Изобретение относится к обработке металлов и может быть использовано для нарезки продольных канавок, преимущественно винтовых, на внутренней цилиндрической поверхности.
Известен способ нарезания продольных канавок на поверхности цилиндрического канала, осуществляемый при работе протяжки для механической обработки с высокой точностью внутренних канавок (патент RU 2231425, MПK7 B23D 43/02, опубл. 2004.06.27), включающий снятие металла при осевом перемещении относительно обрабатываемой поверхности протяжки, имеющей режущие зоны с зубьями, расположенными между направляющими, которые базируют по обрабатываемой поверхности.
Недостатком такого способа является необходимость приложения к протяжке значительного тянущего усилия для снятия припуска по всей глубине канавок. Кроме того, обработка глубоких каналов такой протяжкой практически невозможна из-за необходимости использования протяжки большой длины, так как между зубьями необходимо выполнять канавки большой длины для размещения в них стружки.
Наиболее близким к заявляемому и принятым в качестве прототипа является способ нарезания продольных канавок на поверхности цилиндрического канала (Туктанов А.Г. Технология производства стрелково-пушечного и артиллерийского оружия: учебник для студентов. - М.: Машиностроение, 2007, стр.257-268), включающий снятие металла при осевом перемещении относительно обрабатываемой поверхности нарезательной головки, имеющей радиально перемещаемые резцы, расположенные между передним и задним направляющими узлами, передний из которых при заходе нарезательной головки базируют по обрабатываемой поверхности.
Использование такого способа позволяет производить обработку глубоких каналов за несколько проходов, с делением толщины среза и за счет этого снизить усилие, прикладываемое к нарезательной головке.
Однако при обработке глубоких каналов нарезательная головка, работающая на растяжение, при заходе имеет недостаточную жесткость, так как базируется только на одну переднюю направляющую, контактирующую с обрабатываемой поверхностью. Недостаточная жесткость в начале врезания ведет к вибрациям из-за отсутствия базирования заднего направляющего узла при консольности нарезательной головки. Это приводит к получению некачественных канавок, которые имеют отклонения по размерам и форме, что объясняется скручиванием борштанги, на которой установлена нарезательная головка, из-за тангенциальных усилий, возникающих на резцах.
Задачей предлагаемого способа является повышение качества получаемых канавок (уменьшения отклонения по размерам и форме) путем уменьшения отклонения оси нарезательной головки с радиально перемещаемыми резцами от оси обрабатываемой поверхности при ее заходе в канал за счет обеспечения одновременного базирования переднего направляющего узла по обрабатываемой поверхности, а заднего - по направляющей втулке.
Поставленная задача решается усовершенствованием способа нарезания канавок на поверхности цилиндрического канала, включающего снятие металла при осевом перемещении относительно обрабатываемой поверхности нарезательной головки, имеющей радиально перемещаемые резцы, расположенные между передним и задним направляющими узлами, передний из которых при заходе нарезательной головки базируют по обрабатываемой поверхности.
Это усовершенствование заключается в том, что задний направляющий узел при заходе нарезательной головки базируют по направляющей втулке, которую перед заходом устанавливают на расстоянии от торца обрабатываемой поверхности, обеспечивающем выход переднего направляющего узла из канала, а при заходе перемещают в осевом направлении совместно с нарезательной головкой и останавливают на расстоянии от торца обрабатываемой поверхности, обеспечивающем одновременное базирование заднего направляющего узла по направляющей втулке и обрабатываемой поверхности при последующем осевом перемещении нарезательной головки относительно направляющей втулки.
Базирование заднего направляющего узла при заходе нарезательной головки по направляющей втулке позволяет устранить отклонение оси нарезательной головки от оси обрабатываемой поверхности при ее заходе в канал.
Установка направляющей втулки перед заходом на расстоянии от торца обрабатываемой поверхности, обеспечивающем выход переднего направляющего узла из канала, позволяет устранить консольность нарезательной головки при выведении переднего направляющего узла из канала перед началом обработки для исключения ее заклинивания в канале и гарантирует выбор зазоров в механизме привода поворота нарезательной головки.
Перемещение направляющей втулки в осевом направлении совместно с нарезательной головкой при ее заходе в канал позволяет обеспечить базирование заднего направляющего узла по направляющей втулке для устранения отклонения оси нарезательной головки от оси обрабатываемой поверхности и исключения при этом повреждения направляющей втулки радиально перемещаемыми резцами.
Остановка направляющей втулки на расстоянии от торца обрабатываемой поверхности, обеспечивающем одновременное базирование заднего направляющего узла по направляющей втулке и обрабатываемой поверхности при последующем осевом перемещении нарезательной головки относительно направляющей втулки, обеспечивает постоянное базирование заднего направляющего узла при его перемещении из направляющей втулки в канал для устранения отклонения оси нарезательной головки от оси обрабатываемой поверхности и снижения вибраций нарезательной головки.
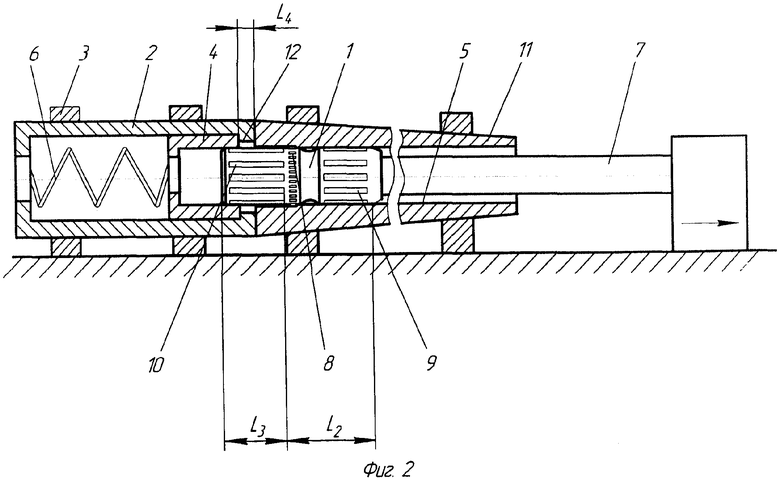
Изобретение поясняется чертежами, где на фиг.1 изображено устройство для осуществления способа перед заходом инструмента в канал, на фиг.2 - устройство в положении остановки направляющей втулки после ее перемещения совместно с нарезательной головкой.
Способ осуществляется на нарезательном станке нарезательной головкой 1 и устройством для ее направления с корпусом 2, имеющим узел 3 соединения со станком. В корпусе 2 установлена направляющая втулка 4, внутренний диаметр которой соответствует диаметру обрабатываемой поверхности 5. Направляющая втулка 4 установлена в корпусе 2 с возможностью продольного перемещения. В приведенном варианте направляющая втулка 4 подпружинена относительно корпуса 2 пружиной 6 (в качестве привода продольного перемещения направляющей втулки 4 относительно корпуса 2 может быть использован гидравлический привод). Нарезательная головка 1 устанавливается на станке с помощью борштанги 7 и имеет радиально перемещаемые резцы 8, расположенные между передним 9 и задним 10 направляющими узлами, предназначенными для взаимодействия с обрабатываемой поверхностью 5. Наружный диаметр направляющей втулки 4 и внутренний диаметр 4 корпуса 2 превышают максимальный диаметральный размер вылета резцов 8.
Заявляемый способ осуществляется следующим образом.
Борштангу 7 с нарезательной головкой 1 устанавливают в шпинделе задней бабки станка. Обрабатываемую трубу 11 устанавливают, базируя в вертлюжном патроне и люнетах с обеспечением соосности канала и нарезательной головки 1. Корпус 2 устройства для направления нарезательной головки 1 узлом 3 соединяют со станком. Нарезание канавок ведут нарезательной головкой 1, работающей на растяжение, с использованием многопроходной обработки и радиальным перемещением резцов 8 на требуемую глубину резания каждого прохода. Нарезательной головке 1 сообщают осевое перемещение относительно обрабатываемой поверхности 5 и поворачивают на заданный угол для снятия припуска и формирования винтовых канавок. Задний направляющий узел 10 при заходе нарезательной головки 1 базируют по направляющей втулке 4, которую перед заходом устанавливают на расстоянии L1 от торца обрабатываемой поверхности 5, обеспечивающем выход переднего направляющего узла 9 из канала (фиг.1). Это расстояние определяют из соотношения:
L2+L3>L1>L2,
где L2 - расстояние от переднего торца переднего направляющего узла 9 до заднего направляющего узла 10,
L3 - длина заднего направляющего узла 10.
При заходе направляющая втулка 4 под действием пружины 6 перемещается в осевом направлении к обрабатываемой поверхности 5 совместно с нарезательной головкой 1. При этом резцы 8 перемещаются в радиальном направлении до заданной величины вылета, определяемой величиной снимаемого припуска, не врезаясь в поверхность направляющей втулки 4. После того как направляющая втулка 4 приблизится к торцу 5 обрабатываемой поверхности 5 на расстояние L4, ее останавливают, например упирая в ограничитель 12 (фиг.2). Это расстояние определяют из соотношения L4<L3. Таким образом при последующем осевом перемещении нарезательной головки 1 относительно направляющей втулки 4 и ее повороте обеспечивают одновременное базирование заднего направляющего узла 10 по направляющей втулке 4 и обрабатываемой поверхности 5 для постоянного базирования заднего направляющего узла 10 при перемещении нарезательной головки 1 относительно направляющей втулки 4. При этом резцы 8 снимают заданный припуск, формируя канавки. После первого прохода нарезательную головку 1 настраивают на снятие припуска следующего прохода, задавая требуемый вылет резцов 8, и вводят в канал до выхода переднего направляющего узла 9 из канала. При этом задний направляющий узел 10 базируют по направляющей втулке 4, которая, сжимая пружину 6, перемещается относительно корпуса 2 и устанавливается на расстоянии L1 от торца обрабатываемой поверхности 5. Нарезательной головке 1 сообщают осевое движение относительно обрабатываемой поверхности 5 и поворачивают на заданный угол для снятия припуска следующего прохода при формировании продольных винтовых канавок. За счет соосности нарезательной головки 1 и обрабатываемой поверхности 5 при постоянном базировании переднего 9 и заднего 10 направляющих узлов и выбора зазоров в механизме привода поворота нарезательной головки 1 до ее захода в канал обеспечивается точная обработка резцами канавок, полученных на предыдущем проходе.
Заявляемым способом выполняли нарезание 20 продольных винтовых канавок с углом подъема винтовой линии 10°30′, глубиной 2 мм и шириной 32 мм на внутренней поверхности трубы длиной 3000 мм, с диметром обрабатываемой поверхности 120 мм. Обработку производили на нарезательном станке РТ615 нарезательной головкой 1, работающей на растяжение с использованием обработки за 68 проходов и радиальным перемещением 20 резцов на глубину резания 0,03 мм на каждом проходе. Длина L3 заднего направляющего узла 10-290 мм, расстояние L2 от переднего торца переднего направляющего узла 9 до заднего направляющего узла 10-250 мм. Перед заходом нарезательной головки 1 направляющую втулку 2 устанавливали на расстоянии L1=260 мм от торца обрабатываемой поверхности 5. При заходе направляющую втулку 4 перемещали совместно с нарезательной головкой 1 и останавливали на расстоянии L4=100 мм от торца обрабатываемой поверхности 5. После чего нарезательная головка 1 продолжала осевое движение относительно обрабатываемой поверхности со скоростью 5,8 м/мин и поворачивалась на угол 10°30′, равный углу подъема винтовой линии. При этом получили нарезы в трубе с заданными параметрами обработки, заклинивания нарезательной головки не наблюдалось.
Таким образом, использование предлагаемого способа позволяет уменьшить отклонение оси нарезательной головки с радиально перемещаемыми резцами от оси обрабатываемой поверхности. При заходе в канал этот результат обеспечивается за счет выбора зазоров в механизме привода поворота нарезательной головки и базирования заднего направляющего узла по подвижной направляющей втулке, а переднего - по обрабатываемой поверхности. При врезании резцов этот результат обеспечивается за счет одновременного базирования переднего и заднего направляющих узлов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2552616C1 |
| Резцовая головка для нарезания продольных прямых или винтовых канавок на внутренней цилиндрической поверхности | 2016 |
|
RU2630914C1 |
| Способ механической обработки глубокого отверстия в трубной заготовке | 2019 |
|
RU2702214C1 |
| Резцовая головка-протяжка | 1976 |
|
SU618220A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2563401C1 |
| Способ обработки некруглых валов и отверстий и устройство для его осуществления | 1991 |
|
SU1827331A1 |
| Устройство для комбинированной обработки цилиндрических поверхностей | 1989 |
|
SU1639940A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Резцовая головка | 1989 |
|
SU1785836A1 |
| СПОСОБ ОБРАБОТКИ КОНИЧЕСКИХ РЕЗЬБ ТРУБНЫХ МУФТ | 2001 |
|
RU2214320C2 |
Способ включает снятие металла при осевом перемещении относительно обрабатываемой поверхности нарезательной головки, имеющей радиально перемещаемые резцы, расположенные между передним и задним направляющими узлами, передний из которых при заходе нарезательной головки базируют по обрабатываемой поверхности. Для повышения качества обрабатываемых канавок задний направляющий узел при заходе нарезательной головки базируют по направляющей втулке, которую перед заходом устанавливают на расстоянии от торца обрабатываемой поверхности, обеспечивающем выход переднего направляющего узла из канала, а при заходе перемещают в осевом направлении совместно с нарезательной головкой и останавливают на расстоянии от торца обрабатываемой поверхности, обеспечивающем одновременное базирование заднего направляющего узла по направляющей втулке и обрабатываемой поверхности при последующем осевом перемещении нарезательной головки относительно направляющей втулки. 2 ил.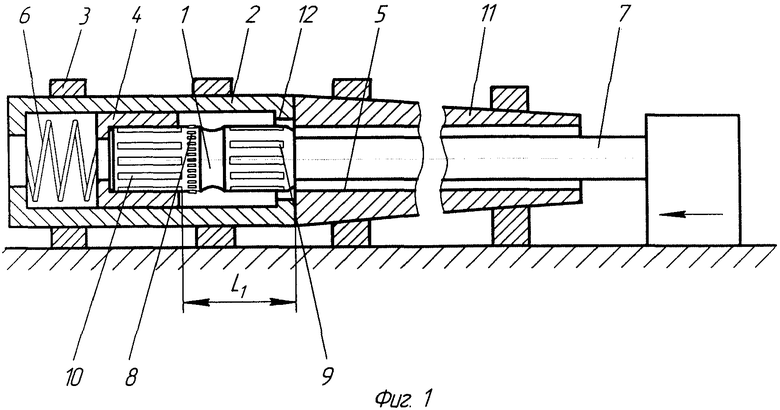
Способ нарезания продольных канавок на поверхности цилиндрического канала, включающий снятие металла при осевом перемещении относительно обрабатываемой поверхности нарезательной головки, имеющей радиально перемещаемые резцы, расположенные между передним и задним направляющими узлами, передний из которых при заходе нарезательной головки базируют по обрабатываемой поверхности, отличающийся тем, что задний направляющий узел при заходе нарезательной головки базируют по направляющей втулке, которую перед заходом устанавливают на расстоянии от торца обрабатываемой поверхности, обеспечивающем выход переднего направляющего узла из канала, а при заходе перемещают в осевом направлении совместно с нарезательной головкой и останавливают на расстоянии от торца обрабатываемой поверхности, обеспечивающем одновременное базирование заднего направляющего узла по направляющей втулке и обрабатываемой поверхности при последующем осевом перемещении нарезательной головки относительно направляющей втулки.
| ТУКТАНОВ А.Г | |||
| Технология производства стрелково-пушечного и артиллерийского вооружения | |||
| - М.: Машиностроение, 2007, с.264-268, рис.2.105-2.107 | |||
| Станок для обработки отверстий сВиНТОВыМи КАНАВКАМи | 1978 |
|
SU818765A1 |
| ЖЕЛЕЗНОДОРОЖНАЯ ГИДРАВЛИЧЕСКАЯ КОЛОНКА | 1935 |
|
SU46962A1 |

