Изобретение относится к черной металлургии и может быть использовано при внепечной обработке металла газами в ковше.
Известно устройство для продувки металла газами в ковше, содержащее составной гнездовой блок, установленный в футеровке подины ковша, продувочную фурму в конусной металлической гильзе с газоподводящей трубкой, установленные под фурмой защитную пробку, шайбы и опору, закрепленную в стакане на кожухе ковша [1].
Недостатком устройства является низкий уровень защиты от аварийных уходов металла вследствие отсутствия возможности надежного уплотнения стыков и зазоров как при установке в футеровку, так и в процессе эксплуатации при замене фурмы.
Наиболее близким по технической сущности и достигаемому результату является устройство для продувки металла газами в ковше, содержащее составной гнездовой блок, установленный в футеровке подины ковша, продувочную фурму в конусной металлической гильзе с газоподводящей трубкой, установленные под фурмой защитную трубку, шайбы, опорное кольцо и зажим, причем защитная трубка размещена в нижней части гнездового блока [2].
Недостатком устройства является низкий уровень защиты от аварийных уходов металла вследствие отсутствия возможности надежного уплотнения зазоров в стыках как при установке в футеровку ковша, так и в процессе эксплуатации при замене фурмы.
При установке устройства на ковш сначала на опорное кольцо устанавливается комплект шайб, на которые ставится защитная трубка, а затем фурма. На фурму садится гнездовой блок. При этом если фурма выставлена высоко, то при установке блока под ним образуется зазор. Если фурма выставлена низко, то блок сядет на торец, а между фурмой и блоком по конусной части образуется зазор. При эксплуатации в эти зазоры возможен проход металла. При замене изношенной фурмы на новую степень уплотнения посадки фурмы в блок обеспечивается подбором нужного количества прокладок, которые, как правило, толстые или которых нет или нет в требуемом количестве. Визуально степень уплотнения посадки фурмы определить трудно, поэтому, как правило, между фурмой и блоком по конусной части всегда есть какой-то зазор.
Задачей, на решение которой направлено изобретение, является повышение надежности в процессе службы и защиты от аварийных уходов металла.
Указанная техническая задача достигается тем, что предлагаемое устройство для продувки металла газами в ковше содержит составной гнездовой блок, установленный в футеровке подины ковша, продувочную фурму в конусной металлической гильзе с газоподводящей трубкой, установленные под фурмой защитную трубку, шайбу, опорное кольцо и зажим, причем защитная трубка размещена в нижней части гнездового блока.
Отличительной особенностью устройства является то, что верхняя часть наружной поверхности защитной трубки и внутренняя поверхность гнездового блока под фурмой имеют конусные части с одинаковой конусностью, а опорное кольцо имеет по центру резьбовое гнездо, в которое ввернут трубчатый регулировочный винт.
Такие отличительные особенности позволяют устранить зазоры в стыках и повысить надежность устройства при его эксплуатации.
Конструкция предлагаемого устройства представлена на чертеже - продольный разрез.
В состав устройства входит гнездовой блок 1, составленный из 2-х частей - верхней и нижней, установленный в футеровке подины 2 ковша, продувочная фурма 3 в конусной металлической гильзе с газоподводящей трубкой. Под фурмой 3 в нижней части гнездового блока 1 размещена защитная трубка 4, опирающаяся на металлическую шайбу 5. Верхняя часть наружной поверхности защитной трубки 4 имеет конусную поверхность. Под шайбой 5 в стакане 6, приваренном к кожуху ковша 7, установлено опорное кольцо 8, опирающееся на зажим 9 типа байонетного. Опорное кольцо 8 по центру имеет резьбовое гнездо, в которое ввернут трубчатый регулировочный винт 10. Внутренняя поверхность гнездового блока 1 ниже фурмы имеет конусную часть с конусностью одинаковой конусности верхней части защитной трубки 4.
Установка устройства на ковш производится в следующей последовательности. В стакан 6 на шайбу 5 устанавливают защитную трубку 4 и производят подбивку выравнивающего слоя футеровки 2 под гнездовой блок 1. После этого на защитную трубку 4 наносят обмазку и устанавливают нижнюю часть блока 1. Затем на верхнюю часть трубки 4 выставляют фурму 3, производят ее обмазку и надевают верхнюю часть блока 1. При правильной сборке между блоками не должно быть видимого зазора и верхний блок должен туго поворачиваться с фурмой 3. Если между блоками образовался зазор, то путем выкручивания винта 10 фурму вместе с защитной трубкой 4 опускают вниз. Если блок проворачивается без фурмы, то с помощью винта 10 производят ее подъем до плотного примыкания к блоку 1.
При замене изношенной фурмы после установки новой и сборки крепежной системы производят запрессовку фурмы 3 в гнездовой блок 1 с помощью регулировочного винта 10. Выполнение верхней части наружной поверхности защитной трубки 4 и внутренней поверхности гнездового блока 1 под фурмой 3 конусными позволяет осуществлять смещение узлов устройства относительно друг друга в достаточных для практического применения пределах без увеличения зазора между ними.
Конкретный пример выполнения устройства. Гнездовой блок выполнен составными: верхняя часть с размерами 350×350 мм высотой 338 мм, нижняя 350×350 мм высотой 120 мм. Блок изготовлен из бетонной смеси «Супрафест» марки СТ-4.
В верхней части блока конусное отверстие с диаметром в верху 125 мм, внизу 185 мм, в нижней отверстие с диаметром вверху 185 мм, внизу 190 мм. Переход с диаметра 185 мм на 190 мм в нижней части блока осуществлен на длине 30 мм, что соответствует конусу 3,8°. Защитная трубка имеет диаметр по верху 180 мм, по низу 185 мм, высота трубки 195 мм. Переход с диаметра 180 мм на диаметр 185 мм осуществлен на длине 30 мм, что соответствует конусу с углом 3,8°. В опорном кольце, выполненном из стали, по центру сделано резьбовое отверстие М50. Аналогичную резьбу имеет трубчатый регулировочный винт, изготовленный из стали марки Ст3. При эксплуатации устройства благодаря конусной поверхности на защитной трубке обеспечивалось смещение фурмы и гнездового блока в пределах 15 мм. Результаты эксплуатации показали высокую технологичность и надежность устройства.
Источники информации
1. Патент РФ №2180279, пр. 13.03.2000.
2. Огнеупоры для промышленных агрегатов и топок: справочное издание. Кн.2 Служба огнеупоров / И.Д.Кащеев и др. - Интермет Инжиниринг, 2002 - 656 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРОДУВКИ МЕТАЛЛА ГАЗАМИ В КОВШЕ И ЗАЩИТНЫЙ КЛАПАН ДЛЯ ЭТОГО УСТРОЙСТВА | 2000 |
|
RU2180279C2 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗАМИ В КОВШЕ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2368460C2 |
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗОМ, СПОСОБ ИЗГОТОВЛЕНИЯ ПРОДУВОЧНОГО МОНОБЛОКА И ОГНЕУПОРНЫЙ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ МОНОБЛОКА | 2003 |
|
RU2255118C1 |
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ ЖИДКОГО МЕТАЛЛА ГАЗОМ В КОВШЕ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2023 |
|
RU2819958C1 |
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗОМ | 2003 |
|
RU2234540C1 |
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗОМ В КОВШЕ | 2019 |
|
RU2706911C1 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗАМИ В КОВШЕ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2479635C2 |
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ ЖИДКОГО МЕТАЛЛА ГАЗОМ В КОВШЕ | 2024 |
|
RU2824768C1 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗАМИ В КОВШЕ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2373023C2 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗАМИ В КОВШЕ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2186858C2 |
Изобретение относится к черной металлургии и может быть использовано при внепечной обработке металла газами в ковше. Устройство содержит составной гнездовой блок, установленный в футеровке подины ковша, продувочную фурму в конусной металлической гильзе с газоподводящей трубкой, установленные под фурмой защитную трубку, шайбу, опорное кольцо и зажим, причем защитная трубка размещена в нижней части гнездового блока, а верхняя часть наружной поверхности защитной трубки и внутренняя поверхность гнездового блока под фурмой имеют конусные части с одинаковой конусностью, а опорное кольцо имеет по центру резьбовое гнездо, в которое ввернут трубчатый регулировочный винт. Использование изобретения повышает надежность в процессе службы и защиты от аварийных уходов металла. 1 ил.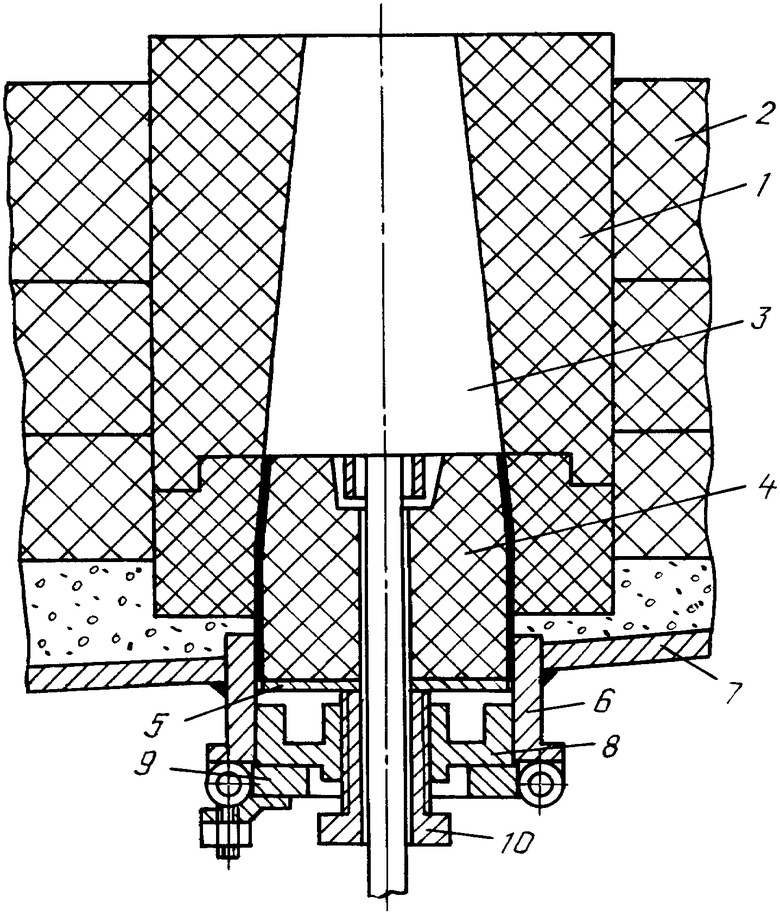
Устройство для продувки металла газами в ковше, содержащее составной гнездовой блок, установленный в футеровке подины ковша, продувочную фурму в конусной металлической гильзе с газоподводящей трубкой, установленные под фурмой защитную трубку, шайбу, опорное кольцо и зажим, причем защитная трубка размещена в нижней части гнездового блока, отличающееся тем, что верхняя часть наружной поверхности защитной трубки и внутренняя поверхность гнездового блока под фурмой имеют конусные части с одинаковой конусностью, а опорное кольцо имеет по центру резьбовое гнездо, в которое ввернут трубчатый регулировочный винт.
| КАЩЕЕВ И.Д | |||
| и др | |||
| ОГНЕУПОРЫ ДЛЯ ПРОМЫШЛЕННЫХ АГРЕГАТОВ И ТОПОК | |||
| - М.: Интермет инжиринг, 2002, с.227 | |||
| УСТРОЙСТВО ДЛЯ ПРОДУВКИ МЕТАЛЛА ГАЗАМИ В КОВШЕ И ЗАЩИТНЫЙ КЛАПАН ДЛЯ ЭТОГО УСТРОЙСТВА | 2000 |
|
RU2180279C2 |
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗОМ, СПОСОБ ИЗГОТОВЛЕНИЯ ПРОДУВОЧНОГО МОНОБЛОКА И ОГНЕУПОРНЫЙ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ МОНОБЛОКА | 2003 |
|
RU2255118C1 |
| Устройство для продувки расплавленного металла в ковше | 1976 |
|
SU648343A1 |
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА | 1997 |
|
RU2129165C1 |

