Изобретение относится к области косвенного нагрева объектов электродуговым разрядом, а именно к устройствам для генерирования плазмы, к дуговым плазмотронам, в частности используемым в металлургии для получения сферических порошков и гранул.
Известны сопла дуговых плазмотронов, представляющие собой металлический корпус с кольцевой полостью для охлаждения сопла и сопловой канал для выхода дуговой плазмы, выполненный в корпусе сопла соосно с кольцевой полостью (см., например, книгу Фарнасова Г.А. и др. «Плазменная плавка». М., «Металлургия», 1968, стр.71). Сопловой канал является наиболее нагруженным элементом дугового плазмотрона и подвержен термической эрозии. Обычно корпус сопла изготавливают из меди, металла с наилучшей теплопроводностью, но медь представляет из себя вредную примесь для большинства сплавов.
Наиболее близким к предлагаемому техническому решению по сущности и совокупности признаков является сопло дугового плазмотрона, содержащее металлический корпус с кольцевой полостью для охлаждения сопла и термостойкую коническую втулку с каналом для выхода плазмы, которая закреплена в коническом гнезде, выполненном в корпусе сопла соосно с кольцевой полостью (см. патент США №2951143, кл. 219-75, 1960). Втулку с рабочим сопловым каналом изготавливают из материала, продукты эрозии которого безвредны для обрабатываемой продукции, например данный материал является одним из компонентов сплава получаемого порошка.
Однако в устройстве-прототипе значительно хуже условия отвода тепла от соплового канала из-за большого теплового сопротивления в зоне контакта втулки с корпусом, что приводит к перегреву и ускоренному износу соплового канала. Это вынуждает прибегать к соединению двух разнородных материалов методом высокотемпературного спекания в среде инертного газа. Однако указанный метод требует уникального и сложного оборудования - газостата, что делает производство подобных сопел малодоступным и дорогостоящим.
Заявляемое изобретение направлено на достижение технического результата и на решение задачи снижения трудоемкости изготовления и стоимости сопла дугового плазмотрона, а также повышения чистоты продукции, получаемой посредством плазменного нагрева данным соплом.
Эта задача решается тем, что сопло дугового плазмотрона, содержащее металлический корпус с кольцевой полостью для охлаждения сопла и термостойкую коническую втулку с каналом для выхода плазмы, которая закреплена в коническом гнезде, выполненном в корпусе сопла соосно с кольцевой полостью, отличается от известных решений тем, что коническая втулка выполнена из материала, имеющего коэффициент теплового расширения по величине меньше, чем коэффициент теплового расширения металла, из которого выполнен корпус сопла, при этом коническая втулка выступает из конического гнезда в корпусе с возможностью последующего углубления ее в гнездо при нагревании в процессе диффузионной сварки втулки с корпусом.
Целесообразно сопло дугового плазмотрона выполнить с конусностью посадки втулки в гнездо корпуса в пределах от 1:50 до 1:200. Кроме того, целесообразно корпус сопла плазмотрона выполнить из меди, а коническую втулку - из молибдена.
Изобретение поясняется чертежом, на котором изображено сопло дугового плазмотрона в разрезе по его оси.
Сопло 1 дугового плазмотрона содержит металлический корпус 2 с кольцевой полостью 3 для охлаждения сопла и термостойкую коническую втулку 4 с каналом 5 для выхода плазмы. Втулка 4 закреплена в коническом гнезде 6, выполненном в корпусе 2 соосно с кольцевой полостью 5. Корпус 2 также снабжен бортиком 7 для прикрепления сопла 1 к плазмотрону (не показан) и стыковочными поверхностями 8 и 9 для герметизации кольцевой водоохлаждаемой полости 5.
Новым у предлагаемого сопла является то, что коническая втулка 4 выполнена из материала, имеющего коэффициент теплового расширения по величине меньше, чем коэффициент теплового расширения металла, из которого выполнен корпус 2 сопла. При этом втулка 4 выступает из конического гнезда 6 на величину h с возможностью последующего углубления ее в гнездо 6 при нагревании в процессе диффузионной сварки втулки 4 с корпусом 2.
Сопло дугового плазмотрона согласно данному техническому решению изготавливают в следующей последовательности.
Элементы сопла 1 - корпус 2 и втулку 4 - вытачивают на токарном станке. Корпус изготавливают из меди, имеющей наилучшие показатели электро- и теплопроводности в сравнении с другими конструкционными материалами. Коэффициент теплового расширения меди составляет α=165·10-6К-1. Втулку изготавливают из термостойкого материала например, из графита или тугоплавкого металла. При использовании данного сопла в процессе получения порошков из жаропрочных сплавов на никелевой основе целесообразно изготовить втулку из молибдена, который является компонентом упомянутых жаропрочных сплавов. В этом случае продукты эрозии соплового канала 5 в виде частиц молибдена не загрязняют получаемый порошок. Коэффициент теплового расширения молибдена составляет α=5,2·10-6К-1, то есть почти в три раза меньше, чем у меди.
Сопло 1 в собранном виде, как показано на фиг.1, помещают в вакуумную нагревательную печь и нагревают в вакууме до 800-1000°С. Вследствие разницы в коэффициентах теплового расширения металлов, из которых выполнены корпус 2 и втулка 4, образуется кольцевой зазор между указанными деталями. Втулка 4 опускается вглубь конического гнезда 6 под действием собственного веса или с использованием внешней силы, например груза. Поскольку данная операция происходит в вакууме, где отсутствуют окисление сопрягаемых поверхностей, и при высоких температурах, то происходит диффузионная сварка деталей 4 и 2, то есть их сращивание с взаимным проникновением частиц разных металлов в зоне контакта.
После охлаждения сопла коническая поверхность гнезда 6 обжимает втулку 4. Образуется соединение этих двух деталей с натягом, подобное горячепрессованной посадке. При конусности соединения более 1:50 осевая составляющая силы обжатия, выталкивающая втулку из гнезда, приводит к сдвигу втулки и к значительному снижению прочности соединения. При конусности менее 1:200 величина выступа h излишне увеличивается и даже оказывается соизмеримой с длиной втулки 4, что затрудняет сборку изделия в холодном состоянии.
Предлагаемое сопло может быть изготовлено другим способом. На токарном станке вытачивают заготовки корпуса 2 и втулки 4 без элементов 3; 5; 7; 8; 9, но с окончательной обработкой конусных поверхностей гнезда 6 и втулки 4. Обе заготовки собирают и подвергают нагреву в вакууме, как это изложено в первом примере изготовления. После охлаждения сваренные заготовки обрабатывают до окончательных размеров сопла. В этом случае обеспечивается более точное изготовление сопла, чем в первом примере, поскольку устраняются возможные термические деформации.
Преимуществом данного технического решения перед прототипом является снижение трудоемкости изготовления и стоимости изделия за счет использования более доступного и дешевого оборудования для изготовления сопел. Так, небольшие вакуумные нагревательные печи есть почти в любой испытательной лаборатории металлургического производства. Для достижения того же технического результата методом высокотемпературного спекания в среде инертного газа необходимо уникальное, громоздкое, дорогое оборудование - газостат и средства для его функционирования.
Существуют и испытаны опытные образцы сопел дугового плазмотрона, изготовленных в соответствии с предлагаемым изобретением. Как следует из описания конкретных примеров реализации, данное техническое решение осуществимо в производственных условиях и позволяет достигнуть намеченный технический результат.
| название | год | авторы | номер документа |
|---|---|---|---|
| Биметаллическое сопло плазмотрона и способ его изготовления | 2020 |
|
RU2746800C1 |
| Способ получения металлических порошков или гранул | 2020 |
|
RU2760905C1 |
| СПОСОБ РЕКУПЕРАТИВНОГО ОХЛАЖДЕНИЯ ЭЛЕКТРОДА ПЛАЗМОТРОНА, ПЛАЗМОТРОН ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И ЭЛЕКТРОДНЫЙ УЗЕЛ ЭТОГО ПЛАЗМОТРОНА | 2011 |
|
RU2469517C1 |
| Плазмотрон обратной полярности для резки цветных металлов больших толщин | 2023 |
|
RU2823283C1 |
| СПОСОБ ОСЕВОЙ СТАБИЛИЗАЦИИ ЭЛЕКТРОДУГОВОГО СТОЛБА В ПЛАЗМЕННОЙ ГОРЕЛКЕ С ПОДВИЖНЫМ КАТОДОМ И ПЛАЗМЕННАЯ ГОРЕЛКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2112635C1 |
| ПЛАЗМОТРОН | 2008 |
|
RU2350052C1 |
| ПЛАЗМОТРОН ДЛЯ ВОЗДУШНО-ПЛАЗМЕННОЙ РЕЗКИ | 2000 |
|
RU2192338C2 |
| Плазмотрон | 2022 |
|
RU2780330C1 |
| ЭЛЕКТРОД ДЛЯ ПЛАЗМЕННОЙ ОБРАБОТКИ | 2000 |
|
RU2172662C1 |
| ЭЛЕКТРОДУГОВОЙ ПЛАЗМОТРОН | 2016 |
|
RU2614533C1 |
Изобретение относится к области косвенного нагрева объектов электродуговым разрядом, а именно к устройствам для генерирования плазмы, к дуговым плазмотронам, в частности используемым в металлургии для получения сферических порошков и гранул. Сопло дугового плазмотрона содержит металлический корпус с кольцевой полостью для охлаждения сопла и термостойкую коническую втулку с каналом для выхода плазмы. Втулка закреплена в коническом гнезде. Гнездо выполнено в корпусе сопла соосно с кольцевой полостью. Коническая втулка выполнена из материала, имеющего коэффициент теплового расширения по величине меньше, чем коэффициент теплового расширения металла, из которого выполнен корпус сопла. Коническая втулка выступает из конического гнезда в корпусе с возможностью последующего углубления ее в гнездо при нагревании в процессе диффузионной сварки втулки с корпусом. Изобретение направлено на снижение трудоемкости изготовления и стоимости сопла дугового плазмотрона, а также на повышение чистоты продукции, получаемой посредством плазменного нагрева данным соплом. 2 з.п. ф-лы, 1 ил.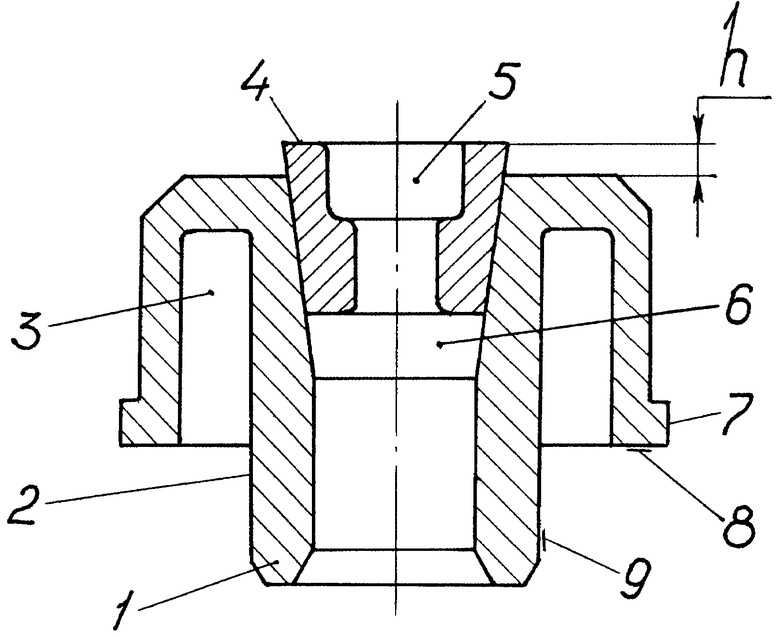
1. Сопло дугового плазмотрона, содержащее металлический корпус с кольцевой полостью для охлаждения сопла и термостойкую коническую втулку с каналом для выхода плазмы, которая закреплена в коническом гнезде, выполненном в корпусе сопла соосно с кольцевой полостью, отличающееся тем, что коническая втулка выполнена из материала, имеющего коэффициент теплового расширения по величине меньше, чем коэффициент теплового расширения металла, из которого выполнен корпус сопла, при этом коническая втулка выступает из конического гнезда в корпусе с возможностью последующего углубления ее в гнездо при нагревании в процессе диффузионной сварки втулки с корпусом.
2. Сопло дугового плазмотрона по п.1, отличающееся тем, что конусность посадки втулки в гнездо корпуса составляет от 1:50 до 1:200.
3. Сопло дугового плазмотрона по пп.1 и 2, отличающееся тем, что корпус сопла выполнен из меди, а коническая втулка выполнена из молибдена.
| US 2951143 А, 30.08.1960 | |||
| ЭЛЕКТРОДУГОВОЙ ПЛАЗМАТРОН | 1983 |
|
SU1098512A1 |
| СОПЛО РАКЕТНОГО ДВИГАТЕЛЯ | 2003 |
|
RU2266424C2 |
| СИСТЕМА ВОДОСНАБЖЕНИЯ НАСЕЛЕННОГО ПУНКТА | 1999 |
|
RU2166029C2 |
| US 2858412 А, 28.10.1958 | |||
| СПОСОБ ПОЛУЧЕНИЯ ФАРМАЦЕВТИЧЕСКОЙ КОМПОЗИЦИИ АДЕМЕТИОНИНА И ЕГО ЛЕКАРСТВЕННОЙ ФОРМЫ | 2015 |
|
RU2587331C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕКУРИТЕЛЬНОГО ИЗДЕЛИЯ ИЗ МАХОРКИ | 2011 |
|
RU2450659C1 |

