Изобретение относится к сварочному производству, в частности к сварке сталей и сплавов, склонных к образованию горячих трещин в околошовной зоне, и может быть использовано в авиакосмической промышленности, энергомашиностроении и. т.п.
Наиболее фундаментальная проблема при сварке таких материалов заключается в устранении горячих трещин в металле шва и околошовной зоне (Ю.С.Елисеев, В.А.Гейкин и др. «Технология создания неразъемных соединений при производстве газотурбинных двигателей». М. 2001 г.).
Оценка методов и режимов сварки по их влиянию на стойкость металла околошовной зоны к образованию горячих трещин производится по интенсивности возбуждаемого ими растрескивания. Известен способ «Performance assessment of the (Trans) Varestraint tests for determining solidifisation cracking susctptibility when using welding processes with filler metal.». Celina Leal Mendes da Silva and Americo Scotti. Measurement Science and Technology. 2004, 15, №11, в котором на кристаллизующуюся сварочную ванну накладываются дозированные количества дополнительной деформации. Критериями оценки служат: общая длина образующихся трещин или их средняя длина, определяемая как общая, деленная на их количество. Недостатком этого способа является потребность в специальном оборудовании для его осуществления.
Наиболее близким техническим решением является способ оценки режимов сварки, включающий термообработку образцов для повышения их чувствительности к образованию трещин, проплавление образцов сваркой с использованием различных режимов, исследование зон полученных сварных швов на предмет образования трещин, по результатам которого выбирают оптимальный режим сварки деталей (авт.св. СССР №278914, 21.08.70, кл. В23К 31/12). При этом за критерий оценки принимают количество поверхностных трещин, приходящихся на 1 см длины сварного шва. Однако при исследовании режимов с благоприятными термодеформационными циклами при сварке металлов с невысокой склонностью к образованию трещин этот способ не дает дифференцированных и стабильных результатов. Значения критерия оценки (количество поверхностных трещин на 1 см длины шва) оказываются различающимися друг от друга на незначительную величину, находящуюся в пределах ошибки эксперимента. Недостатком этого способа является то, что он не дает возможности четко ранжировать режимы по связанной с ними склонности к образованию горячих трещин в околошовной зоне.
Предложенное техническое решение отличается от известного тем, что проплавление образцов сваркой для каждого исследуемого режима осуществляют с максимальной силой тока, не допускающей появление макротрещин в зоне сварного шва, при этом в качестве критериев оценки режимов сварки используют толщину непроплавленного слоя исследуемого образца, протяженность в длину участка с трещинами и длину микротрещин на этом участке.
Технический результат заключается в повышении качества сварных соединений, а также технологичности процесса сварки.
Он проявляется в оценке режимов сварки по влиянию на стойкость околошовной зоны к образованию трещин в условиях, когда сваривается материал с умеренной склонностью к их образованию, а все сравниваемые режимы принадлежат к области сравнительно благоприятных термодеформационных циклов. Такая оценка дает возможность еще на этапе подготовки производства определить оптимальные технологии сварки новых изделий и обоснованно корректировать существующие технологии, добиваясь устранения трещин в сварных соединениях.
Технический результат осуществляется тем, что в способе оценки режимов сварки, включающем термообработку образцов для повышения их чувствительности к образованию трещин, проплавление образцов сваркой с использованием различных режимов, исследование зон полученных сварных швов на предмет образования трещин, по результатам которого выбирают оптимальный режим сварки деталей, проплавление образцов сваркой для каждого исследуемого режима осуществляют с максимальной силой тока, не допускающей появление макротрещин в зоне сварного шва, при этом в качестве критериев оценки режимов сварки используют толщину непроплавленного слоя исследуемого образца, протяженность в длину участка с трещинами и длину микротрещин на этом участке.
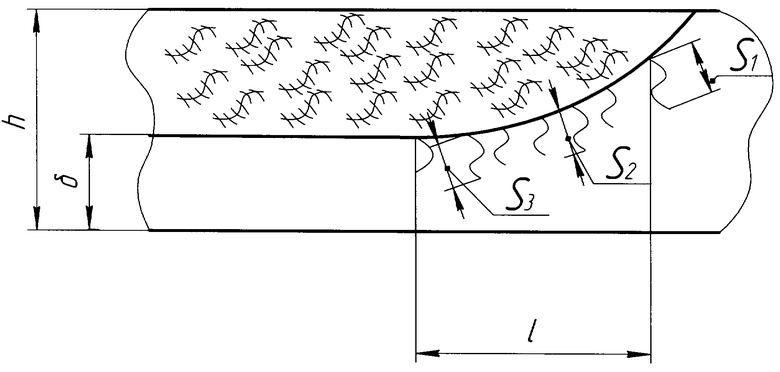
Техническое решение поясняется чертежом, на котором изображен концевой участок образца тощиной h со сварным швом - зоной переплавленного металла дендритного строения, непроплавленным слоем толщиной δ участком, протяженностью в длину ℓ с микротрещинами длиной S1, S2 и т.д.
Способ осуществляется следующим образом.
Требуется определить применительно к сварке жаропрочного сплава ЭП708, ХН62 ВМТЮ с умеренной склонностью к образованию горячих трещин в околошовной зоне сварного шва при толщинах материала, например, порядка 2,5 мм для уменьшения опасности возникновения трещин будет ли целесообразным использование режимов сварки со скоростями менее 15 м/час и до какой степени желательно снижение скорости.
Для этого вначале осуществляют активизацию восприимчивости материала образцов к воздействию термодеформационного цикла сварки, для чего произвоят их закалку с Т=1250°С с нагревом в течение 3 часов в вакууме 10-4 мм рт.ст. с последующим старением при 800°С в течение 8 часов, то же в вакууме. Далее осуществляют проплавление образцов по центру образца, на медной подкладке, с защитой аргоном со стороны проплава, например, со скоростями 5, 10 и 15 м/час. Выключение сварочного тока в конце шва производят резко, без его плавного уменьшения. Сила тока для каждой из скоростей подбирают такой, чтобы глубина проплавления была 90% от толщины образца. При этом в проплаве возникает четко фиксированная макротрещина. Далее, уменьшая ток и увеличивая этим толщину непроплавленной зоны, добиваются исчезновения этой трещины; ток уменьшают, например, с шагом 5А. Величину сварочного тока, при котором это происходит, фиксируют. Для скоростей 15, 10 и 5 м/час и толщины образца - 2,5 мм эти токи были соответственно 105, 75 и 55А.
Теперь уже на контрольных образцах, выполняют проплавление на указанных токах и скоростях. Из зоны кратера, по оси шва вырезают темплеты и изготовляют микрошлифы, на которых определяют толщину непроплавленной зоны δ, длину участка образования трещины ℓ и длину микротрещин S (см. чертеж). Чем эти показатели меньше, тем более благоприятен режим сварки.
Пример конкретных значений параметров сварки деталей из жаропрочного сплава ЭП708, ХН62ВМТЮ, толщиной 2,5 мм и полученные показатели δ, ℓ, S приведены в таблице.
где δ - толщина непроплавленного слоя в зоне сварного шва;
ℓ - протяженность в длину участка с трещинами;
S - длина трещин в зоне сварного шва.
Из табличных данных следует, что для сварки деталей из жаропрочного сплава ЭП708, ХН62ВМТЮ является наилучшим режим сварки со скоростью 10 м/час. Дальнейшее снижение скорости сварки нецелесообразно.
Таким образом, приведенный способ оценки режимов сварки для деталей, выполненных из различных материалов, позволяет выбрать оптимальный режим сварки, способствующий повышению качества сварных соединений, а также технологичности процесса сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЦЕНКИ СТОЙКОСТИ К ОБРАЗОВАНИЮ ГОРЯЧИХ ТРЕЩИН ТОНКОЛИСТОВЫХ ЖАРОПРОЧНЫХ МАТЕРИАЛОВ | 2014 |
|
RU2570475C1 |
| Способ оптимизации режимов контактной сварки рельсов | 2022 |
|
RU2792955C1 |
| Способ определения стойкости металла околошовной зоны к образованию горячих трещин | 1986 |
|
SU1310153A1 |
| СПОСОБ ОЦЕНКИ СВАРИВАЕМОСТИ | 2020 |
|
RU2755914C1 |
| Способ определения склонности материалов к образованию дефектов | 1990 |
|
SU1731545A1 |
| СПОСОБ ИСПРАВЛЕНИЯ ДЕФЕКТОВ НА ДЕТАЛЯХ | 2007 |
|
RU2351449C2 |
| Способ электронно-лучевой сварки трудносвариваемых сталей и сплавов | 1990 |
|
SU1810258A1 |
| Способ испытания на склонность к образованию горячих трещин | 1989 |
|
SU1616010A1 |
| Способ оценки склонности присадочного металла к образованию горячих трещин | 1977 |
|
SU716744A1 |
| Способ определения склонности металлов к образованию горячих трещин | 1985 |
|
SU1274887A1 |
Изобретение относится к способу оценки режимов сварки и может быть использовано в авиакосмической промышленности, энергомашиностроении и других отраслях, осуществляющих сварку высокотемпературных сталей и сплавов на железной, никелевой или кобальтовой основе. Оценка режимов сварки по влиянию на стойкость околошовной зоны к образованию горячих трещин включает термообработку образцов для повышения их чувствительности к образованию трещин, проплавление образцов сваркой с использованием различных режимов, исследование околошовных зон полученных сварных швов на предмет образования трещин, по результатам которого выбирают оптимальный режим сварки деталей. Проплавление образцов сваркой для каждого используемого режима осуществляют с максимальной силой тока, не допускающей появление макротрещин в околошовной зоне сварного шва. В качестве критериев оценки режимов сварки используют толщину непроплавленного слоя исследуемого образца, длину участка с трещинами и длину микротрещин на этом участке. Способ позволяет выбрать оптимальный режим сварки, способствующий повышению качества сварных соединений, а также технологичности процесса сварки. 1 ил., 1 табл.
Способ оценки режимов сварки по влиянию на стойкость околошовной зоны к образованию горячих трещин, включающий термообработку образцов для повышения их чувствительности к образованию трещин, проплавление образцов сваркой с использованием различных режимов, исследование околошовных зон полученных сварных швов на предмет образования трещин, по результатам которого выбирают оптимальный режим сварки деталей, отличающийся тем, что проплавление образцов сваркой для каждого используемого режима осуществляют с максимальной силой тока, не допускающей появление макротрещин в околошовной зоне сварного шва, при этом в качестве критериев оценки режимов сварки используют наименьшую толщину непроплавленного слоя исследуемого образца, длину участка с трещинами и длину микротрещин на этом участке.
| СПОСОБ ОПРЕДЕЛЕНИЯ СТОЙКОСТИ МЕТАЛЛА ОКОЛОШОВНОЙ ЗОНЫ К ОБРАЗОВАНИЮ ГОРЯЧИХ ТРЕЩИН | 0 |
|
SU278914A1 |
| Способ испытания на склонность к образованию горячих трещин | 1989 |
|
SU1616010A1 |
| СПОСОБ ИСПБ1ТАНИЯ МЕТАЛЛА ШВА НА СТОЙКОСТЬ ПРОТИВ ОБРАЗОВАНИЯ ГОРЯЧИХ ТРЕЩИН ПРИ СВАРКЕ | 0 |
|
SU277349A1 |
| JP 11192556 A, 21.07.1999 | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |

