Изобретение относится к литейному производству, более конкретно - к разливке цветных металлов и сплавов и отбору образцов (проб) для оценки качества отлитых из расплава слитков (чушек), и может быть использовано при разливке отливок различных форм и размеров из сплавов как с узким, так и с широким температурным интервалом кристаллизации, в том числе из сплавов, склонных к горячеломкости.
Известны способы изготовления представительных образцов, используемых для контроля химического состава и механических свойств отливок, в изложницах с вертикально-щелевой литниковой системой (Арбузов Б.А. и др. «Цветное литье легкие сплавы», М., Машиностроение, 1966 г., стр.64).
К недостаткам системы следует отнести сложность в выполнении образцов в форме и извлечении при обрубке, а также то, что температурные условия кристаллизации слитков и образцов могут значительно отличаться, приводя к необъективности контроля.
Наиболее близким является «Способ отбора пробы» (патент РФ 2015801, B22D 7/00 - прототип), согласно которому расплав разливают в изложницу, в которых одна из боковых стенок выполнена разъемной с полостью, сообщающейся с полостью изложницы, затем расплав охлаждают, после этого от изложницы отделяют боковую спинку и извлекают из нее слиток - пробу.
К недостаткам данного способа относится необходимость иметь специальную изложницу с отделяемой боковой стенкой, геометрические ограничения, накладываемые по высоте пробы, и необходимость обеспечения герметичности прилегания боковой разъемной стенки с полостью изложницы.
Задача, на решение, которой направлено данное изобретение, заключается в создании технологии получении представительных образцов, условия литья которых совпадают с условиями получения чушек, при этом контрольные образцы могут изготовляться по необходимости на любой стадии литья.
Техническим результатом, достигаемым при осуществлении изобретения, является возможность получения образцов (проб) необходимых геометрических форм, условия кристаллизации которых идентичны производимым изделиям, образцы получают на стандартной изложнице без изменения регламента процесса литья.
Указанный технический результат при осуществлении изобретения достигается тем, что в способе изготовления образцов в процессе литья слитков цветных металлов, включающем подготовку расплава, заливку его в изложницу, содержащую полость для формирования образца, сообщающиеся между собой, одновременную кристаллизацию слитка и образца, извлечение их из изложницы и отделение образца от слитка, перед заливкой металла в стандартную изложницу устанавливают разъемную изложницу для формирования образца, состоящую из разъемных половинок, образующих полость для формирования образца, высота которой составляет 0,3-0,5 высоты изложницы, состоящую из двух половинок, образующих полость для формирования образца и литниковое отверстие, суженное в направлении полости, формирующей образец, при этом соотношение нижней и верхней площадей литникового отверстия составляет 0,5-0,75.
Способ иллюстрируется чертежом (фиг.1).
Изложница, в которой формируются слитки, состоит из корпуса 1 с основной полостью для выплавки слитка 2, в которую установлена разъемная изложница для формирования образца 3, состоящая из двух половинок 4, которые образуют полость 5, где формируется образец, полости соединены сужающимся литниковым отверстием 6.
Заявленный способ реализуется следующим способом.
В процессе разливки расплава на конвейере происходит движение стандартных изложниц в одном направлении и заполнение их расплавом. По мере необходимости отбора образцов в корпус 1 стандартной изложницы перед заливкой металла устанавливается разъемная изложница для формирования образца 3, состоящая из двух половинок 4. В полость 2 заливают расплав, который через отверстие 6 поступает в полость 5, где формируется образец. Отверстие 6 выполнено коническим при соотношении нижней и верхней площади отверстия в пределах 0,5-0,75, это позволяет с одной стороны легко отделять образец от основного слитка, а с другой обеспечивает хорошую заполняемость полости 5. Высота разъемной изложницы для формирования образца, состоящая из двух половинок, выбрана в пределах 0,3-0,5 высоты стандартной изложницы слитка для обеспечения идентичности температурных условий кристаллизации слитка и образца. После окончания кристаллизации слитка стандартные изложницы переворачивают и слиток выпадает из изложницы на специальную площадку для их складирования, обвязки и упаковки. Вместе со слитком выпадает и разъемная изложница со сформированным образцом. Разъемную изложницу разбирают, образец после удаления литниковой части маркируют идентификационными признаками и направляют на испытания.
Пример реализации
Описанным способом отбирались образцы в процессе разливки сплава АК12 (ГОСТ 1583-93) в слиток на конвейере.
Внутренние размеры стандартной изложницы, где формируется отливаемый слиток, и разъемной изложницы для формирования образца, состоящей из двух половинок, приведены на фиг.2, где размеры для литья слитков 1 и формирования образца 2.
Отношение высоты разъемной изложницы для формирования образца, состоящей из двух половинок, к стандартной изложнице составляет
При этом соотношение нижней (S1) и верхней (S2) площадей литникового отверстия разъемной изложницы соответствует

Механические свойства сформированных образцов, отлитых по данному способу, представлены в таблице. Испытание образцов проведено в соответствии с ГОСТ 1497 - тип III №7 - цилиндрические образцы с диаметром рабочей чаши 5 мм.
Заявленный способ позволяет получать представительные образцы для определения механических свойств и других характеристик материала, снизить трудоемкость отбора образцов, объективно контролировать качество отливаемых слитков на протяжении всего процесса разливки сплава в слитки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗЛОЖНИЦА ДЛЯ ЛИТЬЯ ЧУШЕК МОДИФИЦИРУЮЩИХ ЛИГАТУР | 2002 |
|
RU2226446C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СОДЕРЖАНИЯ ВОДОРОДА В АЛЮМИНИЕВЫХ СПЛАВАХ | 2010 |
|
RU2435160C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СОДЕРЖАНИЯ ВОДОРОДА В АЛЮМИНИЕВЫХ СПЛАВАХ | 2017 |
|
RU2665585C1 |
| СПОСОБ ЛИТЬЯ АЛЮМИНИЕВЫХ ЧУШЕК В ИЗЛОЖНИЦЫ ЛИТЕЙНОГО КОНВЕЙЕРА И КОМПЛЕКС ДЛЯ ЛИТЬЯ | 2010 |
|
RU2457919C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПЕНОАЛЮМИНИЯ | 1999 |
|
RU2180361C2 |
| СПОСОБ ПРОИЗВОДСТВА МЕТАЛЛУРГИЧЕСКИХ ЗАГОТОВОК, ФАСОННОГО ЛИТЬЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2573283C1 |
| СПОСОБ ОТБОРА ПРОБЫ | 1991 |
|
RU2015801C1 |
| Способ литья заготовок | 1981 |
|
SU1042883A1 |
| ВЕРТИКАЛЬНАЯ РАЗЪЕМНАЯ ИЗЛОЖНИЦА | 2003 |
|
RU2240891C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ СЛИТКОВ | 1996 |
|
RU2101132C1 |
Изобретение относится к литейному производству. Разливку ведут в изложницу, содержащую полость для формирования слитка и полость для формирования образца, сообщающиеся между собой. Перед началом разливки в стандартную изложницу устанавливают разъемную вставку, высота которой составляет 0,3-0,5 высоты изложницы, состоящую из двух половинок, образующих полость для формирования образца и литниковое отверстие. Литниковое отверстие сужено в направлении полости, формирующей образец, при этом соотношение нижней и верхней площадей литникового отверстия составляет 0,5-0,75. Обеспечивается получение достоверных образцов для определения газосодержания и механических свойств отлитых чушек, снижается трудоемкость отбора проб, улучшается контроль качества отливаемых чушек на протяжении всего процесса разливки. 2 ил., 1 табл.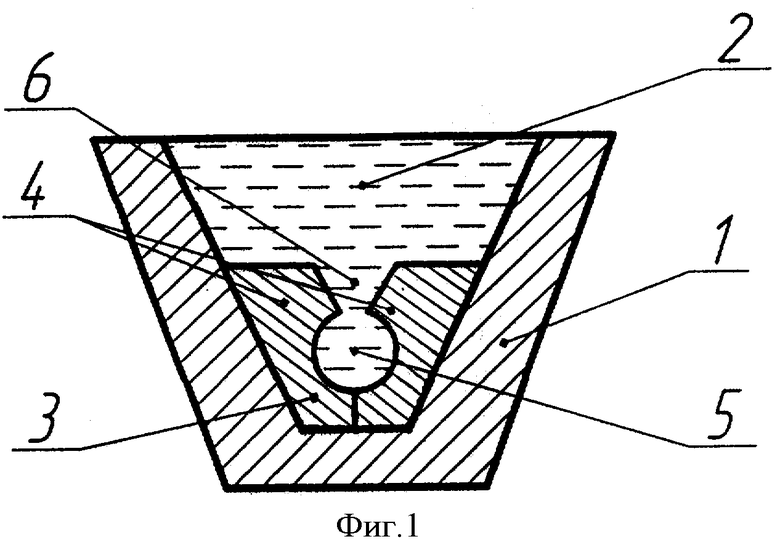
Способ изготовления образцов в процессе литья слитков цветных металлов, включающий подготовку расплава, заливку его в изложницу, содержащую полость для формирования слитка и полость для формирования образца, сообщающиеся между собой, одновременную кристаллизацию слитка и образца, извлечение их из изложницы и отделение образца от слитка, отличающийся тем, что перед заливкой металла в стандартную изложницу устанавливают разъемную изложницу для формирования образца, высота которой составляет 0,3-0,5 высоты изложницы, состоящую из двух половинок, образующих полость для формирования образца и литниковое отверстие, суженное в направлении полости, формирующей образец, при этом отношение нижней и верхней площадей литникового отверстия составляет 0,5-0,75.
| СПОСОБ ОТБОРА ПРОБЫ | 1991 |
|
RU2015801C1 |
| КОКИЛЬ ДЛЯ ПОЛУЧЕНИЯ ПЛОСКИХ ОБРАЗЦОВ | 2003 |
|
RU2260496C2 |
| ИЗЛОЖНИЦА | 2003 |
|
RU2245213C1 |
| Устройство для отбора проб жидкого чугуна | 1989 |
|
SU1765745A1 |
| Технологическая проба | 1984 |
|
SU1226118A1 |

