Предлагаемое изобретение относится к производству резинотехнических изделий, а именно, к способам управления процессом вулканизации.
Процесс производства резинотехнических изделий включает стадии получения резиновых смесей и их вулканизации. Вулканизация является одним из важнейших процессов в технологии получения резины [1]. Вулканизация производится путем выдерживания резиновой смеси в прессах, специальных котлах или вулканизаторах при температуре 130-160°С в течение заданного времени. При этом происходит соединение макромолекул каучука поперечными химическими связями в пространственную вулканизационную сетку, в результате чего пластическая резиновая смесь превращается в высокоэластичную резину [2]. Пространственная сетка образуется в результате активированных теплом химических реакций между молекулами каучука и вулканизирующими компонентами (вулканизаторами, ускорителями, активаторами) [2].
Основными факторами, влияющими на процесс вулканизации и качество готовых изделий, являются природа вулканизационной среды, температура вулканизации, продолжительность вулканизации, давление на поверхность вулканизируемого изделия, условия нагревания [3, стр.335].
При существующей технологии режим вулканизации обычно разрабатывается заранее расчетными и экспериментальными методами и задается программа проведения процесса вулканизации при производстве изделий [4, стр.195, 5, стр.332]. Для пунктуального выполнения предписанного режима производится оснащение процесса средствами контроля и автоматизации, максимально точно реализующими предписанную жесткую программу проведения режима вулканизации [4, стр.196-7, 5, стр.309-331]. Недостатками способа являются нестабильность характеристик производимых изделий вследствие невозможности обеспечения полной воспроизводимости процесса, вследствие ограничения точности систем автоматизации и возможности смещения режимов [4, стр.197, 5, стр.320-331], а также изменения характеристик резиновой смеси во времени.
Известен способ вулканизации с регулированием температуры в паровых котлах, плитах или рубашках форм путем изменения расхода теплоносителей [4, стр.210-212, рис.6.6]. Недостатками способа являются большой разброс характеристик получаемых изделий вследствие смещения рабочих режимов, а также изменения реакционной способности резиновой смеси.
Известен способ управления процессом вулканизации путем непрерывного контроля за теми параметрами процесса, которые определяют его протекание: температуры теплоносителей, температуры поверхностей вулканизируемого изделия [4, стр.168]. Недостатком данного способа является нестабильность характеристик получаемых изделий вследствие нестабильности реакционной способности, поступающей на формование резиновой смеси, и получение различных характеристик изделия при вулканизации в одинаковых температурных условиях.
Известен способ корректировки режима вулканизации, включающий определение по контролируемым внешним температурным условиям на вулканизирующих поверхностях изделий расчетными методами температурного поля в вулканизируемом изделии, определение кинетики неизотермической вулканизации тонких лабораторных пластин по динамическому модулю гармонического сдвига в найденных неизотермических условиях, определение продолжительности процесса вулканизации, при которой достигается оптимальный комплекс важнейших свойств резины, определение температурного поля для многослойных стандартных образцов, моделирующих элемент покрышки по составу и геометрии, получение кинетики неизотермической вулканизации многослойных пластин и определение эквивалентного времени вулканизации по выбранному ранее оптимальному уровню свойств, вулканизация многослойных образцов на лабораторном прессе при постоянной температуре в течение эквивалентного времени вулканизации и анализ получаемых характеристик [4, стр.191-192]. Данный способ существенно точнее используемых в промышленности методов расчета эффектов и эквивалентных времен вулканизации, но он более громоздок и не учитывает изменение нестабильности реакционной способности поступающей на вулканизацию резиновой смеси.
Известен способ регулирования процесса вулканизации, при котором измеряется температура на лимитирующих процесс вулканизации участках изделия, по этим данным рассчитываются степени вулканизации, при достижении равенства заданной и расчетной степени вулканизации цикл вулканизации прекращается [4, стр.199]. Достоинством системы является корректировка времени вулканизации при изменении колебания температурного процесса вулканизации. Недостатком данного способа является большой разброс характеристик получаемых изделий вследствие неоднородности резиновой смеси по реакционной способности к вулканизации и отклонения используемых в расчете констант кинетики вулканизации от реальных констант кинетики перерабатываемой резиновой смеси.
Известен способ управления процессом вулканизации, заключающийся в расчете на R-C сетке температуры в контролируемой плечевой зоне с использованием граничных условий на основании измерений температуры поверхности пресс-форм и полости диафрагмы температур, расчете эквивалентных времен вулканизации, определяющих степень вулканизации на контролируемом участке, при реализации эквивалентного времени вулканизации на реальном процессе процесс прекращается. Недостатками способа являются его сложность и большой разброс характеристик получаемых изделий вследствие изменения реакционной способности к вулканизации (энергии активации, предэкспоненциального множителя констант кинетики) резиновой смеси.
Наиболее близким к предлагаемому является способ управления процессом вулканизации, при котором синхронно реальному процессу вулканизации по граничным условиям на основании измерений температуры на поверхности металлической пресс-формы производится расчет температуры в вулканизируемых изделиях на сеточной электромодели, расчетные значения температуры выставляются на вулкаметре, на котором параллельно основному процессу вулканизации исследуется кинетика неизотермической вулканизации образца из перерабатываемой партии резиновой смеси, при достижении заданного уровня вулканизации на вулкаметре формируются команды управления на агрегат вулканизации изделий [АС СССР №467835]. Недостатками способа являются большая сложность реализации на технологическом процессе и ограниченная область применения [5, стр.294].
Задача изобретения - повышение стабильности характеристик выпускаемых изделий.
Данная цель достигается тем, что время вулканизации резинотехнических изделий на технологической линии корректируют в зависимости от времени получения максимального модуля сдвига резиновой смеси при вулканизации образов перерабатываемой резиновой смеси в лабораторных условиях на реометре и отклонения модуля растяжения резины в производимых изделиях от заданного значения.
Предлагаемое решение иллюстрируется фиг.1-5.
На фиг.1 приведена функциональная схема системы управления, реализующей предлагаемый способ управления.
На фиг.2 приведена структурная схема системы управления, реализующей предлагаемый способ управления.
На фиг.3 приведен временной ряд разрывной прочности на растяжение муфты Джубо, производимой на ОАО «Балаковорезинотехника».
На фиг.4 приведены характерные кинетические кривые по моменту сдвига образов резиновой смеси.
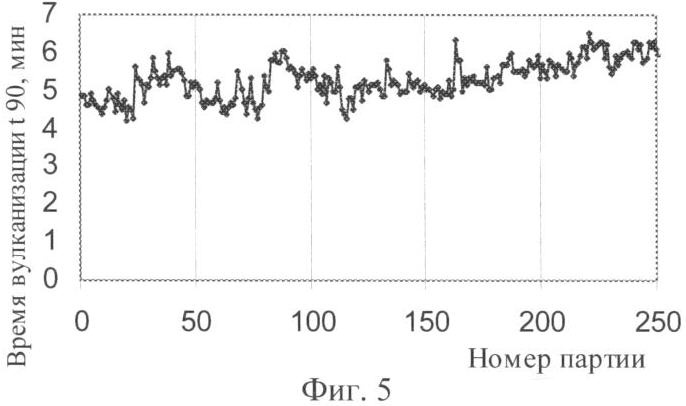
На фиг.5 приведен временной ряд изменения продолжительности вулканизации образцов резиновой смеси до 90-процентного уровня достижимого модуля сдвига вулканизата.
На функциональной схеме системы, реализующей предлагаемый способ управления (см. фиг.1), представлены стадия приготовления резиновой смеси 1, стадия вулканизации 2, реометр 3 для исследования кинетики вулканизации образцов резиновой смеси, прибор механического динамического анализа 4 [6, 7] (или разрывная машина) для определения модуля растяжения резины готовых изделий или образцов спутников, управляющее устройство 5.
Способ управления реализуется следующим образом. Образцы из партий резиновой смеси анализируются на реометре и значения времени вулканизации, при котором момент сдвига резины имеет максимальное значение, поступают на управляющее устройство 5. При изменении реакционной способности резиновой смеси управляющее устройство корректирует время вулканизации изделий. Таким образом, отрабатываются возмущения по характеристикам исходных компонентов, влияющих на реакционную способность получаемой резиновой смеси. Модуль на растяжение резины в готовых изделиях измеряется методом динамического механического анализа или на разрывной машине и также поступает на управляющее устройство. Неточность полученной корректировки, а также наличие изменений температуры теплоносителей, условий теплообмена и других возмущающих воздействий на процесс вулканизации отрабатываются путем корректировки времени вулканизации в зависимости от отклонения модуля растяжения резины в производимых изделиях от заданного значения.
Структурная схема системы управления, реализующая данный способ управления и представленная ни фиг.2, включает управляющее устройство канала прямого управления 6, управляющее устройство канала обратной связи 7, объект управления процессом вулканизации 8, звено транспортного запаздывания 9 для учета продолжительности времени определения характеристик резины готовых изделий, элемент сравнения канала обратной связи 10, сумматор 11 для суммирования корректировок времени вулканизации по прямому каналу управления и каналу обратной связи, сумматор 12 для учета влияний неконтролируемых возмущающих воздействий на процесс вулканизации.
При изменении реакционной способности резиновой смеси изменяется оценка τмакс и управляющее устройство по прямому каналу управления 1 корректирует время вулканизации на технологическом процессе на величину Δτ1.
На реальном процессе условия вулканизации отличаются от условий на реометре, поэтому время вулканизации, необходимое для получения максимального значения момента на реальном процессе, также отличается от полученного на приборе, причем это отличие изменяется во времени вследствие нестабильности условий вулканизации. Отработка этих возмущений f производится по каналу обратной связи путем введения поправки Δτ2 управляющим устройством 7 контура обратной связи в зависимости от отклонения модуля резины в производимых изделиях от заданного значения Езад.
Звено транспортного запаздывания 9 при анализе динамики системы учитывает влияние времени, необходимого для проведения анализа характеристик резины готового изделия.
Превышение рекомендуемого системой времени вулканизации τвулк какого-то заданного значения τвулк макс дает информацию о нарушении процесса приготовления резиновой смеси, необходимости его анализа и корректировки.
На фиг.3 приведен временной ряд условного разрывного усилия муфты Джуба, выпускаемой ОАО «Балаковорезинотехника». Данные показывают наличие большого разброса изделий по данному показателю. Временной ряд можно представить в виде суммы трех составляющих: низкочастотной х1, среднечастотной х2, высокочастотной x3. Наличие низкочастотной составляющей говорит о недостаточной эффективности существующей системы управления процессом и принципиальной возможности построения эффективной системы управления по обратной связи для снижения разброса параметров готовой продукции по своим характеристикам.
На фиг.4 приведены характерные экспериментальные кинетические кривые по моменту сдвига при вулканизации образов резиновой смеси, полученные на реометре MDR2000 "Alfa Technologies". Данные показывают неоднородность резиновой смеси по реакционной способности к процессу вулканизации. Разброс по времени выхода на максимальный момент вращения составляет от 6,5 мин (кривые 1,2) до более 12 мин (кривые 3,4). Разброс по завершенности процесса вулканизации составляет от недостижения максимального значения момента (кривые 3,4) до наличия процесса перевулканизации (кривые 1,5).
На фиг.5 приведен временной ряд времени вулканизации до 90-процентного уровня максимального момента сдвига, полученный при исследовании вулканизации образов резиновой смеси на реометре MDR2000 "Alfa Technologies". Данные показывают наличие низкочастотного изменения времени вулканизации для получения максимального момента сдвига вулканизата.
Наличие большого разброса механических характеристик муфты Джуба (фиг.3) говорит об актуальности решения задачи повышения стабильности характеристик резинотехнических изделий для повышения их эксплуатационной надежности и конкурентоспособности. Наличие нестабильности реакционной способности резиновой смеси к процессу вулканизации (фиг.4,5) говорит о необходимости изменения времени в процессе вулканизации изделий из этой резиновой смеси. Наличие низкочастотных составляющих во временных рядах условного разрывного усилия готовых изделий (фиг.3) и во времени вулканизации для получения максимального момента сдвига вулканизата (фиг.5) говорит о принципиальной возможности повышения качественных показателей готовой продукции путем корректировки времени вулканизации.
Рассмотренное подтверждает наличие в предлагаемом техническом решении:
- технического результата, т.е. предлагаемое решение направлено на повышение стабильности механических характеристик резинотехнических изделий, снижение количества бракованных изделий и соответственно снижение удельных норм расхода исходных компонентов и энергии;
- существенных признаков, заключающихся в корректировке продолжительности процесса вулканизации в зависимости от реакционной способности резиновой смеси к процессу вулканизации и в зависимости от отклонения модуля резины на растяжение в готовых изделиях от заданного значения;
- возможности реализации, обусловленной наличием низкочастотных составляющих во временных рядах разрывной прочности серийно выпускаемой муфты Джуба и времени вулканизации до максимального значения модуля сдвига вулканизата перерабатываемой резиновой смеси, а также результатами математического моделирования эффективности работы предлагаемой системы управления.
Использованная литература
1. Вулканизация эластомеров. Под редакцией Г.Аллигера, И.Сьетуна. М.: Химия, 1967, - 428 с.
2. Кошелев Ф.Ф., Корнеев А.Е., Климов Н.С. Общая технология резины. М.: Химия, 1968, - 560 с.
3. Белозеров Н.В. Технология резины. М.: Химия, 1964, - 660 с.
4. Лукомская А.И. Расчеты и прогнозирование режимов вулканизации резиновых изделий / А.И.Лукомская, П.Ф.Баденков, Л.М.Кеперша. - М.: Наука, - 1995, - 351 с.
5. Лукомская А.И., Баденков П.Ф., Каперша П.М. Тепловые основы вулканизации резиновых смесей. - М.: Химия - 1972, - 359 с.
6. Динамический механический анализ устанавливает новые стандарты. Проспект фирмы METTLER TOLEDO. 2002 г. Представительство в СНГ. Меттлер-Толедо Восток. Москва. (495) 021-92-11.
7. Попков В.И., Безъязычный В.В., Кислова Т.Б. и др. Измерение комплексных модулей упругости и коэффициентов потерь полимерных вибропоглощающих материалов в широком диапазоне частот. // Техническая акустика. 1999 г. Т.V. Вып.1-2 (15-16). С.42.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления образцов для определения физико-механических свойств резин | 1980 |
|
SU979948A1 |
| Устройство для корректировки режимов вулканизации изделий сложной конфигурации | 1976 |
|
SU588134A2 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ ИЗ СВЕРХВЫСОКОМОЛЕКУЛЯРНОГО ПОЛИЭТИЛЕНА НА РЕЗИНУ | 2021 |
|
RU2762570C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МИНИМАЛЬНОГО ВРЕМЕНИ ВУЛКАНИЗАЦИИ РЕЗИНОВЫХ СМЕСЕЙ ПОД ДАВЛЕНИЕМ, ГАРАНТИРУЮЩЕГО ОТСУТСТВИЕ ПОР | 1997 |
|
RU2135356C1 |
| АКТИВАТОР ВУЛКАНИЗАЦИИ РЕЗИНОВЫХ СМЕСЕЙ НА ОСНОВЕ НЕНАСЫЩЕННЫХ КАУЧУКОВ | 2006 |
|
RU2301818C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНВЕЙЕРНЫХ ЛЕНТ | 1999 |
|
RU2174468C2 |
| РЕЗИНОВЫЕ КОМПОЗИЦИИ, СОДЕРЖАЩИЕ ПОЛИМЕРНЫЙ АМИНОВЫЙ СОАКТИВАТОР | 1995 |
|
RU2135533C1 |
| РЕЗИНОВАЯ СМЕСЬ | 2011 |
|
RU2475504C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВУЛКАНИЗИРУЕМЫХ, НАПОЛНЕННЫХ САЖЕЙ ПОЛИМЕРНЫХ И КАУЧУКОВЫХ СМЕСЕЙ | 1992 |
|
RU2067986C1 |
| РЕЗИНОВЫЕ КОМПОЗИЦИИ, НАПОЛНЕННЫЕ ДВУОКИСЬЮ КРЕМНИЯ И/ИЛИ СИЛИКАТОМ, СОДЕРЖАЩИЕ ХИНОНДИИМИН | 2001 |
|
RU2285020C2 |




Способ управления относится к производству резинотехнических изделий, а именно к способам управления процессом вулканизации. Способ осуществляют путем корректировки времени вулканизации в зависимости от времени получения максимального модуля сдвига резиновой смеси при вулканизации образцов на реометре и отклонения модуля растяжения резины в готовых изделиях от заданного значения. Это позволяет отработать возмущающие воздействия на процесс вулканизации по характеристикам исходных компонентов и режимным параметрам процессов получения резиновой смеси и вулканизации. Технический результат состоит в повышении стабильности механических характеристик резинотехнических изделий. 5 ил.
Способ управления процессом вулканизации резинотехнических изделий путем управления временем вулканизации, отличающийся тем, что время вулканизации резинотехнических изделий корректируют в зависимости от времени получения максимального модуля сдвига резиновой смеси при вулканизации образцов перерабатываемой резиновой смеси в лабораторных условиях на реометре и отклонения модуля растяжения резины в производимых изделиях от заданного значения.
| Устройство для корректировкир режимов вулканизации изделий сложной конфигурации | 1972 |
|
SU467835A1 |
| Способ управления процессом вулканизации резиновых изделий | 1979 |
|
SU882774A1 |
| ЛУКОМСКАЯ А.И | |||
| Расчеты и прогнозирование режимов вулканизации резиновых изделий | |||
| - М.: Наука, 1995, с.168 | |||
| Способ изготовления образцов для определения физико-механических свойств резин | 1980 |
|
SU979948A1 |

