Настоящее изобретение относится к способу и устройству для нанесения порошкового припоя на металлическую структуру. В качестве примера подобных металлических структур можно назвать сотовые элементы, которые используются главным образом в качестве носителей каталитических нейтрализаторов, носителей аккумулирующих материалов либо фильтрующих элементов в системах нейтрализации отработавших газов (ОГ) двигателей внутреннего сгорания (ДВС) самоходных машин и транспортных средств.
Металлические сотовые элементы изготавливают, например, набором в пакет и/или свертыванием в рулон металлических листов, по меньшей мере часть из которых представляет собой структурированные или профилированные металлические листы. При этом такие металлические листы могут иметь самое разнообразное исполнение, как это описано, например, в ЕР 0245738 А1.
Набранные в пакет и/или свернутые в рулон металлические листы по меньшей мере частично соединяют между собой пайкой с получением в результате монолитного сотового элемента. Готовый сотовый элемент, как известно, помещают в трубчатый кожух и по меньшей мере частично соединяют с ним пайкой. С этой целью на соединяемые пайкой участки металлических листов и трубчатого кожуха наносят припой. Известные методы нанесения адгезива и припоя на такую металлическую конструкцию, состоящую из сотового элемента и трубчатого кожуха, описаны, например, в WO 89/11938, WO 94/06594, WO 93/25339, WO 99/37432 и DE 2924592 A1.
Согласно заявке WO 99/37432 сначала набором в пакет и/или свертыванием в рулон металлических листов, по меньшей мере часть из которых представляет собой структурированные или профилированные металлические листы, предлагается изготавливать сотовый элемент с проточными для текучей среды каналами. Затем этот сотовый элемент частично заключают в трубчатый кожух. Выступающую из трубчатого кожуха часть сотового элемента со стороны его торца вводят в контакт с жидким адгезивом. После этого сотовый элемент полностью вдвигают в трубчатый кожух и затем вводят в контакт с припоем.
Подобные сотовые элементы обычно подвергаются воздействию исключительно высоких термических и динамических знакопеременных нагрузок в системе выпуска ОГ двигателя внутреннего сгорания. По причине значительных колебаний температуры в системе выпуска ОГ характеристики теплового расширения образующих сотовую структуру металлических листов и охватывающего их трубчатого кожуха существенно различаются между собой. Во избежание возникновения нарушающих структурную целостность сотового элемента тепловых напряжений, а также с целью обеспечить долговечную фиксацию металлических листов в трубчатом кожухе соединять пайкой металлические листы между собой, а также металлические листы с трубчатым кожухом, следует, как известно, только на отдельных их участках. При этом особо важное значение имеет четкое отграничение соединяемых между собой пайкой отдельных участков сотового элемента от тех его отдельных участков, которые имеют возможность свободного теплового расширения.
Учитывая тот факт, что стенки каналов внутри сотового элемента в завершение дополнительно покрывают каталитически активным или увеличивающим площадь активной поверхности покрытием, а также учитывая тот факт, что в технических разработках в настоящее время прослеживается тенденция к использованию для изготовления сотовых элементов исключительно тонкой фольги и за счет этого к увеличению плотности расположения каналов, по возможности следует избегать налипания на ограничивающие их стенки избыточного количества припоя, сопровождающегося уменьшением поперечного сечения каналов. При этом в первую очередь необходимо обеспечить накопление припоя в каналах лишь в таком количестве, чтобы, с одной стороны, обеспечить получение долговечного неразъемного паяного соединения между собой смежных металлических листов, а с другой стороны, обеспечить наличие на стенках каналов достаточно больших по площади участков, не покрытых припоем и тем самым доступных для нанесения на них другого покрытия.
Исходя из вышеизложенного, в основу настоящего изобретения была положена задача разработать такой способ нанесения припоя на металлическую структуру, прежде всего на сотовый элемент со стенками и ограниченными ими каналами, который обеспечивал бы возможность получения четко отграниченных от остальной части металлической структуры покрытых припоем участков и уменьшения расхода необходимого для выполнения паяных соединений припоя, а также обеспечивал бы долговечность соединения стенок каналов даже при воздействии на сотовый элемент высоких термических и динамических нагрузок. Подобный способ должен быть, кроме того, простым в осуществлении и пригодным для крупносерийного производства таких металлических структур. Еще одна задача изобретения состояла в разработке имеющего особо простую конструкцию и гибкого в управлении им устройства для нанесения припоя, которое обеспечивало бы равномерное распределение припоя внутри металлической структуры.
Указанные задачи решаются согласно изобретению в способе нанесения припоя на металлическую структуру и устройстве для его осуществления. Предпочтительные варианты осуществления предлагаемого в изобретении способа и выполнения предлагаемого в изобретении устройства приведены в соответствующих зависимых пунктах формулы изобретения, при этом соответствующие предпочтительные варианты осуществления изобретения можно также комбинировать между собой.
В соответствии с предлагаемым в изобретении способом металлическую структуру вводят в контакт с порошковым припоем таким образом, чтобы по меньшей мере часть этого припоя оставалась в налипшем на металлическую структуру состоянии. Такой способ отличается тем, что металлическую структуру выполняют в виде сотового элемента, состоящего прежде всего из по меньшей мере частично структурированных или профилированных листов фольги и имеющего каналы с образовавшимися в них клиновидными полостями, и приводят металлическую структуру, по меньшей мере во время ее контакта с припоем, в вибрационное движение, удерживая ее захватом и/или рукой манипулятора и передавая на нее вибрации через захват, соответственно руку манипулятора, при этом припой вследствие вибрации скапливается в основном в клиновидных полостях.
Дополнительно в вибрационное движение можно приводить емкость для передачи вибрации на припой, размещенный в указанной емкости. Помимо этого приводить металлическую структуру или припой в вибрационное движение при определенных условиях можно и путем приложения к ней, соответственно к нему, внешнего воздействия от импульсного генератора. Под металлической структурой в контексте настоящего изобретения подразумеваются прежде всего проточные для текучей среды конструкции или структуры с каналами и/или отверстиями, имеющие несколько отдельных элементов (кожух, металлические листы, листы фольги, тканые структуры, сетки, волокна, проволоки и т.д.), которые пайкой неразъемно соединяют между собой. Эти отдельные элементы при этом ограничивают, соответственно образуют каналы, соответственно отверстия, которые обеспечивают возможность прохождения через структуру текучей среды.
За счет приведения металлической структуры, соответственно припоя, в вибрационное движение припой скапливается преимущественно на участках соприкосновения друг с другом смежных соединяемых между собой стенок, вдавливается в эти участки и фиксируется на них. Такие участки соприкосновения друг с другом смежных стенок преимущественно представляют собой клиновидные полости, кромки, зазоры или иные аналогичные места, скапливающийся в которых припой предпочтительно контактирует одновременно с двумя смежными стенками, ограничивающими проточный канал. Тем самым обеспечивается надежная фиксация припоя в точно заданном положении на соединяемых между собой стенках, где он должен находиться при последующем выполнении их неразъемного соединения между собой в процессе высокотемпературной обработки металлической структуры.
Если металлическая структура представляет собой сотовый элемент со стенками и ограниченными ими каналами, то они оканчиваются у торца сотового элемента и по меньшей вблизи этого торца проходят параллельно оси сотового элемента. В этом случае цель нанесения припоя на сотовый элемент состоит в первую очередь в том, чтобы за счет введения сотового элемента в контакт с припоем, прежде всего с порошковым припоем, обеспечить надежную фиксацию по меньшей мере его части в каналах в налипшем на их стенки состоянии. Для этого сотовый элемент и припой предлагается приводить в вибрационное движение по меньшей мере во время введения их в контакт между собой. Подобное вибрационное движение может заключаться, например, в их приведении в колебательное движение, поворотное или вращательное движение, поступательное относительное движение или иное аналогичное движение, при котором припой кратковременно приобретает ускорение относительно металлической структуры, соответственно перемещается относительно нее с некоторой скоростью в сторону стенок каналов.
Еще одно преимущество, связанное с созданием вибраций в процессе нанесения припоя на металлическую структуру, состоит в том, что в отличие от остающегося в зажатом или заклиненном описанным выше образом состоянии припоя остальной припой, который главным образом контактирует только с одной стенкой канала, вследствие импульсного соударения продолжающих свободно перемещаться в каналах частиц припоя высыпается обратно из каналов, соответственно отделяется от их стенок. Средняя крупность частиц припоя при этом предпочтительно составляет от 20 до 120 мкм, прежде всего от 25 до 100 мкм. Использование припоя с частицами, крупность которых лежит в указанных пределах, позволяет предотвратить уменьшение поперечного сечения каналов вследствие образования скоплений припоя в местах, не предназначенных для неразъемного соединения между собой смежных стенок каналов. Тем самым удается избежать недопустимой потери давления в подобном сотовом элементе при прохождении через него текучей среды.
В соответствии еще с одним вариантом осуществления предлагаемого в изобретении способа сотовый элемент и припой приводят в вибрационное движение путем их поворота или вращения друг относительно друга, в ходе которого предпочтительно весь торец сотового элемента совершает перемещение относительно припоя. Сказанное означает, что сотовый элемент, соответственно емкость с находящимся в ней припоем, наряду с их приведением в строго вращательное или поворотное колебательное движение можно дополнительно приводить и в иное накладывающееся на него относительное движение. При этом предпочтительны прежде всего сложные движения по замкнутой траектории, при которых на каждом отдельном участке торца сотового элемента обеспечивается относительное перемещение между стенками каналов и припоем. Это условие должно соблюдаться прежде всего и в отношении тех отдельных участков сотового элемента, которые расположены вблизи его оси вращения или оси вращения емкости с припоем. Преимущество, связанное с использованием вращательного или поворотного колебательного движения в качестве вибрационного движения, состоит в возможности особо компактного выполнения соответствующей установки для осуществления подобного вращательного или поворотного колебательного движения и тем самым в возможности использования предлагаемого в изобретении способа в крупносерийном, соответственно массовом, производстве сотовых элементов.
Согласно еще одному варианту осуществления изобретения вибрационное движение предлагается совершать с постоянной амплитудой. Под амплитудой вибрационного движения в этом контексте подразумевается, например, максимальная величина перемещения стенки канала в направлении вибрационного движения при ее приведении в такое движение. Процесс приведения в вибрационное движение начинают прежде всего уже перед введением металлической структуры в контакт с припоем, а еще ранее предпочтительно прекращать возможное приведение припоя в псевдоожиженное состояние (например, с помощью воздуха). Прекращать же процесс приведения в вибрационное движение, в которое предпочтительно приводить металлическую структуру, предпочтительно лишь после ее извлечения из припоя. В соответствии с этим продолжительность процесса приведения в вибрационное движение составляет всего лишь менее 5 с, прежде всего менее 3 или 2 с, а при определенных условиях даже менее 1 с. Амплитуда вибрационного движения при этом составляет главным образом от 0,1 до 3 мм, предпочтительно от 0,2 до 1,0 мм.
Помимо этого, в процессе приведения в вибрационное движение предлагается изменять его частоту. Учитывая тот факт, что при использовании прежде всего порошкового припоя в нем могут встречаться частицы самой различной крупности, варьирование частоты вибрационного движения обеспечивает наиболее эффективное накопление частиц припоя на участках соприкосновения смежных стенок каналов. При этом частота вибрационного движения предпочтительно составляет от 20 до 100 Гц, прежде всего от 25 до 50 Гц.
В соответствии еще с одним вариантом осуществления изобретения припой и/или металлическую структуру предлагается дополнительно приводить в процессе вибрационного движения в движение в осевом направлении, сопровождающееся погружением металлической структуры в припой. Благодаря этому обеспечивается наиболее интенсивный контакт припоя с участками соприкосновения смежных стенок каналов.
С целью обеспечить надежную фиксацию припоя на требуемых участках на отдельные участки металлической структуры, на которых должен оставаться налипший к ним припой, перед его нанесением наиболее предпочтительно по меньшей мере частично наносить адгезив. При этом адгезив целесообразно наносить на все расположенные в зоне выполняемого в последующем паяного соединения стенки каналов в металлической структуре.
В соответствии со следующим вариантом осуществления изобретения металлическую структуру предлагается покрывать припоем только до некоторого заданного уровня, отсчитываемого от ее торца. Таким путем определяется длина расположенного со стороны торца металлической структуры участка выполняемого в последующем паяного соединения, при этом расположенные дальше от торца металлической структуры внутри нее отдельные участки в конечном итоге не соединяются между собой неразъемными соединениями, что тем самым позволяет скомпенсировать различия в характеристиках теплового расширения находящихся в этом месте материалов.
При необходимости нанесения припоя на металлическую структуру со стороны обоих ее торцов металлическую структуру после ее нахождения в контакте с припоем приводят в движение относительно него и повторяют процесс нанесения припоя на металлическую структуру со стороны другого ее торца. В этом случае у металлической структуры участки паяных соединений располагаются вблизи обоих ее торцов, а ее внутренняя часть может свободно расширяться, соответственно сжиматься, например, под действием знакопеременных термических нагрузок.
Помимо этого, металлическую структуру и после ее введения в контакт с припоем предлагается продолжать приводить в вибрационное движение еще в течение заданного промежутка времени. При этом существует также возможность по меньшей мере частичной последующей очистки стенок каналов от налипшего на них лишнего припоя, прежде всего путем пропускания через каналы текучей среды. Благодаря подобному дополнительному приведению металлической структуры в вибрационное движение уже после ее введения в контакт с припоем, а также благодаря очистке каналов от лишнего припоя пропусканием через них текучей среды обеспечивается наличие припоя только на участках соприкосновения смежных стенок каналов между собой, соответственно на участках соприкосновения стенок каналов с окружающим их трубчатым кожухом.
При выполнении металлической структуры, например, в виде сотового элемента из по меньшей мере частично структурированных или профилированных листов фольги они образуют каналы, в которых в свою очередь образуются клиновидные в поперечном сечении и ограниченные боковыми поверхностями полости, в которых вследствие вибрации в основном и скапливается припой. Такие клиновидные полости образуются в зоне соприкосновения соседних по меньшей мере частично структурированных или профилированных листов фольги. При этом характер и тип вибрационного движения, а также его амплитуду и/или его частоту следует выбирать исходя из особенностей используемого припоя (крупности его частиц, наличия добавок и т.д.). Указанные выше боковые поверхности, которые предназначены прежде всего для нанесения на них каталитически активного или увеличивающего площадь активной поверхности покрытия, остаются не покрытыми припоем.
Еще одним объектом настоящего изобретения является устройство для нанесения порошкового припоя на металлическую структуру. Такое устройство содержит емкость для порошкового припоя и манипулятор, рукой которого удерживается металлическая структура. Отличие предлагаемого в изобретении устройства заключается в том, что оно снабжено средствами для приведения металлической структуры в вибрационное движение, содержащими вибратор, который соединен с металлической структурой, являясь прежде всего частью руки манипулятора, с возможностью передачи вибраций на выполненную в виде сотового элемента металлическую структуру таким образом, чтобы припой вследствие вибрации скапливался в основном в клиновидных полостях каналов сотового элемента.
Дополнительно предлагаемое в изобретении устройство может быть снабжено средством для приведения в вибрационное движение припоя, выполненным в виде вибратора, соединенного с емкостью.
Таким образом, подобное устройство пригодно прежде всего для осуществления описанного выше способа. Предлагаемое в изобретении устройство имеет исключительно простую конструкцию и благодаря предусмотренной возможности создания вибраций обеспечивает, в том числе и в масштабах крупносерийного производства, исключительно надежное сцепление зерен припоя с металлической структурой на соответствующих ее участках, которые в последующем во время процесса пайки должны соединяться между собой.
Средства для приведения металлической структуры и/или порошкового припоя в вибрационное движение могут располагаться в самых разнообразных местах и могут иметь самое разнообразное исполнение. Рассмотренные ниже варианты приведены лишь в качестве примеров, иллюстрирующих некоторые общие и принципиальные возможности приведения металлической структуры и/или порошкового припоя в вибрационное движение, и не ограничивают объем изобретения. Различные детали предлагаемого в изобретении устройства при этом могут приводиться в вибрационное движение, например, непосредственно либо через передаточные детали. При необходимости исключить движение емкости с припоем и/или руки манипулятора (в таком случае для создания целенаправленной вибрации требуются меньшие усилия и меньшее количество энергии), можно предусмотреть импульсный генератор, который создает вибрацию по меньшей мере в порошковом припое. Подобные импульсные генераторы могут испускать, например, различные регулируемые волны давления и/или импульсы, обеспечивающие целенаправленную вибрацию.
Ниже изобретение более подробно рассмотрено со ссылкой на прилагаемые чертежи. В этом отношении следует отметить, что объем изобретения не ограничен различными изображенными на этих чертежах устройствами, а также различными вариантами их возможного взаимного размещения и их компоновки, соответственно проиллюстрированными на этих чертежах стадиями предлагаемого в изобретении способа. На прилагаемых к описанию чертежах, в частности, показано:
на фиг.1 - схематичное изображение в аксонометрической проекции взаимного расположения припоя и сотового элемента в процессе нанесения на него припоя,
на фиг.2 - схематичное изображение, иллюстрирующее процесс нанесения припоя на сотовый элемент с его приведением в вибрационное движение,
на фиг.3 - схематичное изображение, иллюстрирующее другой вариант осуществления процесса нанесения припоя на сотовый элемент с приведением припоя в вибрационное движение,
на фиг.4 - детальное изображение сотового элемента,
на фиг.5 - увеличенное детальное изображение снабженного припоем канала в сотовом элементе,
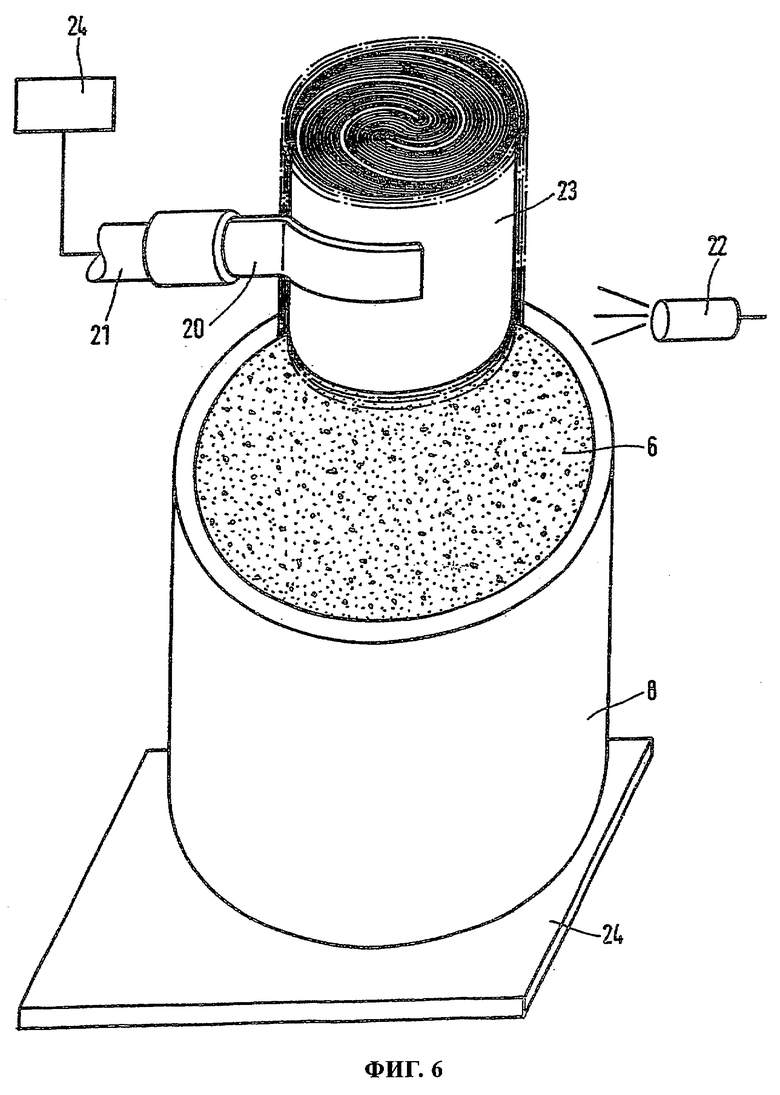
на фиг.6 - схематичное изображение предлагаемого в изобретении устройства, выполненного по одному из возможных вариантов.
На фиг.1 в аксонометрической проекции схематично показана емкость 8 с порошковым припоем 6. Сотовый элемент 1 для нанесения на него припоя путем его перемещения в направлении 10 относительно находящегося в этой емкости припоя 6 погружают в него, вводя таким путем припой 6 в контакт со стенками 2 каналов в сотовом элементе 1. При этом припой 6 проникает в каналы 3 (не показаны) в сотовом элементе 1 с одного из двух его торцов 4.
Сотовый элемент 1 в процессе его введения в контакт с припоем приводится в вибрационное движение в направлении 16, заключающемся в данном случае в повороте вокруг его оси 5 с периодическим изменением направления поворота.
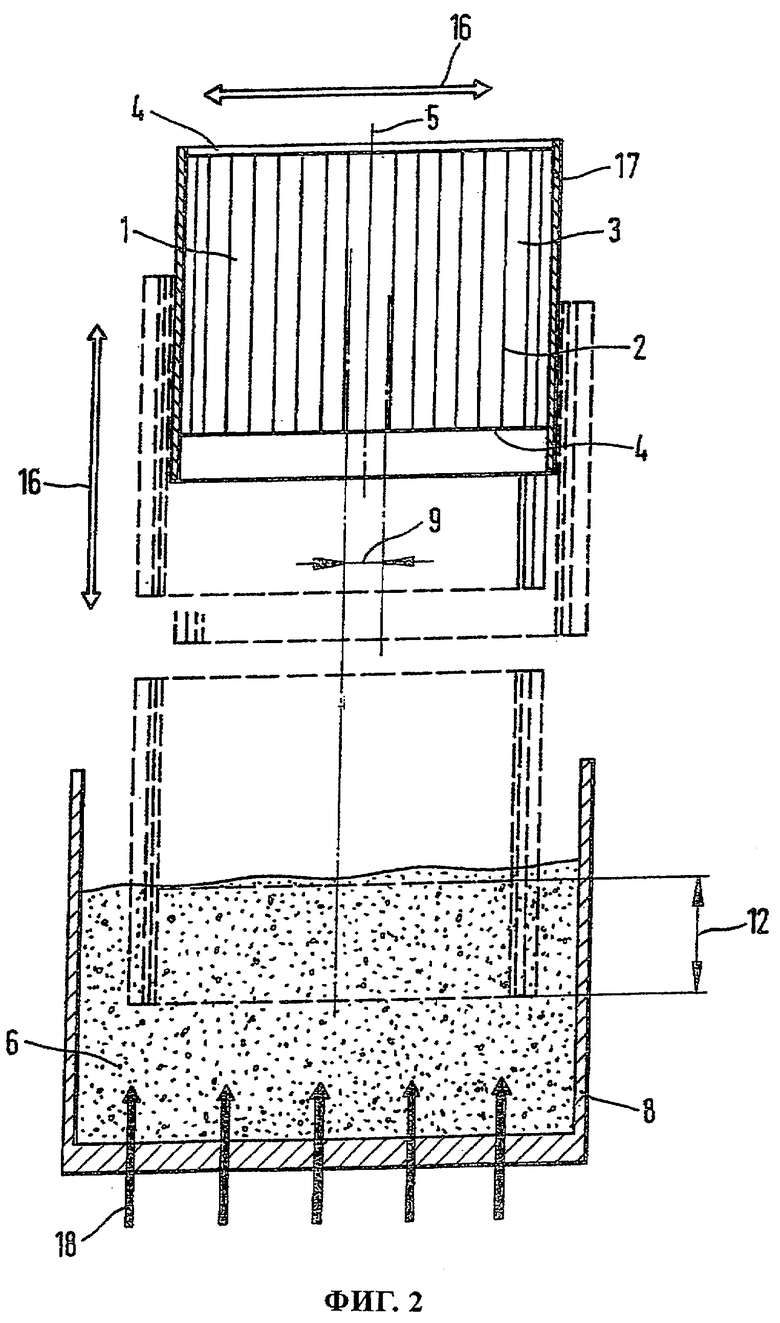
На фиг.2 схематично проиллюстрирован процесс нанесения припоя на вибрирующий сотовый элемент 1. В сотовом элементе 1 имеются проходящие в основном параллельно его оси 5 каналы 3, образованные, соответственно ограниченные, стенками 2. Сотовый элемент 1 имеет далее трубчатый кожух 17, который в показанном варианте выполнения сотового элемента 1 выступает за оба его торца 4. Сотовый элемент 1 в процессе его погружения в находящийся в емкости 8 порошковый припой 6 приводится в вибрационное движение в горизонтальном и/или вертикальном направлении (обозначенном стрелками 16) с заданной амплитудой 9 и частотой, зависящей прежде всего от особенностей и свойств используемого припоя 6. В процессе нанесения припоя на стенки 2 каналов в сотовом элементе 1 должно обеспечиваться его нанесение на стенки каналов до уровня 12. Для повышения эффективности процесса нанесения порошкового припоя через него дополнительно можно пропускать поток 18 воздуха, что способствует проникновению припоя 6 внутрь каналов 3.
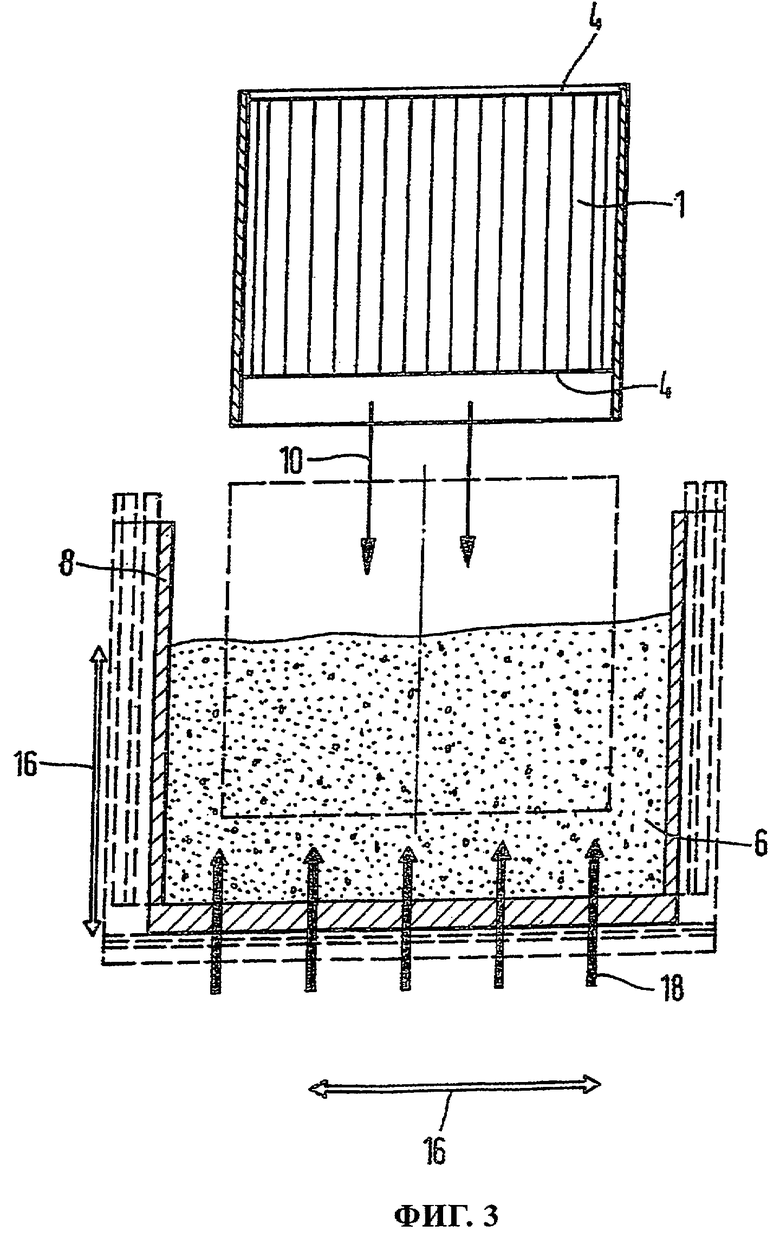
На фиг.3 схематично проиллюстрирован процесс нанесения припоя, в ходе которого в вибрационное движение приводится емкость 8 с находящимся в ней припоем 6. Направление совершаемого емкостью вибрационного движения обозначено двунаправленной стрелкой 16. Сотовый элемент 1 перемещают его торцом 4 вперед в направлении 10 его погружения в припой до момента соприкосновения стенок каналов внутри сотового элемента 1 с припоем 6. Сразу же после соприкосновения торца 4 с припоем 6 начинается вибрация емкости 8, соответственно находящегося в ней припоя 6. Более эффективному проникновению порошкового припоя 6 в каналы 3 и в этом случае можно способствовать пропусканием через припой потока 18 воздуха.
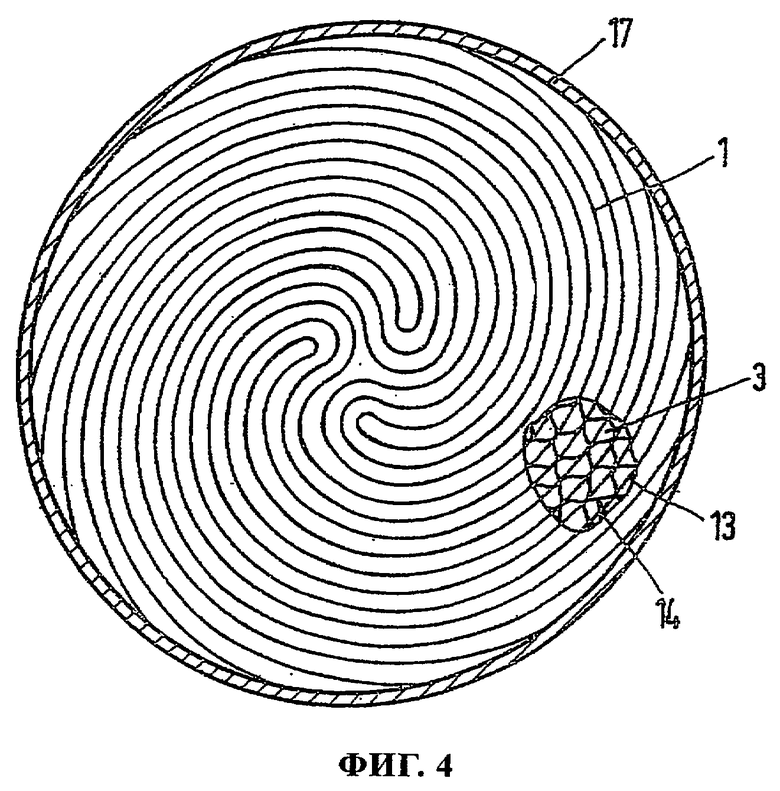
На фиг.4 на виде в плане показан торец 4 сотового элемента 1. Сотовый элемент 1 состоит из множества слоев металлических листов, которые по меньшей мере частично структурированы или профилированы. Для образования сотового элемента металлические листы совместно сворачивают в рулон и/или набирают в пакет и в таком виде помещают в трубчатый кожух 17. Для выполнения неразъемного соединения на заданные отдельные участки сотового элемента, соответственно трубчатого кожуха 17, наносят припой 6, который при последующей высокотемпературной термообработке расплавляется и затем при застывании обеспечивает соответствующее соединение металлических листов с трубчатым кожухом 17, соответственно металлических листов между собой. Термообработку при этом предпочтительно проводить при пониженном давлении, прежде всего в вакууме. В показанном на фиг.4 варианте для образования каналов 3 в сотовом элементе 1 используют слои гладких 13 и гофрированных 14 металлических листов, которые после их набора в пакет скручивают, соответственно свертывают между собой с образованием монолитного сотового элемента 1. У получаемого таким путем сотового элемента 1 плотность расположения в нем каналов по его поперечному сечению составляет предпочтительно более 600 каналов на кв.дюйм, прежде всего даже более 1000 каналов на кв.дюйм.
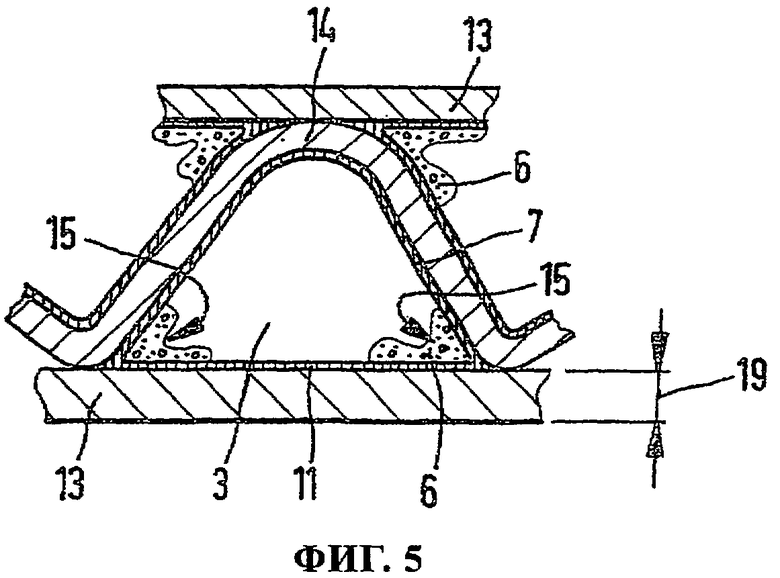
На фиг.5 более детально схематично показан один из каналов 3 в сотовом элементе 1. Этот канал 3 по меньшей мере частично ограничен гладким 13 и гофрированным 14 металлическими листами. При наборе пакета из попеременно чередующихся гофрированных металлических листов 14 и в основном ровных гладких металлических листов 13 (перед скручиванием набранных в пакет металлических листов) образуются клиновидные полости 15 и ограничивающие их боковые поверхности 7. Клиновидные полости 15 образуются при этом в зоне, прилегающей к участкам соприкосновения смежных гладких и гофрированных металлических листов 13, 14 (такие участки соприкосновения гладких и гофрированных металлических листов используются преимущественно для образования мест неразъемного соединения металлических листов между собой).
В соответствии с этим вибрация в процессе нанесения припоя 6 приводит к его скапливанию преимущественно и практически исключительно в образованных в канале 3 клиновидных полостях 15. Боковые же поверхности 7 в канале 3 остаются в основном не покрытыми припоем 6. Несмотря на то, что адгезивом 11 покрыта вся ограничивающая канал 3 стенка, припой, скапливающийся на боковых поверхностях 7, вследствие вибрации высыпается обратно из каналов 3, поскольку их стенки имеют лишь сравнительно небольшую доступную для осаждения на них, соответственно адгезии к ним припоя, площадь. Благодаря этому для выполнения неразъемных соединений в сотовом элементе 1 требуется лишь исключительно малое количество припоя 6. Этот фактор имеет особое преимущество и с точки зрения сохранения свойств металлических листов, поскольку отложение избыточного количества припоя на стенках каналов при определенных условиях может приводить к увеличению склонности металлических листов 13, 14 к коррозии и в первую очередь при толщине 19 гофрированных металлических листов 14 и/или гладких металлических листов 13 менее 0,03 мм, прежде всего менее 0,025 мм.
Указанный интервал значений толщины металлических листов соответствует обычному диапазону значений для сотовых элементов 1, используемых в системах выпуска ОГ автомобилей. За счет использования для изготовления сотовых элементов металлических листов подобной толщины удельная поверхностная теплоемкость сотового элемента 1 остается на сравнительно низком уровне, что позволяет повысить эффективность работы сотового элемента в период пуска холодного двигателя, т.е. обеспечить быстрый прогрев сотового элемента до определенной рабочей температуры. Так, например, при использовании сотового элемента в качестве носителя каталитически активного покрытия оно должно быстро нагреваться до температуры около 230°С, лишь по достижении которой начинается обеспечиваемое этим покрытием каталитическое превращение содержащихся в ОГ вредных веществ (например, углеводородов, монооксида углерода, оксидов азота). При снабжении же сотового элемента обладающим аккумулирующей способностью покрытием, прежде всего для адсорбции оксидов азота, для изготовления такого сотового элемента при определенных условиях следует также применять металлические листы толщиной от более 0,03 до примерно 0,1 мм, поскольку в этом случае подобное покрытие при более высокой температуре теряет свои аккумулирующие, соответственно адсорбционные, свойства. Поэтому при применении сотового элемента 1 в подобных целях предпочтителен замедленный его нагрев потоком проходящих через него горячих ОГ. При использовании таких сотовых элементов в качестве открытого или закрытого фильтра для их изготовления предпочтительно использовать металлические листы толщиной от 0,08 до 0,02 мм.
В ходе следующей за процессом нанесения припоя высокотемпературной вакуумной термообработки скопившийся в клиновидных полостях 15 припой 6 расплавляется и проникает преимущественно в промежуток между смежными металлическими листами 13, 14. В процессе такой высокотемпературной термообработки адгезив 11, все еще находящийся на стенках 3 каналов, испаряется. Остающиеся свободными по завершении этого процесса боковые поверхности 7 стенок каналов 3 служат в последующем для нанесения на них каталитически активных или увеличивающих площадь активной поверхности покрытий, например покрытия из γ-оксида алюминия.
Предлагаемый в изобретении способ нанесения припоя позволяет исключительно простым путем сократить расход потребного припоя и вместе с тем обеспечить долговечное соединение между собой соседних стенок, ограничивающих каналы в сотовом элементе. Благодаря предусмотренной этим способом вибрации припой скапливается только на участках соприкосновения между собой соседних стенок каналов, а на самих стенках каналов припой в основном отсутствует.
На фиг.6 схематично показан один из возможных вариантов выполнения предлагаемого в изобретении устройства. Показанное устройство может использоваться для осуществления способа нанесения припоя на металлическую структуру 23, в ходе которого эту металлическую структуру 23 вводят в контакт с порошковым припоем 6 таким образом, чтобы по меньшей мере его часть оставалась в налипшем на нее состоянии, и металлическую структуру 23 и/или припой 6 по меньшей мере во время их контакта между собой приводят в вибрационное движение. С этой целью металлическая структура 23 по меньшей мере во время ее контакта с припоем удерживается снабженной захватом 20 рукой 21 манипулятора, которая при этом соединена с вибратором 24, создаваемые которым вибрации через захват 20, соответственно руку 21 манипулятора, передаются на металлическую структуру 23.
Дополнительно к этому вибрацию можно возбуждать и в порошковом припое, передавая на него через емкость 8 от соединенного с ней вибратора 25. Показанное ее устройство снабжено также импульсным генератором 22, который возбуждает вибрацию в порошковом припое 6. Подобный импульсный генератор 22, не будучи непосредственно связан с металлической структурой 23, соответственно не соприкасаясь с ней, позволяет посылать один, соответственно несколько направленных импульсов на отдельные ее участки. В качестве таких вибраторов и, соответственно, импульсных генераторов можно использовать, например, пьезокристаллы, генераторы механического шума, генераторы звукового давления, механические генераторы колебаний или иные аналогичные устройства.
Изобретение может быть использовано при изготовлении сотовых элементов. Металлическую структуру в виде сотового элемента, состоящего из по меньшей мере частично структурированных или профилированных листов фольги и имеющего каналы с образовавшимися в них клиновидными полостями, вводят в контакт с порошковым припоем. Металлическую структуру, по меньшей мере, во время ее контакта с припоем приводят с помощью вибратора в вибрационное движение таким образом, чтобы, по меньшей мере, часть этого припоя оставалась в налипшем на металлическую структуру состоянии. При этом удерживают ее захватом и/или рукой манипулятора и передают на нее вибрации. Припой вследствие вибрации скапливается в основном в клиновидных полостях. В вибрационное движение с помощью вибратора или импульсного генератора может быть приведен и припой, размещенный в емкости. Изобретение позволяет получить равномерно покрытые припоем участки, четко отграниченные от остальной части металлической структуры, и уменьшить расход припоя с обеспечением долговечности соединения при высоких термических и динамических нагрузках. 2. н. и 12 з.п. ф-лы, 6 ил.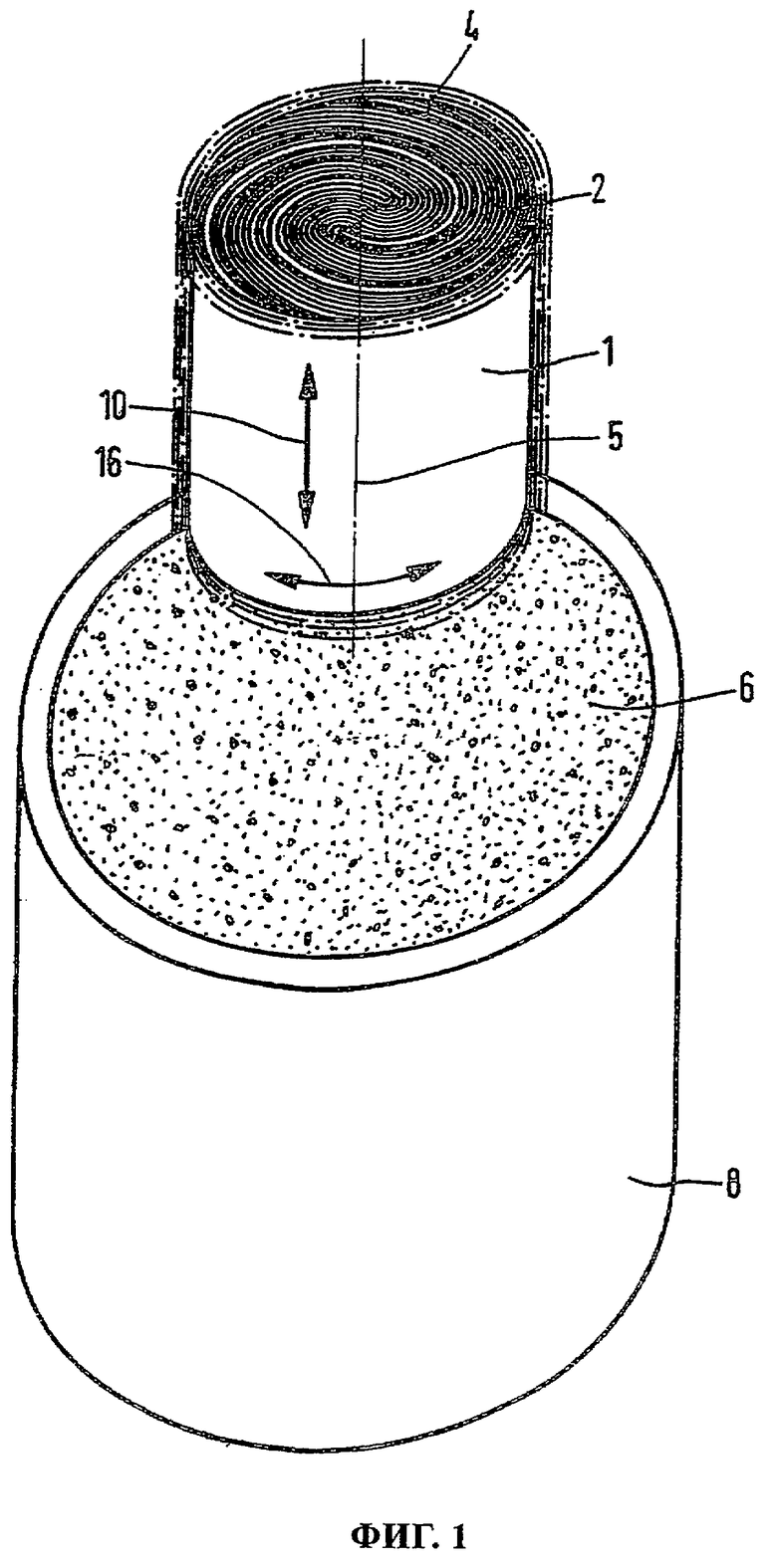
| WO 9937432 A1, 29.07.1999 | |||
| Способ пайки трубчатых теплообменников | 1975 |
|
SU582926A1 |
| СПОСОБ ПАЙКИ МЕТАЛЛИЧЕСКИХ СТРУКТУР | 1995 |
|
RU2133176C1 |
| WO 8911938 C1, 14.12.1989. | |||

