Область техники, к которой относится изобретение
Настоящее изобретение относится к системе складирования тюков для сельскохозяйственных сенных прессов в соответствии с ограничительной частью пункта 1 формулы изобретения.
Уровень техники
Обычные сельскохозяйственные сенные прессы подбирают из валка выложенную на поле убранную массу, такую как солома, сено или силос, уплотняют ее в тюк в прессовальной камере и непосредственно после изготовления выталкивают эти тюки из камеры. В результате готовые тюки лежат, произвольно распределенные по всему полю по трассе движения машины, выбранной водителем для подбора валков.
В патентном документе ЕР 0771522 В1 описана машина для прессования прямоугольных тюков с разгрузочным устройством, которое расположено в задней части машины, состоит из многих частей и предназначено для бережной укладки тюков на землю. Укладка тюков производится непосредственно после связывания готовых тюков.
В патентном документе ФРГ №2656896 показана машина для прессования цилиндрических тюков в исполнении с нерегулируемой камерой. Здесь укладка готовых цилиндрических тюков производится после достижения ими предварительно определенной плотности с заключительной обвязкой.
И наконец, в патентном документе ФРГ №68906068 Т2 показана машина для прессования цилиндрических тюков в исполнении с ременной камерой. В машине в этом исполнении тюки укладываются на поле после выполнения процесса обвязки или после достижения ими предварительно определенного размера. В противоположность плотности тюков регулируемой является величина тюков.
Все эти сельскохозяйственные машины для прессования тюков сходны в том, что они не создают возможности систематизированной укладки тюков, унифицированной в пространственном отношении. Тюк убранной массы непосредственно после его обвязки укладывается из прессовальной камеры на поле, так что заключительный процесс сбора и вывоза тюков затруднителен и требует больших затрат времени.
Раскрытие изобретения
Соответственно задача, на решение которой направлено настоящее изобретение, заключается в создании системы укладки тюков, формируемых сельскохозяйственными машинами для прессования тюков (далее - тюкопрессовочными машинами), которая на основе различных рабочих параметров разрабатывает оптимальный участок пути между укладкой тюков, т.е. интервал или дистанцию укладки тюков, и в зависимости от него обеспечивает укладку нескольких тюков в непосредственной близости друг к другу.
В соответствии с изобретением решение поставленной задачи достигается в системе укладки тюков для укладки тюков сельскохозяйственной тюкопрессовочной машины на поле, причем система укладки тюков включает укладку по меньшей мере одного тюка в непосредственной близости к тюку, уже уложенному на землю на поле.
За счет того что система укладки тюков включает укладку по меньшей мере одного тюка в непосредственной близости к тюку, уже уложенному на землю на поле, благодаря географической близости друг к другу уложенных тюков достигается оптимизация сбора тюков по затратам времени и средств, так как значительно сокращаются проходы машин при их вывозе.
За счет того что система укладки тюков выполнена с возможностью динамической адаптации интервалов укладки тюков на поле, к вычислению интервалов укладки тюков могут привлекаться различные граничные условия и условия уборки, такие как неравномерность валка по количеству убранной массы (урожая), так что оптимальный интервал укладки тюков всегда вычисляется в зависимости от конкретных и действительных полевых условий.
Укладка тюков в коридоре или гнезде тюков дает возможность быстрого вывоза тюков с поля, поскольку они укладываются рядом друг с другом независимо от формы поля.
За счет того что по интервалам укладки тюков системой укладки тюков определяется ширина коридора или протяженность гнезда тюков, коридоры тюков имеют небольшую ширину, а гнезда имеют небольшую протяженность, что обеспечивает экономию времени на вывоз тюков.
Для более обоснованной разработки оптимальных интервалов укладки тюков они могут определяться в зависимости от предельных величин, при этом предельные величины охватывают геометрию тюка, плотность тюка и/или структуру поверхности поля. Посредством изменения плотности и геометрии тюка может определяться момент времени укладки, так что тюк может быть уложен раньше времени, чтобы выдержать оптимальное место укладки в пределах гнезда или коридора тюков. В зависимости от этого изменяется также участок пути между укладкой тюков.
За счет возможности корректировки предельных величин могут в достаточной степени учитываться постоянно меняющиеся условия процесса уборки. Так, влажная убранная масса может уплотняться сильнее по сравнению с сухой массой, что влияет на процесс формирования тюков и должно учитываться при осуществлении процесса.
За счет того что с машиной для прессования тюков связан накопитель тюков, который разгружается в коридорах или в гнездах тюков, достигается дополнительное уменьшение транспортных проходов внутри поля, так как несколько тюков могут быть уложены друг на друга и более длинные участки пути могут быть пройдены без укладки тюков.
Для более точного вычисления интервалов укладки тюков могут привлекаться различные параметры. При планировании интервалов укладки тюков непосредственно привлекаются в особенности такие данные, как количество убранной массы в уложенном на поле валке, местное положение уже уложенного тюка, данные урожайности и/или картографические данные поля и/или уровень земли поля, так что система укладки тюков рассчитывает положение укладки тюков в зависимости от этих параметров. В частности, за счет знания уровня земли поля устраняется риск того, что цилиндрический тюк, уложенный на расчетном оптимальном месте, вследствие уклона или неровностей земли впоследствии укатится с этого места.
За счет того что укладка тюков производится автоматически, водитель тягача машины для прессования тюков освобожден от нагрузки управления процессом. С другой стороны, он может в любое время вмешаться в режим укладки тюков и откорректировать его вручную для достижения укладки, которая представляется ему более подходящей.
За счет того что с системой укладки тюков связано по меньшей мере одно передающее устройство и приемное устройство для предоставления характерных параметров поля, при этом система укладки тюков производит разработку интервалов укладки тюков в зависимости от поступающих в приемное устройство данных и записывает в память положения уложенных тюков, достигается эффективная и унифицированная укладка тюков по всему полю.
Передающим устройством могут являться спутники системы GPS и/или стационарные передающие установки, а приемным устройством может являться приемное устройство сигналов системы GPS и/или сигналов стационарной установки или терминал с вводимыми данными поля.
Приемное устройство может быть расположено на тягаче, на тюкопрессовочной машине и/или на накопителе тюков.
Система может разрабатывать длину и линию прохождения интервалов укладки тюков.
Другие предпочтительные примеры выполнения являются предметом защиты в зависимых пунктах формулы изобретения.
Перечень фигур чертежей
Далее со ссылками на прилагаемые чертежи будут подробно описаны примеры осуществления изобретения. На чертежах:
фиг.1 изображает схему маршрута уборки и укладки тюков,
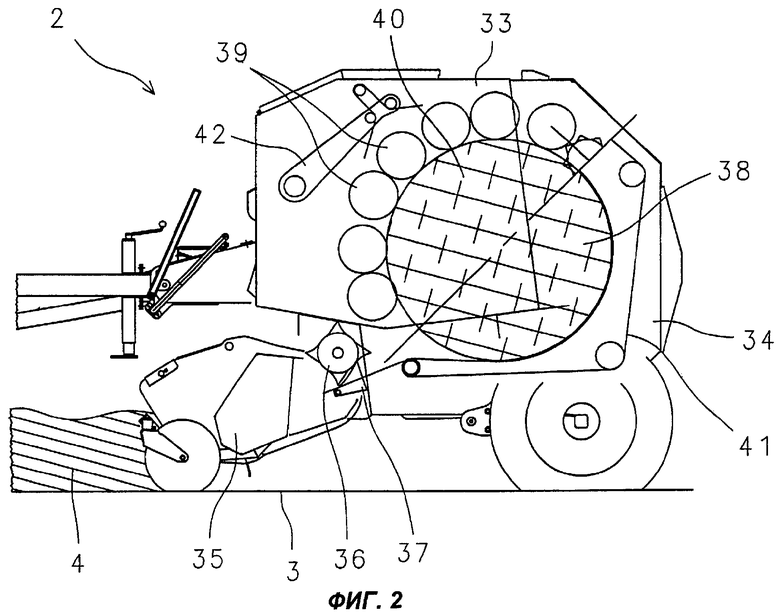
фиг.2 изображает на совмещенном виде сбоку с разрезом машину для прессования цилиндрических тюков с закрытой камерой и
фиг.3 изображает на виде сбоку прицепную к тягачу машину для прессования прямоугольных тюков и устройство для сбора тюков.
Осуществление изобретения
На фиг.1 показана схема движения прицепной к тягачу 1 сельскохозяйственной тюкопрессовочной машины 2. Маршрут движения тюкопрессовочной машины 2 показан штрихпунктирными линиями и стрелками. Тюкопрессовочная машина 2, которая может быть выполнена в виде машины для прессования цилиндрических или прямоугольных тюков, подбирает уложенный на поле 3 валок 4 убранной массы и формирует из нее тюки 5. Спрессованные тюки 5 укладываются на поле. Поле 3, представленное на фиг.1, имеет ширину и длину в сотни метров, поэтому операции подбора тюков 5, распределенных по всему полю 3, и их укладки в одном месте рядом друг с другом или друг на друга для последующего вывоза требуют значительных затрат времени. Для устранения излишних затрат времени система укладки готовых тюков 5 в процессе их подбора и формирования в соответствии с изобретением позволяет укладывать их в непосредственной близости друг к другу. Для этого предлагается укладывать тюки 5 в пределах коридора 14 тюков или нескольких скоординированных гнезд 15 тюков. При этом ширина коридора 14 тюков и протяженность гнезд 15 тюков зависят от определяемых системой укладки тюков оптимальных интервалов укладки тюков, причем сами эти интервалы укладки тюков могут быть определены в зависимости от заданных предельных величин. В качестве предельных величин служат геометрия тюка и/или плотность тюка, при этом к геометрии тюка относятся диаметр, поперечное сечение и/или длина тюка. В зависимости от этих предельных величин осуществляется проектирование коридора 14 тюков.
Кроме того, для эффективного движения подбора и прессования важное значение имеют установление и планирование начала движения на поле 3, направления движения и последовательности подбора валка 4. Для этого должно быть предусмотрено обеспечение тягача 1 или тюкопрессовочной машины 2 требуемыми данными, такими как размеры поля (длина и ширина поля) или количеством убранной массы в валке, расположение валка 4, расположение уже уложенных тюков 5 или уровень земли на поле 3.
Укладка валка на поле 3 производится известным образом зерноуборочным комбайном при движении во время уборки, при этом стебли убранной массы после ее обмолота транспортируются из задней части комбайна и укладываются на землю, так что данные о линии валка и количестве массы в валке могут быть определены в процессе уборки. Для этого электронная система, встроенная в комбайн, записывает в памяти маршрут комбайна. Таким образом, по маршруту комбайна в процессе уборки может определяться линия валка 4, уложенного на поле 3. Эти данные записываются в памяти и предоставляются в распоряжение системы укладки тюков. Кроме того, через терминал 8 могут быть введены картографические данные урожайности, так что могут быть вызваны все конкретные характерные параметры поля и положения поля 3 относительно соседних полей 10, 11, 12 или дорог 13. На основании картографических данных урожайности могут быть сделаны заключения о количестве убранной массы в уложенном на землю валке, так что перед предстоящей обработкой уже известны лежащие перед тягачом 1 количества убранной массы в валке 4 и его расположение на поле 3. Кроме того, возможно также рулевое управление тягачом 1 или тюкопрессовочной машиной 2 в зависимости от сигналов 6а системы 6 GPS (Global Positioning System - глобальная система навигации и определения местоположения) или от стационарной передающей установки 6b.
Все данные привлекаются непосредственно для планирования интервалов 20 укладки тюков, так что система распознает, в какой момент времени и в каком месте поля 3 должен быть уложен следующий тюк 5. За счет знания следующего момента времени укладки и следующего места укладки вырабатывается маршрут, с помощью которого может быть уложено как можно больше тюков 5 в непосредственной близости друг к другу.
Таким образом, установленный интервал 20 укладки тюков определяет ширину коридора 14 тюков и распространение гнезд 15 тюков на поле 3.
В варианте осуществления возможно определение данных поля с помощью других устройств. Так, уложенный перед тягачом 1 валок 4 может распознаваться и оцениваться посредством лазерной следящей системы 7, которая сама по себе известна. Определенная таким образом линия валка 4 вводится как дополнительный параметр в вычисление интервала 20 укладки тюков. Согласно ему соответствующее программное обеспечение на основании действительного лежащего перед тягачом 1 валка вычисляет участок пути, который должен быть пройден для прессования одного тюка 5. Другими словами, если на основе вычислений установлено, что для формирования одного тюка 5 должен быть пройден определенный участок пути для подбора уложенного на нем валка 4, этот участок пути приводится системой укладки тюков в соотношение с характерными параметрами поля. В зависимости от отношения параметров поля и количества убранной массы в валке к вычисленному участку пути формирования тюка система укладки тюков устанавливает интервал 20 укладки тюков. При этом для расчета оптимального интервал 20 укладки тюков в качестве основы учитываются участок пути, необходимый для прессования одного тюка 5, и количество убранной массы, которая должна подбираться на этом участке пути, так что система укладки тюков определяет положение подлежащих укладке тюков 5 и на его основе вычисляет положение укладки тюков 5 в непосредственной близости друг к другу.
Если укладка тюков 5 на основе предварительно установленной величины тюка не получается с расположением в непосредственной близости тюков друг к другу, водитель вводит соответствующее извещение в терминал 8, находящийся на тягаче 1.
В том случае, когда участок пути до следующего уложенного на поле 3 тюка 5 слишком короток для укладки следующего тюка в непосредственной близости к нему, то есть укладка этого тюка 5 осуществлялась бы в более поздний момент времени и вынужденным образом дальше от уже уложенного тюка 5, водитель имеет также возможность вмешаться и отрегулировать установленный интервал 20 укладки тюков. При этом водитель заблаговременно вручную вводит задание на обвязку и укладку меньшего тюка 5, чтобы уложить тюк 5 вблизи другого тюка 5.
Однако система укладки тюков может быть выполнена таким образом, что она сама распознает, когда укладка тюка была бы наиболее оптимальной, так что автоматически вводится команда на более раннюю укладку тюка.
Если регулирование интервала 20 укладки тюков осуществляется водителем, система укладки тюков записывает в память это вмешательство и учитывает его при дальнейшем планировании интервала 20 укладки тюков.
На основе интервалов 20 укладки тюков, разработанных системой укладки тюков, определяются ширина коридора 14 тюков и положение и распространение гнезд 15 тюков, при этом ширина коридора тюков и распространение гнезд тюков должны выдерживаться небольшими.
Для разработки оптимальных интервалов 20 укладки тюков они могут определяться в зависимости от предельных величин, таких как геометрия и плотность тюка, при этом геометрия тюка содержит диаметр, поперечное сечение и длину тюка. Посредством того что в процессе прессования изменяют плотность или геометрию тюка, могут определяться момент времени готовности тюка 5, а следовательно, и его укладки, с тем чтобы достигнуть непосредственной согласованности с уже уложенным тюком 5, хотя процесс прессования для изготовления предварительно определенного тюка 5 определенной величины еще не закончен.
Плотность тюка, его диаметр, поперечное сечение и длина могут регулироваться в зависимости от конструкции машины для прессования тюков.
На фиг.2 на виде сбоку с частичным разрезом на левой части чертежа показана тюкопрессовочная машина 33 с нерегулируемой прессовальной камерой, а на правой части - тюкопрессовочная машина 34 с ременной прессовальной камерой. Тюкопрессовочная машина 2, 33, 34 подбирает с помощью подборщика 35 валок 4 с поля 3 и направляет подлежащую прессованию массу через режущий ротор 36 и режущие ножи 37 в полость 38 прессовальной камеры.
Полость 38 тюкопрессовочной машины 33 ограничена элементами 39 формирования тюка, выполненными в виде цилиндрических вальцов. Элементы 39 формирования тюка установлены с возможностью вращения и являются приводными. При таком жестком расположении элементов 39 цилиндрические тюки 40 не могут регулироваться по размерам, однако посредством изменения давления на тюк можно изменять его плотность. Таким образом, для формирования тюка повышенной плотности и повышенного веса, например 800 кг, можно получить более длинный участок пути подбора валка по сравнению с тюком 5 запланированного веса 700 кг.
В отличие от тюкопрессовочной машины 33 с нерегулируемой прессовальной камерой в тюкопрессовочной машине 34 с ременной прессовальной камерой может быть изменен диаметр тюка. Прессовальная полость 38 машины 34 ограничена бесконечными ременными лентами 41, которые управляются поворотным рычагом 42 таким образом, что ленты 41 отклоняются под давлением увеличивающегося рулона тюка 40. Сами ленты 41 являются приводными и охватывают подлежащую прессованию массу непосредственно после ее поступления в прессовальную камеру 38. Таким образом, тюк 40 формируется с постоянным натяжением лент и за счет этого с нерегулируемой плотностью. Поэтому существует возможность формировать тюки 40 различного диаметра примерно одинаковой плотности и укладывать их на поле 3 согласованным образом.
За счет этого интервалы 20 укладки тюков могут очень гибко адаптироваться в отношении выполнения коридора 14 тюков, поскольку в любое время могут быть определены момент времени обвязки тюка 40 и его укладки на поле.
На фиг.3 показана прицепная к тягачу машина 28 для прессования прямоугольных тюков с накопителем 9 тюков. Машина 28 выполнена с возможностью регулирования геометрии и плотности тюков.
Вначале убранная масса через подборщик 43 транспортируется в подающий канал 44, в котором убранная масса предварительно прессуется подгребающими пальцами 45 и направляется через загрузочный проход в прессовальный канал 29. В прессовальном канале 29 убранная масса прессуется толкающим воздействием возвратно-поступательно движущегося прессовального поршня 30 и уплотняется в тюк 5.
Длина тюка 5, сформированного в прессовальном канале 29, может определяться измерительным колесом 22, установленным на приемном поддоне 21 для тюков. Определение длины спрессованной полосы убранной массы осуществляется за счет того, что зубцы измерительного колеса 22 врезаются в проходящие внизу тюки 5 и измерительное колесо 22 приводится движением спрессованной полосы.
Таким образом, длина тюка 23 воспринимается измерительным колесом 22. При этом измерительное колесо 22 связано с электронной системой 24 обработки данных, которая принимает импульсные сигналы длины измерительного колеса 22 и суммирует их с получением действительной величины длины спрессованной полосы убранной массы. Когда действительная величина длины достигает величины, которая соответствует оптимальному пункту укладки тюка в пределах интервала 20 укладки тюков, электронная система 24 обработки данных посредством сигнала включает не показанное на чертеже соединение, посредством которого вязальное устройство с узловязателем и вязальной иглой 26 соединяются с приводом. Вязальная игла 26 проводит обвязочную нить через полосу убранной массы к узловязателю, где полоса убранной массы связывается в готовый прямоугольный тюк 23 и отрезается. Соответственно могут связываться и укладываться более длинные или более короткие тюки 23.
Кроме того, в зависимости от результата измерения длины тюков может быть установлено, какие фактические участки пути были пройдены для прессования этих тюков 23 и в целом необходимы для прессования тюков 5. Эта величина может быть привлечена в качестве параметра к дальнейшему вычислению интервалов 20 укладки тюков. За счет этого обеспечивается динамичность расчета интервалов 20 укладки тюков, так что неравномерные количества убранной массы в валке не оказывают никакого отрицательного влияния на расчет.
Для гибкого ручного корректирования укладки тюков водитель тягача 1 может вмешиваться в режим укладки тюков и корректировать его с помощью устройства 31 ввода с тем, чтобы определять момент времени и место укладки тюка 23 или ширину коридора 14 тюков или протяженность гнезда 15 тюков.
Кроме того, за счет подвижных боковых стенок 46, подвижного днища 47 или верхней стенки 48 прессовальной камеры может быть увеличена плотность прямоугольного тюка 23, причем эти органы 46, 47, 48 установлены в прессовальном канале 29 и в процессе прессования воздействуют на тюки 23. За счет них может быть уменьшена также ширина и высота прямоугольных тюков 23.
Изобретением предусматривается также возможность навески на машину 28 для прессования прямоугольных тюков накопителя 9 тюков. Накопитель 9 тюков принимает спрессованные тюки 5 непосредственно от машины 28 без их предварительной укладки на землю. Накопитель 9 тюков может одновременно принимать несколько тюков 5 и складывать их в штабель. Когда накопитель 9 заполнен тюками 5, тюки в штабеле укладываются на поле 3. Известны накопители, которые принимают и складывают в штабель друг на друга до четырех тюков 5.
Связь накопителя 9 тюков с машиной 28 для прессования прямоугольных тюков обеспечивает еще более оптимизированную укладку тюков, при которой накопитель 9 тюков разгружается в коридоре 14 или в гнезде 15 тюков. За счет этого, с одной стороны, может быть сокращено число пунктов укладки тюков на поле 3, так как теперь несколько тюков 5 уложены в штабель друг на друга, и с другой стороны, могут быть пройдены более длинные интервалы 20 укладки тюков. Благодаря гибкости, придаваемой приемом нескольких тюков 5, система укладки тюков может вычислять интервал 20 укладки тюков, на котором, на исходя из примера приема четырех тюков 5 на одном месте могут быть уложены от одного до четырех тюков. Другими словами, если система распознает, что на основе еще подлежащего подбору количества урожая в валке и фактического числа принятых в накопителе 9 тюков 5 целесообразна укладка тюков в по возможности ближайший момент времени, то есть в пределах коридора 14 и гнезда 15 тюков, производится разгрузка накопителя 9 тюков. При этом различное число тюков 5, которые могут быть уложены в пределах коридора 14, может быть результатом различной ширины или длины поля 3 или различным количеством урожая в валке. Система укладки тюков обрабатывает эти данные и отмечает положения и суммарное число тюков 5 на поле 3. В зависимости от них намечаются оптимальные пункты сбора в пределах интервалов 20 укладки тюков, гнезд 15 и/или коридоров 14 тюков, для того чтобы обеспечить унифицированную укладку тюков на поле 3 и упростить вывоз тюков.
Существенное преимущество рабочего процесса с использованием накопителя 9 тюков заключается в том, что собранные в накопителе 9 тюки 5 имеют одинаковую геометрию. Так, по меньшей мере, три одинаковых тюка 5 могут быть спрессованы и уложены в накопитель 9 перед тем, как четвертый тюк 5, если этого требует запланированный интервал 20 укладки тюков, связывается до достижения оптимальной величины и укладывается вместе с другими тремя тюками 5.
В качестве дополнительного параметра для организации гнезда 15 или коридора 14 тюков может привлекаться грузовой объем транспортного средства для вывоза тюков. Так, приемная способность транспортного средства может определять число тюков 5, уложенных в гнезде 15.
Для специалиста в данной области понятно, что изобретение, описанное применительно к машине для прессования тюков, может использоваться на любой сельскохозяйственной машине для обработки или уборки урожая, которая предназначена для уборки урожая и формирования штучных объектов и их укладки в соответствующих местах, как это, например, имеет место в случае уборки свеклы.

Изобретение относится к системе укладки тюков сельскохозяйственной тюкопрессовочной машины и может быть использовано для компактной укладки тюков. Система для укладки тюков включает укладку по меньшей мере одного тюка в непосредственной близости к тюку, уже уложенному на поле. Система выполнена с возможностью динамической адаптации интервала укладки тюков на поле. За счет компактной укладки тюков обеспечивается оптимизированный сбор тюков и их вывоз с низкими затратами времени. 15 з.п. ф-лы, 3 ил.
1. Система укладки тюков для укладки тюков (5) сельскохозяйственной тюкопрессовочной машины (2) на поле (3), система укладки тюков включает укладку по меньшей мере одного тюка (5) в непосредственной близости к тюку (5), уже уложенному на землю на поле (3), отличающаяся тем, что она выполнена с возможностью динамической адаптации интервала (20) укладки тюков на поле (3).
2. Система по п.1, отличающаяся тем, что тюки (5) укладываются в пределах коридора (14) тюков и/или в виде гнезд (15) тюков.
3. Система по п.2, отличающаяся тем, что ширина коридора (14) тюков или протяженность гнезд (15) тюков зависит от интервала (20) укладки тюков.
4. Система по п.1, отличающаяся тем, что интервал (20) укладки тюков зависит от предельных величин.
5. Система по п.4, отличающаяся тем, что предельными величинами являются геометрия и/или плотность тюка.
6. Система п.5, отличающаяся тем, что геометрия тюка содержит в случае круглого тюка его диаметр и/или длину тюка, а в случае прямоугольного тюка - его поперечное сечение и/или длину тюка.
7. Система по п.6, отличающаяся тем, что предельные величины являются корректируемыми.
8. Система по п.1, отличающаяся тем, что с тюкопрессовочной машиной (2) связан накопитель (9) тюков, при этом накопитель (9) тюков разгружается в коридорах (14) тюков или в гнездах (15) тюков.
9. Система по п.1, отличающаяся тем, что интервал (20) укладки тюков определяется в зависимости от различных параметров.
10. Система по п.9, отличающаяся тем, что параметрами являются количество убранной массы в уложенном на поле валке, местное расположение валка, местное положение уже уложенного тюка (5), данные урожайности, и/или картографические данные поля, и/или уровень земли поля.
11. Система укладки тюков по п.9, отличающаяся тем, что укладка тюков в зависимости от параметров осуществляется автоматически или вручную.
12. Система по п.1, отличающаяся тем, что система укладки тюков содержит по меньшей мере одно передающее устройство (6, 6а, 6b) и приемное устройство (31, 8) для приема данных, при этом система укладки тюков производит разработку интервалов (20) укладки тюков в зависимости от поступающих в приемное устройство (31, 8) данных и записывает в память положения уложенных тюков.
13. Система по п.12, отличающаяся тем, что передающим устройством являются спутники системы (6а) GPS и/или стационарные передающие установки (6b).
14. Система по п.12, отличающаяся тем, что приемным устройством (31, 8) является приемное устройство сигналов системы (6а) GPS и/или сигналов стационарной установки (6b) или терминал (8) с вводимыми данными поля.
15. Система по одному из пп.12-14, отличающаяся тем, что приемное устройство (31) расположено на тягаче (1), на тюкопрессовочной машине (2, 28, 33, 34) и/или на накопителе (9) тюков.
16. Система по п.1, отличающаяся тем, что она разрабатывает длину и линию прохождения интервалов (20) укладки тюков.
| US 6240712 B1, 05.06.2001 | |||
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЯ В ПРОСТРАНСТВЕ И СКОРОСТИ ДВИЖУЩЕЙСЯ ПЛОСКОЙ ПОВЕРХНОСТИ | 2017 |
|
RU2672808C1 |
| Рулонный пресс-подборщик для сеносоломистых материалов | 1987 |
|
SU1498428A1 |
| Рулонный пресс-подборщик | 1977 |
|
SU792620A1 |
| Пресс-подборщик | 1981 |
|
SU1066496A1 |
| РУЛОННЫЙ ПРЕСС-ПОДБОРЩИК | 1993 |
|
RU2071240C1 |
| Способ прогнозирования кардиоваскулярных осложнений в течение 12 месяцев после плановой эндоваскулярной реваскуляризации миокарда у больных ишемической болезнью сердца | 2020 |
|
RU2749485C1 |

