерна в связке и в случае, если площадь контакта оказывается меньше допускаемой величины, зерно вырывается из связки. Указанная минимально допустимая величина контактной площадки характеризуется коэффи(циентом адгезионного взаимодействия между зерном и связкой. в процессе работы необходимо,чтобы прочность алмазов во всех зонах профиля инструмента обеспечивала одновременное наступление максимально допустимого износа и напряжения в алмазном зерне на участке с Ч , близким к о , не превышали допустимых. Таким образом, коэффициент адгезионного взаимодействия в данном случае является показателем, характеризующим минимально, допустимую прочность алмазного зерна, расположенного в инструменте, которая определяется максимально допустимыми напряжениями в алмазном зерне, связанными с минимально допустимой контактной площадкой . Установка в заданную точку профиля алмаза с оптимальной прочностью обеспечивает равномерный износ всех алмазных зерен, расположенных на рабочем профиле инструмента. Это способствует повышению точности правки, при этом стойкость правящего инструмента остается без изменений, Положительный эффект достигается также Зй счет того, что менее прочные алмазы являются к тому же и более дешевыми. 59 Приме p. Алмазный правящий ролик с внутренним радиусным профилем имеет зернистость алмазного зерна 500 мкм, коэффициент К 0,8) 3 200. В данном случае стоимость алмазного зерна в правящем алмазном ролике снижается на , при этом стойкость правящего инструмента не изменяется. Предлагаемая конструкция правяще го фасонного инструмента позволяет повысить эффективность использования алмазных зерен, повысить точность правки и сократить стоимость инструмента за счет использования более дешевых алмазных зерен. Формула изобретения 1. Правящий фасонный инструмент, содержащий корпус, на рабочей поверх ности которого закреплены в один слой ориентированные алмазные зерна одинакового размера, отличающийся тем, что, с целью повышения эффективности использования алмазов, прочность алмазного зерна на рабочей поверхности пропорциональна углу, образованному плоскостью, перпендикулярной оси инструмента, и нор малью к рабочему профилю инструмента в зоне расположения алмазного зерна. ч ал но гд пр 5 5. По ро В таблице приведены данные, характеризующие соотношение прочности алмазных зерен, расположенных на различных участках рабочего профиля инструмента. . Инструмент по п. 1,отлиющий ся тем, что прочность зных зерен определяется из соотния:3.р(1-К), 3 - прочность алмазного зерна на участке профиля фасонного инструмента с углом {f 3; - прочность алмазного зерна в искомой зоне рабочего профиля правящего фасонного инструмента-, К - коэффициент, характеризующий .степень адгезионного взаимодействия между зерном и связкой, Чч угол между плоскостью, перпендикулярной оси инструмента, и нормалью к рабочему профилю инструмента в зоне расположения алмаза. Источники информации, ятые во внимание при экспертизе . Краткий справочник металлиста. ред. А.Н. Малова, М., Нашиностие. 1972, с . 653-655.
