Изобретение отиосится к области сварки и может быть использовано при количественной оценке влияния различны.х марок сталей и силавоВ, сварочных материалов, а также те.нологнческого процесса на стоГгкость металла шва против образования горячи.х трещин нрн сварке.
Р1звестен снособ иснытапия металла шва на стойкость против образования горячи.х трещин при сварке, при котором критерием оценки сонротив.ляемостн металла шва протнв образования горячих трещин принята критнческая скорость принудительной поперечной деформацни металла шва в процессе его кристаллизацнн, при которой прекращается развитие трещины, образующейся вслед за сварочной ванной. Сварку дву.х образцов ведут с постоянной скоростью при одновременном вращении одного нз образцов.
Однако при испытапии силавов, обладающих большой склонностью к образованию горяч 1х трещин и имеющих малую критическую скорость принудительной деформацнн, этот способ испытаннй имеет недостаточную чувствительность.
Целью настоящего изобретения является ускорение, уирощение нспытания и новыщение его чувствительности.
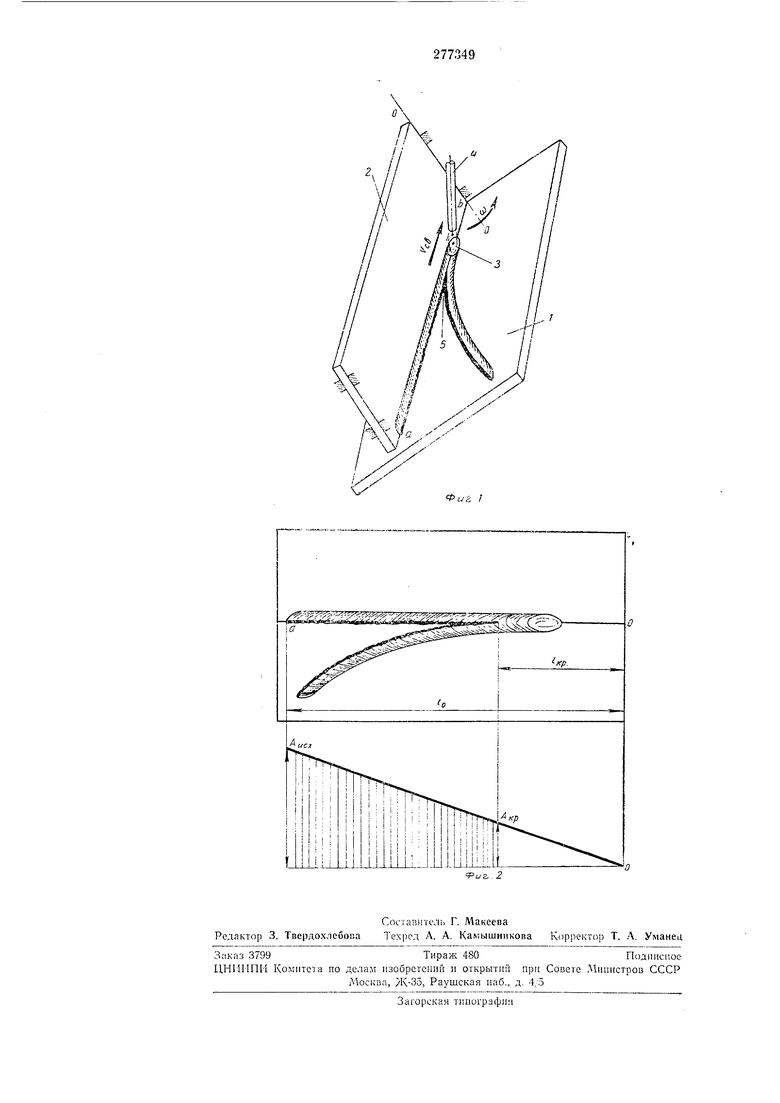
горячи.х трещин пр сварке дву.х пластин, расположенных втавр но нредлагаемому способу; на фнг. 2 - график нзменення скорости прннуднтельной деформацни, которой иодвергается .металл шва в темнературном интервале .хрункости ио .мере иродвиження сварочной ванны к центру вращения.
Од1ш из дву.х листовы.х образцов (нластнн) 1 вращается с постоянной угловой скоростью И) относительно оси О-О, нерпендпкулярной к плоскостн вращающегося образна и ребру ав двугранного угла, образованного плоскостями пластии / и 2. Вторая нластина 2 закреплена ненодвижно. После нриведення во вращение образца / .между пластинами осуществляется наамавка валика (механизированная или ручная) в «лодочку с постоянной скоростью сваркн УС„ вдоль кромки ненодвнжной нластины 2. Сварка ведется от точки а с максимальной линейной скоростью, обеспечпваЕОщей принудительную скорость дефор.мацпи заведомо больще той, ири которой прекращается распространение трещины в шве, но направлению к центру врашення. нанлавке под дуго образуется сварочная ванна 3, легко деформнруе.мая в результате вращения пластнны /. металла, .находящийся в температурном интервале хрупкости. В слое металла под действием достаточно большой в начале процесса принудительной деформации возникает горячая трещина 5, которая распростраляется вслед за сварочной ванной по мере расплавления ц последующей кристаллизации все новых объемов металла. При движении электрода к центру вращения скорость принудительной деформации А которой -подвергается металл сварочной ванны, убывает по линейному закону от А „сх в точку а до нуля. По мере непрерывного убываиия скорости принудительной деформации металла ш:ва наступает момент, когда скорость деформации будет настолько малой, что слой металла, находящирюя в температурнам интервале хрупкости, выдержит такую деформацию без образования трещины. Максимальную скорость принудительной деформации, нри которой прекращается раопространение трещины, иазьюают критической -4 .jp. Величина Л цр используется для количественной характеристики стойкости металла шва против образования в нем горячих трещин и может быть определена по формуле кр Я/,ф- , где п - угловая скорость вращения пластины 1 (об/лшн); /tp- расстояние от центра вращения до точки прекращения развития трещины (мм). Если иззестна исходная скорость принудительной деформации металла нгва Л „„ , то значение критической скорости может быть определено как А л -Ь кр 1 ис.х / лде /о - расстояние от центра О вращения пластины до точки а с максимальной линейной скоростью вращения, где скорость принудительной деформации равна Л„„. Фиксирование момента прекращения развития трещины производится при достижении заранее установленной величины напряжения или силы, необходимой для поперечной деформации Закристаллизовавшегося металла шва. Предмет изобретения Способ испытания м-еталла щва на стойкость против образования горячих трещин при сварке, при котором сварку двух образцов ведут с постоянной скоростью при одновремениом вращении одного из образцов, а за критерий стойкости принимают критическую скорость принудительной деформации металла шва в процессе его кристаллизации, при которой прекращается развитие трещины, образующейся вслед за сварочной ванной, отличающийся тем, что, с целью повыщения скорости и чувствительности испытания, его проводят на паре листовых образцов, которые сваривают в «ло|дочку, вращение образца осуществляют вокруг оси, перпендикулярной к линии шва, с постоянной угловой скоростью, а фиксирование момента прекращения развития трещины производят при достижении заранее установленной величины напряжения, необходимого для поперечной деформации закристаллизовавшегося металла щва.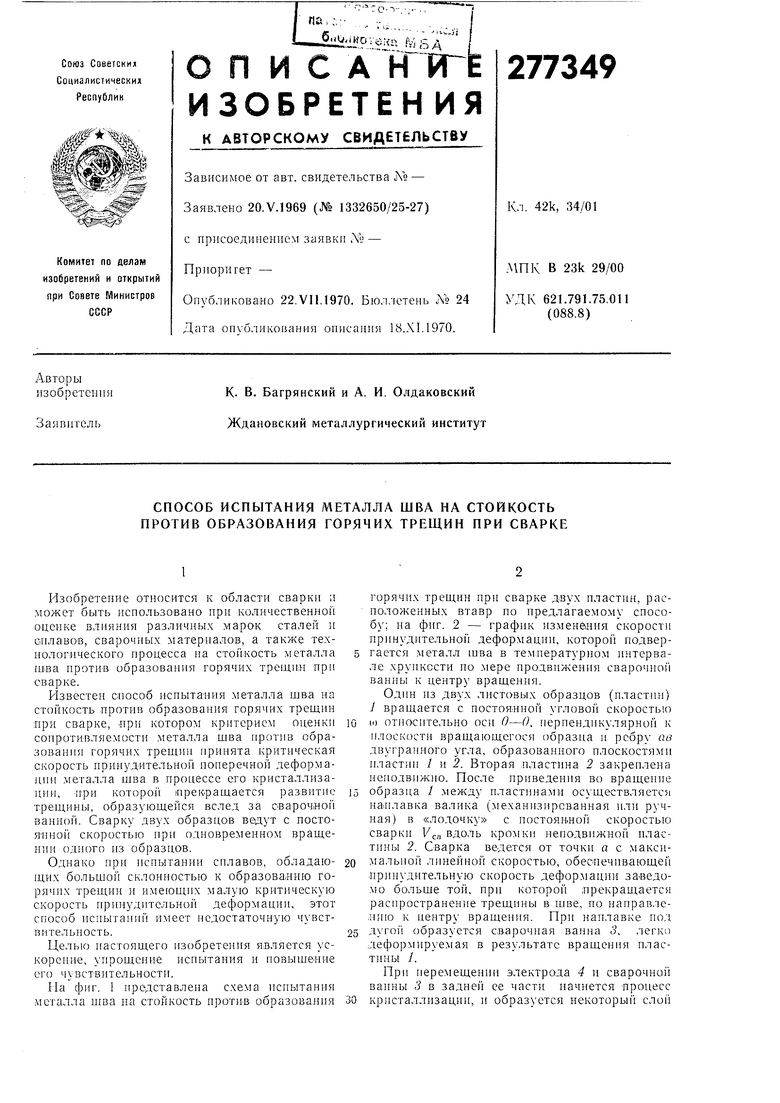
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ испытания металла шва на стойкость против образования горячих трещин при сварке | 1981 |
|
SU959957A1 |
| Способ испытания сварного соединения на стойкость против образования горячих трещин | 1981 |
|
SU998062A1 |
| УСТАНОВКА ДЛЯ ИСПЫТАНИЯ МАТЕРИАЛОВ НА СТОЙКОСТЬ ПРОТИВ ОБРАЗОВАНИЯ КРИСТАЛЛИЗАЦИОННЫХ ТРЕЩИН | 1973 |
|
SU397810A1 |
| Способ оценки склонности сварных соединений к образованию горячих трещин | 1972 |
|
SU454104A1 |
| Способ оценки склонности присадочного металла к образованию горячих трещин | 1977 |
|
SU716744A1 |
| Способ исследования свойств сварного соединения | 1990 |
|
SU1710251A1 |
| Способ исследования свойств сварного соединения | 1978 |
|
SU747658A1 |
| Способ выбора присадочного материаладля СВАРКи | 1979 |
|
SU841834A1 |
| Машина для испытания сварных швов | 1959 |
|
SU127466A1 |
| Способ дуговой сварки закаливающихся сталей | 1974 |
|
SU525511A1 |