Изобретение относится к области трубопроводного транспорта, в частности к резьбовым соединениям в основном насосно-компрессорных и обсадных труб, и предназначено для применения в нефтегазовой промышленности и иных отраслях, использующих, преимущественно, соединения с конической резьбой. Замерить усилие в металлическом контакте витков резьбы практически невозможно, поэтому оценка производится косвенными методами, обычно проверяется собранное уплотнение давлением в 1.5 раза более максимального рабочего давления. Для обеспечения герметизации в свинчиваемом стыке требуется создать давление на контактирующих поверхностях сжатых витков большее, чем давление рабочей жидкости. По существу, гарантией правильности сборки конической резьбы является момент затяжки резьбового соединения.
Известны способы ручной сборки герметичного резьбового соединения. При ручном завинчивании конического соединения человек чувствует усилие и с этого момента считает количество оборотов до полной затяжки. Это особенно необходимо при монтаже угольников с конической резьбой. На практике, для того чтобы ориентировать его при монтаже допускается дотягивать его или отпускать на угол до 45 град. Если не считать обороты, то при перетяжке угольника до текучести витков и дальнейшем его откручивании против часовой стрелки на угол до 45 град происходит его разгерметизация. Угольник болтается в резьбовом отверстии(SU №253699, 1172669, 1666685).
В связи с этим недостатками данных известных способов являются низкая надежность соединения, большой разброс по герметичности, высокая трудоемкость.
Известен способ сборки герметичного резьбового соединения, при котором с помощью электродвигателя осуществляют свинчивание и затяжку резьбового соединения деталей, в одной из которых выполнена внутренняя, а в другой - наружная коническая резьба, с обеспечением на контактирующих поверхностях витков герметизирующего контактного усилия, и измерение крутящего момента, по достижении заданного значения которого осуществляют проверку момента неразвинчиваемости деталей (SU №1804995, 1993).
Замерить усилие в металлическом контакте практически невозможно, поэтому оценка производится косвенными методами, обычно проверяется собранное уплотнение давлением в 1,5 раза больше максимального рабочего давления.
Недостатками данного способа являются низкая точность контроля соединения в связи с отсутствием контроля действительных параметров и доступа персонала к ним и надежности затяжки соединения, возможность соединения наклепанных поверхностей, низкая точность взаимного ориентирования свинчиваемых деталей.
Наиболее близким к заявляемому является способ сборки герметичного резьбового соединения путем свинчивания безупорных конических трубных резьбовых соединений деталей, в одной из которых выполнена внутренняя, а в другой - наружная коническая резьба, предусматривающий их закрепление за счет сопряжения муфтовой и трубной резьб с натягом, отличающийся тем, что муфтовую и трубную резьбы предварительно свинчивают с приложением обеспечивающего надежную фиксацию их взаимного положения крутящего момента, относительная величина которого составляет не более двадцати процентов величины крутящего момента, соответствующей окончательному закреплению муфты на трубе, после чего окончательно закрепляют муфту на трубе путем их относительного доворота на фиксированный угол из состояния после предварительного свинчивания (RU №2294474, 2007, прототип).
Недостатками данного способа являются большая трудоемкость ручных операций, низкая точность контроля соединения в связи с отсутствием контроля действительных параметров и доступа персонала к ним и надежности затяжки соединения, возможность соединения наклепанных поверхностей, низкая точность взаимного ориентирования свинчиваемых деталей.
Технической задачей изобретения является создание эффективного способа сборки герметичного резьбового соединения и расширение арсенала способов сборки герметичного резьбового соединения.
Технический результат состоит в повышении точности контроля соединения и надежности затяжки соединения за счет исключения его перетяжки или недотяжки в условиях заклинивания, исключения соединения наклепанных поверхностей, т.е. исключения соединения деталей, металл которых перегружен избыточным моментом, повышение точности взаимного ориентирования свинчиваемых деталей.
Сущность изобретения состоит в том, что способ сборки герметичного резьбового соединения, при реализации которого с помощью объемного гидравлического привода, содержащего соединенные силовыми гидролиниями насос и гидродвигатель и управляющую гидроаппаратуру, осуществляют свинчивание и затяжку резьбового соединения деталей, в одной из которых выполнена внутренняя, а в другой - наружная коническая резьба, с обеспечением на контактирующих поверхностях витков герметизирующего контактного усилия, причем свинчивание начинают при установившемся давлении холостого хода на гидродвигателе объемного гидравлического привода, осуществляющем вращение одной из свинчиваемых деталей, а затяжку завершают после достижения заданного давления на гидродвигателе, в процессе затяжки осуществляют контроль и запись давления на гидродвигателе с одновременным измерением и записью взаимного углового перемещения свинчиваемых деталей, причем качество сборки оценивают по характеру изменения давления на гидродвигателе в зависимости от угла поворота вращающейся детали и считают герметизирующее значение контактного усилия достигнутым в том случае, если повышение давления на гидродвигателе в процессе затяжки происходит в заданных пределах непрерывно и синхронно с поворотом на заданный угол.
Предпочтительно, графики изменения угла поворота вращающейся детали и давления на гидродвигателе во времени синхронно демонстрируются оператору на мониторе, при измерении угла поворота вращающейся детали осуществляют подсчет числа ее оборотов, гидродвигатель объемного гидравлического привода связан со свинчиваемой деталью через зубчатый редуктор с передаточным отношением не менее 10, увеличение давления на гидродвигателе ограничивают с помощью переливного клапана прямого действия, о срабатывании которого судят по прекращению изменения угла поворота вращающейся детали при соответствующем значении давления на гидродвигателе.
На фиг.1 изображена схема объемного гидропривода, с помощью которого осуществляется способ сборки герметичного резьбового соединения, на фиг.2 - схема контрольного комплекса, на фиг.3 - график изменения давления и угла при некачественном соединении, на фиг.4 - график изменения давления и угла при некачественном соединении, на фиг.5 - график изменения давления и угла при качественном соединении, на фиг.6 - график изменения давления и угла при качественном соединении.
Объемный гидравлический привод содержит соединенные силовыми гидролиниями 1, 2 насос 3, гидродвигатель 4 (шестеренный или аксиально-поршневой или иной гидромотор) и управляющую гидроаппаратуру, включающую переливные клапаны 5, 6, подпиточные клапаны 7, 8, емкость 9 и условно изображенное распределительное устройство 10 с ручным управлением рычагом 11. Насос имеет приводной двигатель 12, гидродвигатель 4 соединен валом 13 с зубчатым редуктором 14, выполненным с передаточным отношением не менее 10, который обеспечивает вращение свинчиваемой детали (не изображена).
Контрольный комплекс включает в себя преобразователь 15 сигналов для нормализации сигналов, плату 16 сбора данных для синхронизации и представления измеряемых величин, персональный компьютер 17, осуществляющий графические построения и демонстрацию результатов оператору, который имеет возможность запускать привод, управлять рычагом 11.
Способ сборки герметичного резьбового соединения реализуется следующим образом.
С помощью объемного гидравлического привода по фиг.1 осуществляют свинчивание и затяжку резьбового соединения деталей, как правило, трубы и муфты, в одной из которых выполнена наружная, а в другой - внутренняя коническая резьба, с обеспечением на контактирующих поверхностях сжатых витков герметизирующего контактного давления большего, чем давление рабочей жидкости (иначе герметичность не будет обеспечена).
Необходимо проверку качества соединения производить в процессе сборке, т.к. соединенные трубы немедленно опускаются в скважину. Так как замерить давление непосредственно в металлическом контакте практически невозможно, оценка качества сборки производится косвенными методами - по давлению на гидродвигателе 4, соответствующему моменту затяжки резьбы, и углу α поворота вращаемой приводом детали, соответствующему взаимному положению деталей и количеству взаимодействующих витков резьбы.
Свинчивание начинают при установившемся давлении холостого хода на гидродвигателе 4 объемного гидравлического привода, осуществляющем вращение одной из свинчиваемых деталей и предварительное свинчивание (первые ~10-12 оборотов) при сравнительно невысоком давлении, производимое непосредственно после преодоления инерции насоса 3, гидродвигателя 4 и редуктора 14 и выхода их на установившийся режим вращения, а свинчивание при затяжке соединения характеризуется ростом давления и завершается после достижения заданного давления на гидродвигателе 4. Редуктором 14 число оборотов гидродвигателя 4 снижается до величины, необходимой для свинчивания. Преобразователь 15 сигналов и плата 16 сбора данных преобразуют электрические сигналы измерительных датчиков угла и давления (не изображены) в нормированные совместимые с компьютером 17 сигналы. В процессе затяжки с помощью компьютера 17 оператор осуществляет визуальный контроль и запись давления Р на гидродвигателе 4 с одновременным измерением и записью взаимного углового перемещения (угла α поворота) свинчиваемых деталей. Результаты представляются в форме графиков, изображенных на фиг.3-6, представляющих изменение давления и угла α поворота при окончательной затяжке соединения. Анализ работы объемного гидравлического привода показывает, что затяжка, т.е. окончательное закрепление трубы и муфты после предварительного свинчивания, характеризующееся стабильным повышением давления на гидродвигателе 4, представленным на фиг.3-6, занимает от 9% - до 15,5% от общего времени работы гидропривода. В пересчете на обороты - это составляет, как правило, 1,87 до 2,21 оборотов или угол α - от 673,2° до 795,6°. Таким образом, заданный угол в процессе затяжки должен составлять не менее 630°, т.е. 1,75 оборота.
Качество сборки оценивают по характеру изменения давления на гидродвигателе 4 в зависимости от угла α поворота вращающейся детали. Герметизирующее значение контактного усилия считают достигнутым в том случае, если повышение давления на гидродвигателе 4 в процессе затяжки происходит в заданных пределах непрерывно и синхронно с поворотом на заданный угол α, например ~630°, после чего привод переводится рычагом 11 распределительного устройства 10 в нерабочее состояние. Т.е. для определения качества затяжки необходимо одновременно контролировать давление Р и угол α поворота. Графики фиг.3-6 изменения угла α поворота вращающейся детали и давления на гидродвигателе 4 во времени синхронно демонстрируются оператору на мониторе компьютера 17. На фиг.3, 4 видно, что рост давления продолжается после прекращения изменения угла α поворота, т.е. в резьбе произошло заклинивание, давление продолжает расти и металл свинчиваемых деталей перегружен избыточным моментом - соединение оценивается как некачественное.
На фиг.5, 6 видно, что повышение давления на гидродвигателе 4 в процессе затяжки происходит в заданных пределах непрерывно и практически синхронно с поворотом на заданный угол, т.е. процесс свинчивания произошел без нарушений - соединение оценивается как качественное (на фиг.3-6 графики приведены в части, демонстрирующей заявляемый способ - исключены не показательные участки, обусловленные разгоном, скоростью реакции оператора и индивидуальными характеристиками гидрооборудования привода, форма графиков практически не зависит от абсолютных значений измеряемых параметров). При измерении угла α поворота вращающейся детали осуществляют подсчет числа ее оборотов на 360°, пропорциональное количеству взаимодействующих витков резьбы.
Увеличение давления на гидродвигателе 4 ограничивают с помощью переливного клапана 5 или 6 (в зависимости от направления вращения) прямого действия, о срабатывании которого судят по прекращению изменения угла α поворота вращающейся детали при соответствующем значении давления на гидродвигателе 4. Клапаны 7, 8 осуществляют подпитку гидролиний 1, 2 из емкости 9. Рычагом 11 оператор переводит распределительное устройство 10 в рабочее положение соединением насоса 3 и гидродвигателя 4 гидролиниями 1, 2 или в нерабочее положение.
Свинчивание очередного резьбового соединения производят после затяжки предшествующего резьбового соединения.
В результате изобретения создан эффективный способ сборки герметичного резьбового соединения и расширен арсенал способов сборки герметичного резьбового соединения.
При этом повышена точность контроля соединения и надежности затяжки соединения за счет исключения его перетяжки или недотяжки в условиях заклинивания, исключения соединения наклепанных поверхностей, т.е. исключения соединения деталей, металл которых перегружен избыточным моментом, повышение точности взаимного ориентирования свинчиваемых деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ затяжки резьбового соединения | 2015 |
|
RU2621749C2 |
| СПОСОБ ГЕРМЕТИЗАЦИИ СТЕСНЕННОЙ ПРОКЛАДКОЙ | 2013 |
|
RU2513937C1 |
| ЗАМОК ДЛЯ БУРИЛЬНОЙ ТРУБЫ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2016 |
|
RU2669018C2 |
| УЗЕЛ ГЕРМЕТИЧНОСТИ СОЕДИНЕНИЙ НАСОСНО-КОМПРЕССОРНЫХ ТРУБ (ВАРИАНТЫ) | 2019 |
|
RU2702033C1 |
| Способ контроля качества сборки резьбовых соединений | 1990 |
|
SU1767373A1 |
| РЕЗЬБОВОЕ ТРУБНОЕ СОЕДИНЕНИЕ | 2015 |
|
RU2604461C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2014 |
|
RU2631589C1 |
| СВИНЧИВАЕМЫЙ, ПРИВОДИМЫЙ В ДЕЙСТВИЕ НАПОРНЫМ СРЕДСТВОМ РАБОЧИЙ ЦИЛИНДР С ЗАПОРНЫМИ ДЕТАЛЯМИ ДЛЯ ПРИСОЕДИНЕНИЯ ЦИЛИНДРИЧЕСКОЙ ТРУБЫ | 1997 |
|
RU2150615C1 |
| ГЕРМЕТИЧНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ НЕФТЕПРОМЫСЛОВЫХ ТРУБ | 2005 |
|
RU2310058C2 |
| СПОСОБ КОНТРОЛЯ ОТРИЦАТЕЛЬНОГО НАТЯГА СОЕДИНЕНИЯ ДЕТАЛЕЙ С КОНИЧЕСКОЙ РЕЗЬБОЙ | 2002 |
|
RU2238389C2 |
Изобретение относится к резьбовым соединениям. С помощью объемного гидравлического привода осуществляют свинчивание и затяжку резьбового соединения деталей, в одной из которых выполнена внутренняя, а в другой - наружная коническая резьба. Свинчивание начинают при установившемся давлении холостого хода на гидродвигателе объемного гидравлического привода, осуществляющем вращение одной из свинчиваемых деталей, а затяжку завершают после достижения заданного давления на гидродвигателе, т.е. после преодоления инерции насоса, гидродвигателя и редуктора и выхода их на установившийся режим вращения. Качество сборки оценивают по характеру изменения давления на гидродвигателе в зависимости от угла α поворота вращающейся детали. Герметизирующее значение контактного усилия считают достигнутым в том случае, если повышение давления на гидродвигателе в процессе затяжки происходит в заданных пределах непрерывно и синхронно с поворотом на заданный угол. Увеличение давления на гидродвигателе ограничивают с помощью переливного клапана прямого действия, о срабатывании которого судят по прекращению изменения угла α поворота вращающейся детали при соответствующем значении давления на гидродвигателе. Изобретение повышает точность контроля соединения и надежность соединения. 4 з.п. ф-лы, 6 ил.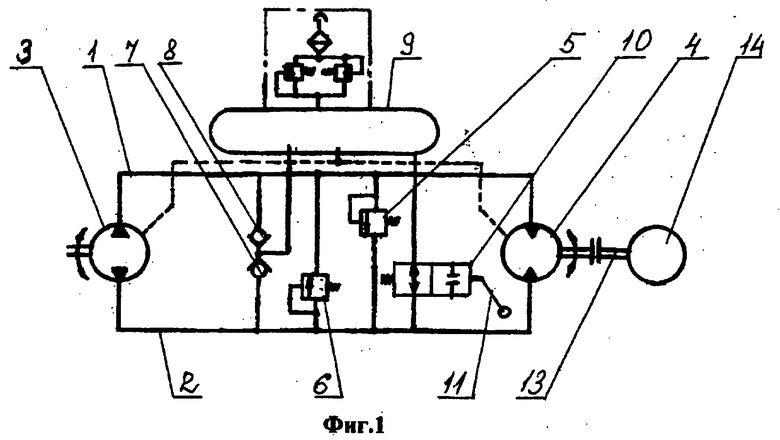
1. Способ сборки герметичного резьбового соединения, при котором с помощью объемного гидравлического привода, содержащего соединенные силовыми гидролиниями насос, и гидродвигатель, и управляющую гидроаппаратуру, осуществляют свинчивание и затяжку резьбового соединения деталей, в одной из которых выполнена внутренняя, а в другой - наружная коническая резьба, с обеспечением на контактирующих поверхностях витков герметизирующего контактного усилия, причем свинчивание начинают при установившемся давлении холостого хода на гидродвигателе объемного гидравлического привода, осуществляющем вращение одной из свинчиваемых деталей, а затяжку завершают после достижения заданного давления на гидродвигателе, в процессе затяжки осуществляют контроль и запись давления на гидродвигателе с одновременным измерением и записью взаимного углового перемещения свинчиваемых деталей, причем качество сборки оценивают по характеру изменения давления на гидродвигателе в зависимости от угла поворота вращающейся детали и считают герметизирующее значение контактного усилия достигнутым в том случае, если повышение давления на гидродвигателе в процессе затяжки происходит в заданных пределах непрерывно и синхронно с поворотом на заданный угол.
2. Способ по п.1, отличающийся тем, что графики изменения угла поворота вращающейся детали и давления на гидродвигателе во времени синхронно демонстрируются оператору на мониторе.
3. Способ по любому из пп.1 и 2, отличающийся тем, что при измерении угла поворота вращающейся детали осуществляют подсчет числа ее оборотов.
4. Способ по любому из пп.1 и 2, отличающийся тем, что гидродвигатель объемного гидравлического привода связан со свинчиваемой деталью через зубчатый редуктор с передаточным отношением не менее 10.
5. Способ по любому из пп.1 и 2, отличающийся тем, что увеличение давления на гидродвигателе ограничивают с помощью переливного клапана прямого действия, о срабатывании которого судят по прекращению изменения угла поворота вращающейся детали при соответствующем значении давления на гидродвигателе.
| СПОСОБ СВИНЧИВАНИЯ БЕЗУПОРНЫХ КОНИЧЕСКИХ ТРУБНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2005 |
|
RU2294474C1 |
| ТРУБНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 1998 |
|
RU2200820C2 |
| Динамометрический стенд для свинчивания | 1990 |
|
SU1804995A1 |
| Стенд для свинчивания-развинчивания резьбовых соединений | 1984 |
|
SU1172669A1 |
| Устройство для контроля крутящего момента при свинчивании труб над устьем скважины | 1989 |
|
SU1666685A1 |
| US 5163714 A, 17.11.1992. | |||

