Область техники
Настоящее изобретение относится к стали, обладающей отличной ударной вязкостью в зоне термического влияния нагрева (ЗТВН) при сварке с подводом тепла в количестве от малого до среднего, а также к способу получения такой стали.
Уровень техники
Ударная вязкость в зоне термического влияния нагрева низколегированной стали определяется несколькими факторами, к примеру, такими как (1) величина кристаллических зерен, (2) состояние дисперсии твердых фаз, к примеру, таких как высокоуглеродистый мартенсит (М*), верхний бейнит (ВБ) и гранепластинчатый феррит (ГПФ), (3) состояние дисперсионного твердения, (4) наличие какого-либо охрупчивания зерен, а также (5) микросегрегация элементов. Известно, что эти факторы оказывают большое влияние на величину ударной вязкости. В промышленное производство внедряется множество различных технологических процессов, обеспечивающих повышение ударной вязкости в зоне термического влияния нагрева.
Можно смело утверждать, что наличие таких факторов, которые ухудшают ударную вязкость, вызвано присутствием соответствующих легирующих добавок. Уменьшение содержания легирующих элементов способствует повышению ударной вязкости. Однако всегда существует стремление обеспечить повышенную прочность конструкционной стали. В связи с этим необходимым является введение соответствующих легирующих добавок. То есть стремление к одновременному обеспечению прочности и ударной вязкости является весьма противоречивым с точки зрения определения необходимого содержания тех или иных легирующих добавок. Наблюдается тенденция к разработке такого технологического процесса для обеспечения требуемой ударной вязкости, который не зависел бы от применения каких-либо легирующих добавок.
В качестве отличного технологического приема известно применение стали, которая, по существу, совсем не содержит алюминия (Аl), что обеспечивает ее более высококачественную микроструктуру и, кроме того, правильное соотношение в ней содержания титана (Ti), кислорода (О) и азота (N), при котором подавляется выделение карбоната титана (TiC) и уменьшается дисперсионное твердение, благодаря чему повышается величина ударной вязкости (JP №5-247531А). В этом случае ударная вязкость в зоне термического влияния нагрева определяется соотношениями между влияниями, оказываемыми микроструктурой, и влияниями, оказываемыми отвердевшим слоем, который включает в себя М* (высокоуглеродистый мартенсит). В известном уровне техники данная проблема решалась путем увеличения ударной вязкости матрицы основного материала посредством введения в нее Ni или же иным аналогичным способом. Однако введение в больших количествах Сu, Ni и других дорогостоящих легирующих добавок, необходимых для реализации такого технологического приема, приводит к увеличению производственных затрат. Это становится препятствием в производстве высокопрочной стали, обладающей отличными показателями по такому ее параметру, как CTOD.
Отличительная особенность стали согласно этому изобретению, которая заключается, по существу, в полном отсутствии в ее составе Аl и Nb, нашла свое применение также и в настоящем изобретении. Однако в этом изобретении высоким является содержание С, в связи с чем проблема, связанная с падением величины ударной вязкости при увеличении содержания Мn, продолжает оставаться нерешенной. Кроме того, озабоченность в данном случае вызывает также наличие примесей Nb и V, оказывающих неблагоприятное влияние на величину ударной вязкости.
Далее следует отметить, что идеи, предложенные в вышеуказанной публикации, а именно в патенте JP №5-247531А, получили дальнейшее свое развитие в следующей публикации, а именно в патенте JP №2003-147484А, в котором наряду с использованием оксидов Ti предлагается вводить также Nb при одновременном увеличении содержания Мn. Это приводит к снижению начальной температуры превращения аустенита-феррита, благодаря чему подавляется образование твердых фаз с одновременным получением при этом приемлемой микроструктуры, которая позволяет получить значение параметра CTOD, равное -10°С. Однако изобретение согласно вышеуказанной публикации, JP №2003-147484А, все же не позволяет получить достаточно удовлетворительных показателей по такому параметру, как CTOD, который для получения надежных сварных соединений должен находиться в пределах более жесткой нормы на уровне не более -40°С.
Раскрытие изобретения
Настоящее изобретение направлено на создание такой технологии, которая позволила бы сравнительно недорого производить высокопрочную сталь, обладающую отличной ударной вязкостью при ее многослойной сварке с подводом тепла в количестве от малого до среднего. Сталь, получаемая согласно настоящему изобретению, обладает исключительно высокими показателями по такому ее параметру, как CTOD, в пределах зон многослойной сварки с подводом тепла в количестве от малого до среднего по сравнению с уровнями величины ударной вязкости, наблюдающимися в зоне термического влияния нагрева при сварке. Сущность настоящего изобретения заключается в нижеследующем.
(1) Сталь, обладающая отличной ударной вязкостью в зоне термического влияния нагрева, характеризуется содержанием, мас.%: С - 0,02-0,06%, Si - 0,05-0,30%, Mn - 1,7-2,7%, P - не более 0,015%, S - не более 0,010%, Ti - 0,005-0,015%, О - 0,0010-0,0045% и N - 0,0020-0,0060%, а остальное - железо и неизбежные примеси, причем количество примесей в смеси ограничивается следующими величинами: Аl - не более 0,004%, Nb - не более 0,003% и V - не более 0,030%, а также сталь имеет величину показателя СеН, определяемую по формуле (А) в пределах не более 0,04:
СеН=С+1/4Si-1/24Mn+1/48Cu+1/32Ni+1/0,4Nb+1/2V (A),
где С, Si, Mn, Cu, Ni, Nb и V - элементы, входящие в состав стали (мас.%).
(2) Сталь, обладающая отличной ударной вязкостью в зоне термического влияния нагрева по пункту (1), отличающаяся тем, что СеН находится в пределах не более 0,01.
(3) Сталь, обладающая отличной ударной вязкостью в зоне термического влияния нагрева по пункту (1) или (2), отличающаяся тем, что дополнительно содержит один или оба из следующих элементов, мас.%: Сu - не более 0,25% и Ni - не более 0,50%.
(4) Способ получения стали, обладающей отличной ударной вязкостью в зоне термического влияния нагрева, отличающийся тем, что нагревают сляб из стали, имеющей содержание компонентов и величину показателя СеН согласно пункту (1), до температуры не более 1100°С с последующей обработкой его в ходе соответствующего регулируемого термомеханического процесса.
(5) Способ производства стали, обладающей отличной ударной вязкостью в зоне термического влияния нагрева, отличающийся тем, что нагревают сляб из стали, имеющей содержание в ней компонентов и величину показателя СеН согласно пункту (3), до температуры не более 1100°С с последующей обработкой его в ходе соответствующего регулируемого термомеханического процесса.
Краткое описание чертежей
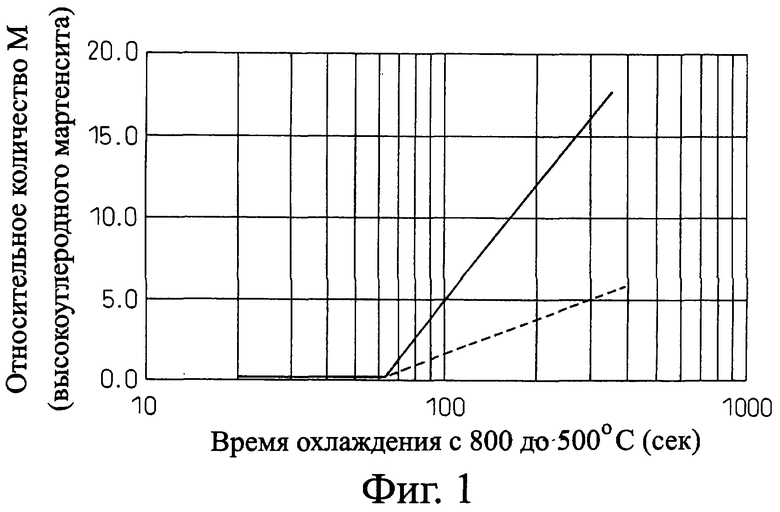
На фиг.1 показан график зависимости между временем охлаждения с 800 до 500°С и относительным количеством М*.
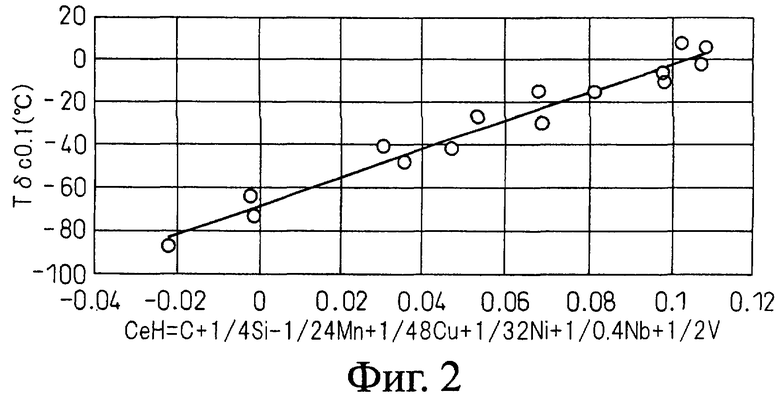
На фиг.2 показан график зависимости между величиной показателя СеН и значением параметра CTOD.
Осуществление изобретения
Согласно исследованию, проведенному изобретателями, значение параметра CTOD в зоне термического влияния нагрева при сварке с подводом тепла в количестве от малого до среднего (1,5-6,0 кДж/мм при толщине листа 50 мм) (значение параметра CTOD при температуре не более -40°С) определяется величиной ударной вязкости в пределах весьма ограниченных зон. Важное значение имеет при этом надлежащий контроль микроструктуры и сокращение содержания элементов, делающих сталь хрупкой. Иными словами, значение параметра CTOD не является соответствующим средним показателем для всего материала в целом, а определяется наличием зон местного охрупчивания. При наличии зон, в которых наблюдается охрупчивание, значение параметра CTOD для стального листового материала заметно снижается даже в тех его зонах, где никакого охрупчивания стали не происходит.
В частности, такими местными зонами, которые оказывают наибольшее влияние на значение параметра CTOD, являются М*, гранепластинчатый феррит (ГПФ) и другие твердые фазы. Для того чтобы подавить образование твердой фазы такого рода, в прошлом необходимо было удерживать упрочняемость стали на сравнительно низком уровне. Это обстоятельство стало фактором, препятствующим получению повышенной прочности.
Настоящее изобретение характеризуется установлением следующих фактов и их практическим использованием в производстве стали, обладающей высокой ударной вязкостью в зоне термического влияния нагрева.
1) В зоне термического влияния нагрева (ЗТВН) при сварке с подводом тепла в количестве от малого до среднего время охлаждения по завершении сварки обычно находится в пределах 60 секунд. Изобретателями установлено, что при таких условиях охлаждения в том случае, если содержание С достаточно мало, посредством соответствующего регулирования содержания других элементов, делающих сталь хрупкой, даже при добавлении Mn в количестве до 2,7%, M* (мартенсит), который оказывает отрицательное влияние на ударную вязкость, больше уже образовываться не будет. На фиг.1 показано относительное количество M* при изменении количества Mn в пределах от 1,7% до 2,7% при содержании C в количестве 0,05% и Si в количестве 0,15%. Установлено, что даже в том случае, если происходит соответствующее изменение содержания Mn, при времени охлаждения с 800 до 500°С в пределах 60 секунд или около того, относительное количество M* становится очень низким. В результате возникает возможность соответственно увеличить содержание Mn, добавление которого в большом количестве считалось в прошлом невозможным из-за того, что это приводило к уменьшению ударной вязкости.
2) Изобретателями установлено, что содержание компонентов в стали можно будет подобрать соответствующим образом при использовании стали, в основе своей не содержащей Al.
3) Посредством соответствующего ограничения содержания Al, Nb и V, присутствующих в стали в качестве примесей, определенными пределами, которые нельзя превышать, изобретателям удалось устранить непредвиденные факторы, снижающие ударную вязкость.
То есть, иными словами, при применении стали, в основе своей не содержащей Al, стало возможным надежное образование TiO и эффективное повышение ударной вязкости.
Сочетание этих трех пунктов позволяет обеспечить получение достаточно хорошего значения параметра CTOD в весьма неблагоприятных температурных условиях, т.е. при температуре не выше -20°С, в пределах соответствующей зоны термического влияния нагрева (ЗТВН) при сварке с подводом тепла в количестве от малого до среднего, чего невозможно было добиться вплоть до настоящего времени.
Даже при образовании М* в очень малых количествах все еще существует необходимость в соответствующем регулировании содержания таких элементов, делающих сталь хрупкой, как С, Si, Cu, Ni, Nb, V и т.п. Более конкретно, существует необходимость в соответствующем регулировании величины показателя СеН, определяемой как С+1/4Si-1/24Mn+1/48Cu+1/32Ni+1/0,4Nb+1/2V в предварительно задаваемых пределах.
На фиг.2 представлены результаты, которые получены при производстве 20 кг стали, имеющей следующее содержание компонентов: С - 0,05%, Si - 0,15% и Mn - 1,7-2,7%, посредством вакуумной плавки с последующей прокаткой ее в стальной лист, с учетом данных по нагреву при фактическом трехкратном выполнении сварного соединения в соответствующем устройстве, имитирующем термический цикл, и завершающего испытания, проведенного с целью определения значения параметра CTOD.
Показатель Тδс 0,1 (670,9 СеН-67,6) представляет собой такую температуру, которая наблюдалась в том случае, когда низшее из трех разных значений параметра CTOD, полученных в ходе испытаний, проводившихся при разных температурах, было равно 0,1 мм. Таким образом, прослеживается явная тенденция, по существу, к линейному изменению показателя Тδс 0,1 (значения параметра CTOD) по мере уменьшения показателя СеН. Установлено, что в том случае, если величина показателя СеН падает примерно до 0.01, значение Тδс 0,1 достигает тогда -60°С.
Таким образом, удовлетворяя требования, предъявляемые к производимой стали согласно настоящему изобретению, и соответственно регулируя величину показателя СеН, можно добиться получения заданного значения параметра CTOD. В отношении стали, производимой согласно настоящему изобретению, регулирование величины показателя CeH в соответствии с требуемым значением параметра CTOD представляет собой один из отличительных признаков настоящего изобретения. Помимо регулирования величины показателя СеН для получения стали, обладающей как высокой прочностью, так и повышенной величиной показателя СеН, требуется обеспечить также и соответствующее содержание всех прочих легирующих элементов. Ниже здесь приводятся соответствующие ограничения для предельных значений различных величин и разъясняются причины, обусловившие введение этих ограничений.
Содержание C должно составлять не менее 0,02% с тем, чтобы обеспечить получение необходимой прочности, но в том случае, если оно превышает 0,06%, наблюдается ухудшение ударной вязкости в зоне термического влияния нагрева (ЗТВН) при сварке, а также исключается возможность получения достаточно хорошего значения параметра CTOD, и поэтому содержание C в количестве 0,06% принято в качестве верхнего предела.
Кремний (Si) препятствует повышению ударной вязкости в зоне термического влияния нагрева (ЗТВН) при сварке, и поэтому предпочтительно применять его в меньшем количестве с тем, чтобы добиться получения хорошего показателя для ударной вязкости в зоне термического влияния нагрева (ЗТВН) при сварке. Однако в сталь, производимую согласно настоящему изобретению, алюминий (Аl) не добавляется, хотя добавка этого элемента в количестве не менее 0,05% необходима для раскисления. Однако при содержании кремния в количестве свыше 0,30% ухудшается такой показатель, как ударная вязкость в зоне термического влияния нагрева (ЗТВН) при сварке, и поэтому его содержание в количестве 0,30% принимается в качестве верхнего предела.
Марганец (Mn) представляет собой сравнительно недорогой элемент, оказывающий, тем не менее, весьма большое влияние на микроструктуру с точки зрения ее упорядочения и снижающий величину показателя CeH, благодаря чему добавление этого элемента не оказывает никакого вредного влияния на ударную вязкость в зоне термического влияния нагрева (ЗТВН) при сварке с подводом тепла в количестве от малого до среднего, и поэтому весьма желательно было бы обеспечить сравнительно большое содержание этого элемента в составе стали, чтобы добиться получения высокой ее прочности. Однако при содержании этого элемента в количестве свыше 2,7% он способствует сегрегации сляба и облегчает образование ВБ, причиняющего ущерб такому показателю, как ударная вязкость, в связи с чем содержание данного элемента в количестве 2,7% принимается в качестве верхнего предела. Кроме того, при содержании этого элемента в количестве менее 1,7% положительный эффект, получаемый при его применении, будет сравнительно небольшим, в связи с чем содержание данного элемента в количестве 1,7% принимается в качестве нижнего предела. При этом следует отметить, что с точки зрения обеспечения необходимой ударной вязкости предпочтительно было бы установить нижний предел содержания этого элемента, равный 2,0%.
Оба таких элемента, как фосфор (Р) и сера (S), должны применяться лишь в сравнительно небольших количествах исходя из соображений обеспечения необходимой ударной вязкости основного материала, а также соответствующей ударной вязкости в зоне термического влияния нагрева (ЗТВН) при сварке; однако существуют определенные предельные нормы на их содержание в основном материале при его промышленном производстве. Поэтому верхний предел содержания этих элементов устанавливается равным соответственно 0,015% и 0,010%, предпочтительно 0,008% и 0,005% соответственно.
Согласно настоящему изобретению преднамеренное добавление такого элемента, как алюминий (Al), не предусматривается; однако неизбежно включение его в состав стали в качестве примеси. В результате наличия этой примеси происходит образование окислов алюминия (Al), которые препятствуют образованию окислов титана (Ti), в связи с чем желательно было бы обеспечить сравнительно небольшое содержание алюминия в составе стали; однако существуют определенные предельные нормы на его содержание в основном материале при его промышленном производстве. Поэтому верхний предел содержания этого элемента устанавливается равным 0,004%.
Титан (Ti) образует окислы титана, обеспечивающие получение более высококачественной микроструктуры, что в значительной мере способствует повышению ударной вязкости, но в том случае, если содержание этого элемента будет чрезмерно большим, образуется TiC. При этом наблюдается соответствующее ухудшение такого показателя, как ударная вязкость в зоне термического влияния нагрева (ЗТВН) при сварке, в связи с чем приемлемое содержание этого элемента находится в пределах 0,005-0,015%.
Кислород (О) необходим для того, чтобы обеспечить образование большого количества окислов титана (Ti). Если кислород содержится в количестве менее 0,0010%, то тогда влияние, оказываемое им, будет сравнительно невелико, тогда как в том случае, когда содержание кислорода превышает 0,0045%, происходит образование крупнозернистых окислов титана (Ti), в результате чего резко ухудшается ударная вязкость, в связи с чем допустимое содержание этого элемента находится в пределах 0,0010-0,0045%.
Азот (N) необходим для того, чтобы обеспечить образование мелкозернистых нитридов титана (Ti) с целью повышения ударной вязкости основного материала, а также обеспечения соответствующей ударной вязкости в зоне термического влияния нагрева (ЗТВН) при сварке; но в том случае, если содержание этого элемента менее 0,002%, его влияние незначительно, а если содержание этого элемента превышает 0,006%, то во время изготовления заготовки из такого материала на ней возникают дефекты поверхности, и поэтому верхний предел содержания этого элемента устанавливается равным 0,006%.
Далее следует отметить, что ниобий (Nb) и ванадий (V) представляют собой такие элементы, которые при включении их в состав стали делают ее более хрупкой. Сравнительно большие значения коэффициента, приведенные в формуле (A) для этих элементов, свидетельствуют о том, что их присутствие влечет за собой весьма значительное увеличение показателя CeH, сопровождающееся при этом довольно существенным снижением ударной вязкости в зоне термического влияния нагрева (ЗТВН) при сварке, поэтому в настоящем изобретении не предусматривается преднамеренно вводить указанные элементы в состав стали. Даже в том случае, когда они входят в состав стали в качестве примесей, следует ограничить содержание ниобия (Nb) предельным значением не более 0,003%, сохраняя тем самым необходимую ударную вязкость. Кроме того, следует также ограничить содержание ванадия (V) не более 0,030%, а предпочтительно не более 0,020%.
Наличие таких элементов, как медь (Cu) и никель (Ni), незначительно ухудшает значение ударной вязкости в зоне термического влияния нагрева (ЗТВН) при сварке, способствует повышению прочности основного материала, а также весьма эффективно содействует дальнейшему улучшению свойств этого материала, и поэтому верхние пределы, установленные при введении этих элементов в состав стали, составляют для меди - 0,25% и для никеля - 0,50%.
Даже в случае ограничения содержания соответствующих компонентов в составе стали, как это указано здесь в приведенном выше описании, желаемый эффект не может быть получен, если при применении соответствующего способа изготовления не будет образована приемлемая структура материала. В связи с этим необходимо также учитывать и те условия, в которых осуществляется такое производство.
Сталь, изготавливаемая согласно настоящему изобретению, предпочтительно производится в промышленных масштабах методом непрерывного литья. Причины этого состоят в том, что скорость охлаждения при затвердевании расплавленной стали достаточно велика и возможно образование в слябе тонкозернистых окислов титана и нитридов титана в больших количествах. Температура повторного нагрева при прокатке сляба должна находиться в пределах не выше 1100°С. Однако в том случае, если температура при повторном нагреве будет все же превышать 1100°С, нитриды титана становятся более грубозернистыми, ударная вязкость основного материала снижается, и при этом нельзя ожидать какого-либо улучшения значения ударной вязкости в зоне термического влияния нагрева (ЗТВН) при сварке.
Далее, предложенный способ производства предусматривает повторный нагрев, после которого требуется проведение обработки путем регулируемого термомеханического процесса. Причина этого заключается в том, что даже в том случае, если получены будут превосходные показатели по ударной вязкости в зоне термического влияния нагрева (ЗТВН) при сварке, а ударная вязкость основного материала будет при этом слишком низкой, то получаемая в результате сталь будет недостаточно высококачественной. В качестве таких способов обработки, осуществляемой в ходе соответствующего регулируемого термомеханического процесса, можно указать на следующие: 1) регулируемая прокатка, 2) регулируемая прокатка с ускоренным охлаждением, 3) непосредственное резкое охлаждение-отпуск после прокатки и т.д., однако предпочтительными среди этих способов являются регулируемая прокатка с ускоренным охлаждением и непосредственное резкое охлаждение-отпуск после прокатки.
Следует отметить, что после получения стали даже в случае ее повторного нагрева до температуры не ниже, чем точка превращения Аr3, осуществляемого с целью дегидрогенизации и т.д., отличительные признаки настоящего изобретения при этом не нарушаются.
Кроме того, следует также отметить, что рассмотренный выше способ представляет собой всего лишь только один из примерных способов производства стали согласно настоящему изобретению. Однако способ, который можно применить при производстве стали согласно настоящему изобретению, не ограничивается исключительно только лишь указанным выше способом.
ПРИМЕРЫ
Изготовление толстой листовой стали с введением различных компонентов в ее состав было осуществлено с применением непрерывного конвертерного процесса, предназначенного для производства толстой листовой стали. При этом определяли прочность получаемого основного материала и проводили соответствующее испытание сварных соединений с целью определения значения параметра CTOD. Сварочные операции производились способом дуговой сварки под флюсом (ДСФ), который обычно применяется при проведении сварочных испытаний, при этом количество тепла, подводимого в процессе сварки, находилось в пределах от 4,5 до 5,0 кДж/мм при К-образной подготовке кромок стыкового соединения, благодаря чему граница проплавления (ГП) занимала перпендикулярное положение. Испытание с целью определения значения параметра CTOD проводили на листе размером t (толщина листа) × t, надрезанном с целью получения 50%-ной усталостной трещины по границе проплавления (ГП). В таблице 1 приведены результаты, которые были получены при проведении испытаний образцов стали, изготовленных согласно настоящему изобретению, и других образцов стали, представленных для сравнения.
Листовая сталь, изготовленная в соответствии с настоящим изобретением (образцы стали №1-20), имела предел текучести (ПТ) не менее 430 Н/мм2 и показала высокие значения ударной вязкости при разрушении, оцениваемые на основании величины параметра CTOD, которая при всех значениях температуры, а именно -20°С, -40°С и -60°С, составляла не менее 0,27 мм.
В отличие от этого образцы стали №21-26, представленные для сравнения, имели худшие показатели по пределу текучести и параметру CTOD, чем образцы стали, выполненные согласно настоящему изобретению, и не обладали всеми теми свойствами, которые необходимы для листовой стали, применяемой в суровых условиях окружающей среды. В представленном для сравнения образце стали №21 имелась добавка ниобия (Nb), в результате чего содержание ниобия (Nb) в этом образце листовой стали было чрезмерно большим. Величина показателя СеН также стала слишком высокой, вследствие чего параметр CTOD имел слишком низкое значение. Представленный для сравнения образец стали №22 имел слишком большое содержание углерода (С), а также слишком большую величину показателя СеН, вследствие чего параметр CTOD тоже имел низкое значение. Представленные для сравнения образцы стали №23 и 24 имели низкую величину показателя СеН, но при этом содержание в них алюминия (Al) было чрезмерно высоким, образование оксидов титана (Ti) протекало в них недостаточно интенсивно, и поэтому их микроструктура не получилась в достаточной мере мелкозернистой. Представленный для сравнения образец стали №25 имел приблизительно такую же величину показателя СеН, как и образцы стали, выполненные согласно настоящему изобретению, но при этом содержание в нем углерода (С) было слишком низким, а содержание кислорода (О) чрезмерно высоким, вследствие чего прочность основного материала оказалась сравнительно низкой и параметр CTOD тоже имел слишком низкое значение. Представленный для сравнения образец стали №26 имел чрезмерно большое содержание ниобия (Nb), входящего в состав этой стали в виде примеси, и поэтому несмотря на низкую величину показателя СеН предел текучести основного материала и параметр CTOD имели низкие значения.
ные согласно настоящему изобретению
ные для сравнения
Сталь, изготовленная в соответствии с настоящим изобретением, обладает высокой прочностью, имеет исключительно хорошую характеристику по такому показателю, как величина параметра CTOD в зоне границы проплавления (ГП), где наблюдается наибольшее ухудшение ударной вязкости во время сварки, и показывает отличную ударную вязкость. Благодаря всему этому становится возможным производство таких изделий из высокопрочной стали, которые могут найти свое применение при строительстве различных морских сооружений, сейсмостойких зданий, а также разнообразных других сооружений, возводимых в суровых условиях окружающей среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЖАРОПРОЧНАЯ СТАЛЬ ДЛЯ ЭНЕРГЕТИЧЕСКОГО ОБОРУДОВАНИЯ | 2009 |
|
RU2404281C1 |
| СТАЛЬ ДЛЯ СВАРНЫХ КОНСТРУКЦИЙ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2010 |
|
RU2458174C1 |
| ХОЛОДНОДЕФОРМИРУЕМАЯ СТАЛЬ ПОВЫШЕННОЙ ПРОЧНОСТИ И СОСТОЯЩЕЕ ИЗ НЕЕ ПЛОСКОЕ ИЗДЕЛИЕ | 2011 |
|
RU2524027C1 |
| СТАЛЬ ДЛЯ СВАРКИ | 2012 |
|
RU2574148C2 |
| СТАЛЬ ДЛЯ СВАРНОЙ КОНСТРУКЦИИ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2010 |
|
RU2470085C9 |
| АДАПТОГЕН ДЛЯ МЕТЕОЧУВСТВИТЕЛЬНЫХ БОЛЬНЫХ СТЕНОКАРДИЕЙ И АРТЕРИАЛЬНОЙ ГИПЕРТЕНЗИЕЙ И ПРИМЕНЕНИЕ МЕЛАТОНИНА В КАЧЕСТВЕ АДАПТОГЕНА | 2010 |
|
RU2428183C1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2010 |
|
RU2430799C1 |
| ПРИГОДНЫЙ ДЛЯ СВАРКИ, ЖАРОПРОЧНЫЙ, СТОЙКИЙ К ОКИСЛЕНИЮ СПЛАВ | 2008 |
|
RU2507290C2 |
| СТАЛЬНОЙ ЛИСТ С ПОКРЫТИЕМ НА ОСНОВЕ АЛЮМИНИЯ И ТЕРМОУСАЖИВАЮЩИЙ БАНДАЖ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2006 |
|
RU2388842C2 |
| СРЕДНЕУГЛЕРОДИСТАЯ ХРОМСОДЕРЖАЩАЯ СТАЛЬ ПОВЫШЕННОЙ ОБРАБАТЫВАЕМОСТИ РЕЗАНИЕМ | 2004 |
|
RU2262549C1 |
Изобретение относится к области металлургии, а именно к производству высокопрочных сталей, обладающих после сварки отличной ударной вязкостью в зоне термического влияния. Получают сляб из стали, содержащей углерод (C), кремний (Si), марганец (Mn), фосфор (P), серу (S), титан (Ti), кислород (O), азот (N), (Cu) и/или никель (Ni), железо (Fe) и неизбежные примеси, при следующем соотношении компонентов, мас.%: C 0,02-0,06, Si 0,05-0,30, Mn 1,7-2,7, P не более 0,015, S не более 0,010, Ti 0,005-0,015, O 0,0010-0,0045, N 0,0020-0,0060, Cu не более 0,25 и/или Ni не более 0,5, Fe и неизбежные примеси остальное. В качестве неизбежных примесей сталь содержит алюминий (A1) не более 0,004, ниобий (Nb) не более 0,003 и ванадий (V) не более 0,030. Состав стали удовлетворяет условию: CeH=C+1/4Si-1/24Mn+1/48Cu+1/32Ni+1/0,4Nb+1/2V не более 0,04, где C, Si, Mn, Cu, Ni, Nb, V - содержание в стали, мас.% углерода, кремния, марганца, меди, никеля, ниобия и ванадия. Полученный сляб нагревают до температуры не более 1100°С и подвергают термомеханической обработке. Сталь обладает высокой прочностью и ударной вязкостью. 2 н. и 1 з.п. ф-лы, 2 ил., 2 табл.
1. Высокопрочная сталь, обладающая отличной ударной вязкостью в зоне термического влияния, содержащая углерод (C), кремний (Si), марганец (Mn), фосфор (P), серу (S), титан (Ti), кислород (O), азот (N), железо (Fe) и неизбежные примеси, отличающаяся тем, что она дополнительно содержит медь (Cu) и/или никель (Ni) при следующем соотношении компонентов, мас.%: C 0,02-0,06, Si 0,05-0,30, Mn 1,7-2,7, P не более 0,015, S не более 0,010, Ti 0,005-0,015, O 0,0010-0,0045, N 0,0020-0,0060, Cu не более 0,25 и/или Ni не более 0,5, Fe и неизбежные примеси остальное, причем в качестве неизбежных примесей сталь содержит алюминий (Аl) не более 0,004, ниобий (Nb) не более 0,003 и ванадий (V) не более 0,030 и имеет величину показателя CeH не более 0,04, где показатель СеН определяют как
CeH=C+1/4Si-1/24Mn+1/48Cu+1/32Ni+1/0,4Nb+1/2V,
где C, Si, Mn, Cu, Ni, Nb, V - содержание в стали, мас.%, углерода, кремния, марганца, меди, никеля, ниобия и ванадия.
2. Сталь по п.1, отличающаяся тем, что СеН составляет не более 0,01.
3. Способ получения высокопрочной стали, обладающей отличной ударной вязкостью в зоне термического влияния, отличающийся тем, что сляб из стали, полученный из стали по п.1 или 2, нагревают до температуры не более 1100°С и подвергают термомеханической обработке.

