Настоящее изобретение относится к способу измерения длины участков закруглений выпуклой поверхности или вогнутой поверхности удлиненной заготовки. Кроме того, изобретение относится к соответствующему инструменту, который представляет собой, далее, исключительно в качестве примера, кодовый датчик положения, установленный на гибочном станке с пирамидальным расположением валков. Конечно, следует понимать, что способ может быть осуществлен также на трубогибочном станке, не являющемся гибочным станком с пирамидальным расположением валков.
Когда удлиненную заготовку необходимо согнуть в соответствии с изменяющимися радиусами кривизны для того, чтобы получить, например, участки с заданным радиусом, разделенные изгибами с другим радиусом, или участки с по существу изменяющимся радиусом, и такая удлиненная заготовка должна точно копировать уже существующий контур или профиль, по которому должна регулироваться удлиненная заготовка, важно, чтобы изогнутые участки имели как можно более точные измерения по длине.
В настоящее время используют контактное устройство измерения длины, в большинстве случаев кодовый датчик положения, который располагают вдоль трубы, подлежащей гибке, в точке симметрии в гибочном станке, т.е. на проекции оси деформирующего валка. Однако такое симметричное поперечное сечение трубы не деформируется при изгибающем напряжении.
Как известно, удлиненная заготовка, такая труба или другой сортовой прокат, подлежащий гибке, представляет собой жесткопластическое тело Сен-Венана, отличающееся в поперечном сечении от такого симметричного или нейтрального поперечного сечения. Тогда, поперечное сечение жесткопластического тела Сен-Венана разделяют разделительной линией, называемой нейтральной осью, на две части, одна из которых растягивается, а другая сжимается за счет изгибающего напряжения, которое прикладывается снаружи в процессе гибки. Вследствие этого, оказывается, что выпуклая поверхность имеет длину больше, чем вогнутая поверхность вследствие растяжения, вызванного гибкой. Данное растяжение увеличивается, когда увеличивается высота удлиненной заготовки и уменьшается радиус кривизны, и, кроме того, оно зависит от скорости, с которой выполняют гибочную операцию удлиненной заготовки.
В итоге, даже если для регулирования гибочной операции используют наиболее усовершенствованное средство, такое как лазерное средство, во время выполнения важно постоянно проверять характеристики трубы в изгибаемых участках и в ее проекции в плоскости. Таким образом, будет случаться менее часто, что изготовленные заготовки не соответствуют ожиданиям.
Следовательно, основная задача изобретения заключается в том, чтобы в процессе гибки сделать измерение линейной длины изгибаемых участков удлиненной заготовки как можно более точным в отношении необходимых размеров выпуклой поверхности и вогнутой поверхности.
Еще одна задача изобретения заключается в том, чтобы выполнять линейное измерение удлиненной заготовки как можно ближе к точке ее деформации в станке.
Таким образом, в первом аспекте изобретения предложен способ измерения длины участков закруглений выпуклой поверхности или вогнутой поверхности удлиненной заготовки, перемещающейся в гибочном станке в направлении перемещения, причем удлиненная заготовка имеет поперечные сечения, каждое из которых отделено нейтральной осью, как в вытянутом участке, так и в сжатом участке, когда удлиненную заготовку подвергают гибке, и по меньшей мере одно нейтральное поперечное сечение, т.е. не подвергнутое гибке нейтральное поперечное сечение, за пределами которого гибка удлиненной заготовки начинается в направлении ее перемещения, при этом измерение длины выполняют соответствующим инструментом, расположенным так, что при измерении он взаимодействует с точкой выпуклой или вогнутой поверхности удлиненной заготовки вблизи нейтрального поперечного сечения, но смещенной от него в направлении перемещения удлиненной заготовки.
Во втором аспекте изобретения предложен инструмент измерения длины для измерения участков закруглений выпуклой поверхности или вогнутой поверхности удлиненной заготовки, перемещающейся в гибочном станке с симметричным, пирамидальным расположением валков, имеющем подвижный верхний деформирующий валок и по меньшей мере пару из нижних входного и выходного ведущих валков в направлении перемещения удлиненной заготовки, причем центральная ось симметрии гибочного станка является линией нейтрального поперечного сечения, т.е. не подвергнутого гибке, при этом инструмент измерения длины расположен так, что при измерении он взаимодействует с точкой выпуклой или вогнутой поверхности удлиненной заготовки за пределами оси симметрии гибочного станка в направлении нижнего выходного ведущего валка.
Настоящее изобретение будет описано со ссылкой на предпочтительный вариант его осуществления в сочетании с прилагаемыми чертежами, на которых:
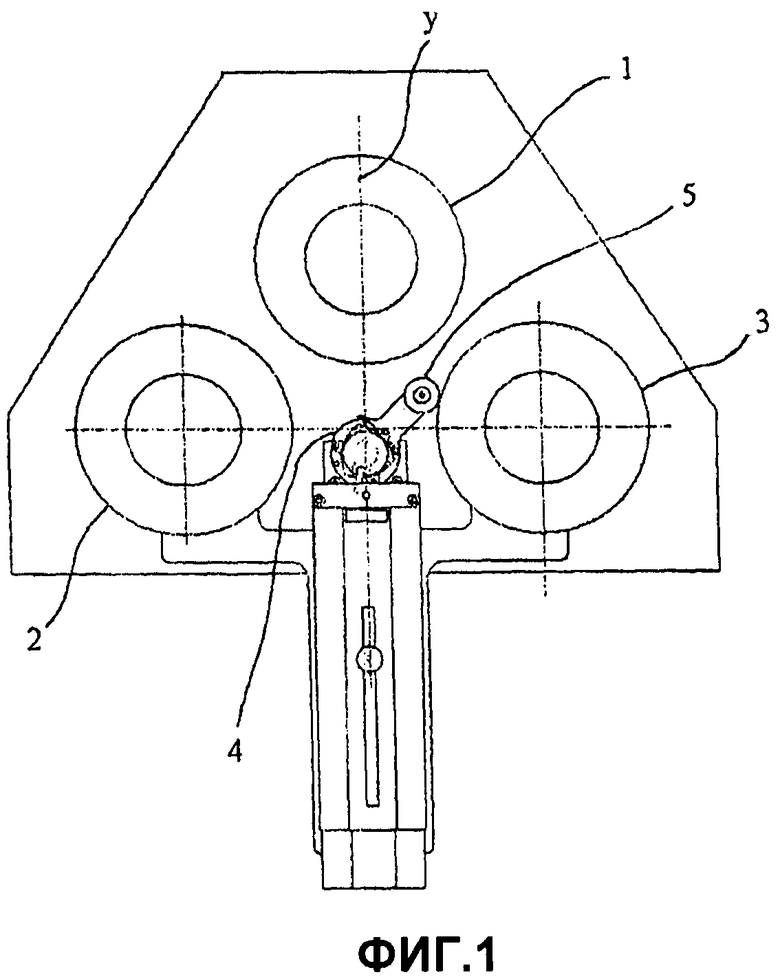
Фиг.1 представляет собой очень схематичный и частичный вид сбоку станка, в котором осуществляют способ линейного измерения удлиненной заготовки согласно варианту осуществления настоящего изобретения; и
Фиг.2 представляет собой станок, показанный на фиг.1 с удлиненной заготовкой для осуществления способа согласно изобретению.
Со ссылкой на чертежи, станок, на котором посредством примера осуществляют изобретение, представляет собой гибочный станок с симметричным, пирамидальным расположением валков и содержит группу из трех ведущих валков 1, 2 и 3, по меньшей мере, один из которых является деформирующим валком, причем удлиненная заготовка, подлежащая гибке, например труба Т, проходит в направлении стрелки F через группу из трех ведущих валков 1, 2 и 3 (фиг.2). Для ясности нижние валки 2 и 3 закреплены в своих положениях, а верхний валок 1 регулируется в каждом вертикальном положении и может управляться станком для перемещения в соответствии с управлением с обратной связью в вертикальном направлении. Кодовый датчик положения для измерения подачи трубы Т посредством группы из трех ведущих валков 1, 2 и 3 обозначен позицией 4. Как и другие элементы, не показанные и не описанные в данной заявке, кодовый датчик 4 положения является частью системы управления, управляющей работой станка.
Согласно способу настоящего изобретения кодовый датчик 4 положения является инструментом измерения длины для измерения участков закруглений выпуклой поверхности удлиненной заготовки Т во время ее перемещения в станке с симметричным, пирамидальным расположением валков посредством подвижного верхнего деформирующего валка 1 и пары из нижних входного и выходного валков 2 и 3 в зависимости от направления перемещения удлиненной заготовки, определенного стрелкой F. Ось y является центральной осью симметрии гибочного станка и линией нейтрального поперечного сечения Sn, т.е. не подвергнутого изгибающему усилию. Поэтому кодовый датчик 4 положения, даже если он расположен в осевом направлении, имеет измерительное колесо 5, расположенное для взаимодействия с точкой выпуклой поверхности удлиненной заготовки за пределами оси y симметрии гибочного станка в направлении нижнего ведущего выходного валка 3.
Благодаря кодовому датчику положения участки закругления выпуклой поверхности заготовки могут быть воспроизведены при необходимости со ссылкой на длину и радиус отдельных участков, а также на ее расположение на плоскости.
Хотя это и не показано, в соответствии с необходимостью кодовый датчик положения может быть расположен таким образом, чтобы он взаимодействовал с точками вогнутой поверхности заготовки.
В качестве альтернативы кодовому датчику положения, измерительный инструмент может представлять собой лазерный инструмент измерения длины.
Следует понимать, что изобретение не ограничено описанным вариантом осуществления и может быть осуществлено также в других гибочных станках, к которым может быть применен способ согласно настоящему изобретению.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ВАЛКОВЫМ ГИБОЧНЫМ СТАНКОМ ДЛЯ НЕПРЕРЫВНОЙ ГИБКИ УДЛИНЕННОЙ ЗАГОТОВКИ С ПЕРЕМЕННЫМ РАДИУСОМ КРИВИЗНЫ И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2497620C2 |
| СТАНОК ДЛЯ НЕПРЕРЫВНОЙ ГИБКИ УДЛИНЕННОЙ ЗАГОТОВКИ С ЗАДАННЫМИ РАДИУСАМИ | 2010 |
|
RU2448798C2 |
| Способ гибки изделий переменной кривизны и устройство для его осуществления | 1985 |
|
SU1355318A1 |
| СПОСОБ ГИБКИ ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2095174C1 |
| ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ РАДИУСА ИЗГИБА И ПОДАЧИ ЗАГОТОВКИ В ГИБОЧНОМ СТАНКЕ | 2014 |
|
RU2705047C2 |
| ОПРАВКА ТРУБОГИБОЧНОЙ МАШИНЫ | 2008 |
|
RU2371270C2 |
| Система программного управления листогибочной валковой машиной | 1973 |
|
SU504589A1 |
| Способ правки длинномерных заготовок с плоскими поверхностями | 1990 |
|
SU1779430A1 |
| Способ формообразования гибкой-прокаткой изделий из листового металла и устройство для его осуществления | 1988 |
|
SU1569053A1 |
| Устройство для измерения углов | 1984 |
|
SU1214272A1 |
Изобретение относится к области измерительной техники и предназначено для использования в гибочном оборудовании. Изобретение направлено на повышение точности измерения линейной длины изгибаемых участков удлиненной заготовки, что обеспечивается за счет того, что для измерения длины участков закруглений выпуклой поверхности или вогнутой поверхности удлиненной заготовки, перемещающейся в гибочной станке в направлении перемещения, предусмотрен измерительный инструмент, расположенный так, что при измерении он взаимодействует с точкой выпуклой или вогнутой поверхности удлиненной заготовки вблизи нейтрального поперечного сечения, но смещенной от него в направлении перемещения удлиненной заготовки. 2 н. и 2 з.п. ф-лы, 2 ил.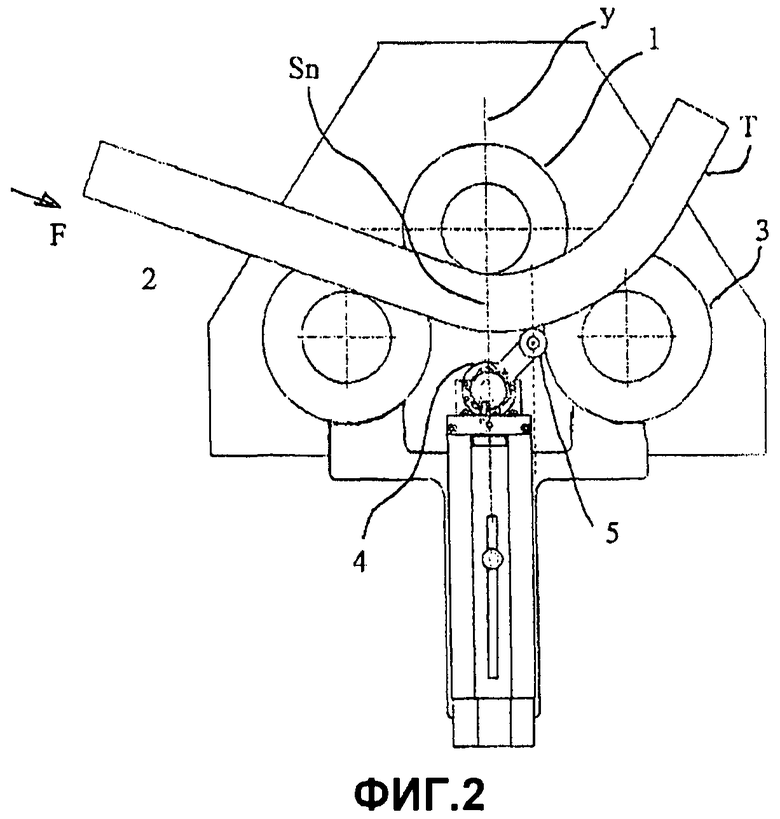
1. Способ измерения длины участков закруглений выпуклой поверхности или вогнутой поверхности удлиненной заготовки, перемещающейся в гибочном станке в направлении перемещения, причем удлиненная заготовка имеет поперечные сечения, каждое из которых отделено нейтральной осью, как в растянутом участке, так и в сжатом участке, когда удлиненную заготовку подвергают гибке, и по меньшей мере одно нейтральное поперечное сечение, т.е. не подвергнутое гибке нейтральное поперечное сечение, за пределами которого гибка удлиненной заготовки начинается в направлении ее перемещения, отличающийся тем, что измерение длины выполняют соответствующим инструментом, расположенным так, что при измерении он взаимодействует с точкой выпуклой или вогнутой поверхности удлиненной заготовки вблизи нейтрального поперечного сечения, но смещенной от него в направлении перемещения удлиненной заготовки.
2. Инструмент измерения длины для измерения участков закруглений выпуклой поверхности или вогнутой поверхности удлиненной заготовки, перемещающейся в гибочном станке с симметричным, пирамидальным расположением валков, имеющих подвижный верхний деформирующий валок и по меньшей мере пару из нижних входного и выходного ведущих валков в направлении перемещения удлиненной заготовки, причем центральная ось симметрии гибочного станка является линией нейтрального поперечного сечения, т.е. не подвергнутого гибке, отличающийся тем, что он расположен так, что при измерении он взаимодействует с точкой выпуклой или вогнутой поверхности удлиненной заготовки за пределами оси симметрии гибочного станка в направлении нижнего выходного ведущего валка.
3. Инструмент по п.2, отличающийся тем, что инструмент измерения длины представляет собой кодовый датчик положения.
4. Инструмент по п.2, отличающийся тем, что инструмент измерения длины представляет собой лазерный измерительный инструмент.
| WO 2005005072 A1, 20.01.2005 | |||
| ШЛИФОВАЛЬНОЕ УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ | 2004 |
|
RU2360780C2 |
| US 4573131 A, 25.02.1986 | |||
| Способ автоматического управления процессом гибки листов | 1984 |
|
SU1232327A1 |
| Способ измерения радиуса кривизныизгибАЕМОй зАгОТОВКи | 1976 |
|
SU653801A1 |
| Способ определения радиуса остаточной кривизны заготовки, изгибаемой на валковых машинах | 1988 |
|
SU1542661A1 |

