Настоящее изобретение относится к устройству и способу изготовления стержней, содержащих множество сегментов, и в частности применяемых при изготовлении комбинированных фильтров или углубленных фильтров для сигарет.
Сигареты, как правило, содержат обернутый столбик табака, на конце которого, возможно, предусмотрен фильтр. Фильтр может представлять собой составной многокомпонентный фильтр, содержащей множество сегментов фильтрующего стержня. Сегменты фильтрующего стержня, образующие составной фильтр, могут включать различные основные фильтрующие материалы или могут содержать один и тот же основной фильтрующий материал, но с чередующимися сегментами, импрегнированными материалом в виде твердых частиц. На фиг.1а показан составной фильтрующий стержень, содержащий чередующиеся сегменты из ацетилцеллюлозы ("ацетата целлюлозы") 2 и сегменты из ацетилцеллюлозы, импрегнированной частицами 4 угля. Составной фильтр может содержать сегменты, состоящие из воздушных зазоров, углублений или полостей, смежных другим сегментам фильтрующего стержня или находящихся между сегментами составного фильтра, которые могут быть заполнены материалом в виде твердых частиц или другим материалом. На фиг.2а показан составной фильтрующий стержень, включающий сегменты из ацетилцеллюлозы 2, сегменты из ацетилцеллюлозы, импрегнированной частицами 4 угля, и воздушные зазоры или полости 6, расположенные между соседними сегментами 2 из ацетилцеллюлозы. Множество разных сегментов 2, 4, 6 составных фильтрующих стержней, показанных на фиг.1а и 2а, закреплены в заданном положении относительно друг друга посредством обертывания составных фильтрующих стержней в обертку из бумаги с нанесенным на нее клеем, известную как обертка для штранга. Составные фильтры, содержащие множество различных сегментов фильтрующего стержня, включая один или более воздушных зазоров или полостей, известны как углубленные фильтры. Составные фильтры, которые не включают никаких воздушных зазоров, обычно называют комбинированными фильтрами.
Известно, что сигареты с комбинированными или углубленными фильтрами изготавливают с использованием двухстадийного способа двойного обертывания. На первой стадии используется объединяющее устройство для образования непрерывного потока выровненных чередующихся сегментов фильтрующих стержней двух или более различных типов, которые затем обертывают в полотно обертки для штрангов для образования непрерывного фильтрующего стержня. Непрерывный фильтрующий стержень впоследствии разрезают с равномерными промежутками посредством режущего механизма для получения последовательности отдельных составных фильтрующих стержней. На второй стадии способа используют фильтроприкрепляющую машину для присоединения отдельных составных фильтрующих стержней к предварительно обернутым столбикам табака посредством использования бумаги для приклеивания с целью образования сигарет.
Как правило, отдельные составные фильтрующие стержни, полученные на первой стадии способа двойного обертывания, имеют длину, кратную длине нескольких единичных элементов, то есть они содержат более одного составного фильтра, каждый из которых соединен со столбиком табака для образования сигареты. Например, отдельный составной комбинированный фильтрующий стержень, полученный на первой стадии, может содержать центрально расположенный двойной первый сегмент фильтрующего стержня, с обеих сторон которого расположена пара одинарных вторых сегментов фильтрующего стержня. На второй стадии способа двойного обертывания отдельный составной комбинированный фильтрующий стержень будет затем присоединен на обоих концах к обернутому столбику табака для образования двойной сигареты, имеющей двойной фильтр в ее центре. В завершение, каждая двойная сигарета будет разрезана в середине составного комбинированного фильтрующего стержня для получения двух одинарных сигарет с фильтром, каждая из которых имеет комбинированный фильтр, содержащий одну из вторых сегментов фильтрующего стержня и половину первого сегмента фильтрующего стержня.
Отдельный углубленный фильтрующий стержень, показанный на фиг.2а, может быть получен посредством образования непрерывного фильтрующего стержня, содержащего группы 8 сегментов 2, 4 фильтрующего стержня, разделенных воздушными зазорами 6, и последующей отрезки непрерывного стержня до заданной длины. Если воздушные зазоры 6 оставлены незаполненными, отдельный углубленный фильтрующий стержень по фиг.2а может быть разрезан пополам центрально для получения пары двойных углубленных фильтрующих стержней, каждый из которых затем может быть разрезан пополам центрально в зоне воздушных зазоров 6 для получения четырех отдельных одинарных углубленных фильтров. Аналогичным образом, отдельный комбинированный фильтрующий стержень, показанный на фиг.1а, будучи разрезанным на четыре сегмента одинаковой длины, обеспечит получение четырех комбинированных фильтров.
Фильтрационные свойства составных сигаретных фильтров зависят от длины фильтрующих сегментов, предусмотренных в них, а в случае углубленных фильтров - также от расстояния между фильтрующими сегментами. Следовательно, в способе двойного обертывания, описанном выше, точное местоположение каждого разреза, выполненного в непрерывном фильтрующем стержне, относительно множества выровненных сегментов фильтрующего стержня, предусмотренных в нем, имеет чрезвычайно важное значение, поскольку оно определяет длину крайнего или наружного сегмента фильтрующего стержня в отдельном изготовленном составном фильтрующем стержне.
Известное устройство для изготовления составных фильтров имеет недостаток, заключающийся в том, что множество сегментов фильтрующего стержня, образующих составной фильтр, которые были собраны с образованием заданной конфигурации составного фильтра или углубленного фильтра с помощью объединяющего устройства, могут смещаться в незначительных пределах относительно друг друга перед обертыванием их в полотно обертки для штранга и фиксацией тем самым в заданном положении. В результате сегменты фильтрующего стержня, образующие составной фильтр, не всегда будут находиться в правильном положении в непрерывном фильтрующем стержне в том месте, где его разрезают, что приводит к образованию отдельных составных фильтрующих стержней, имеющих наружные сегменты фильтрующего стержня с разной длиной, как проиллюстрировано на фиг.1b. При изготовлении углубленных фильтров посредством использования подобного известного устройства относительное смещение сегментов фильтрующего стержня перед заключением их в бумажное полотно также может привести к варьированию длины воздушных зазоров или полостей в полученных отдельных углубленных фильтрующих стержнях, как проиллюстрировано на фиг.2b.
Также известно, что в таком известном устройстве, в котором в результате относительного смещения сегментов фильтра непрерывный фильтрующий стержень не будет разрезан так, чтобы состав каждого отдельного составного фильтрующего стержня был одним и тем же, осуществляют непрерывный мониторинг длины наружных фильтрующих сегментов отдельных полученных составных фильтрующих стержней и, в случае углубленных фильтров, - мониторинг длины воздушных зазоров в них, чтобы поддерживать стандарты качества. Если будет установлено, что структура отдельного составного фильтрующего стержня не отвечает заранее заданным критериям, стержень маркируют как таковой, отделяют от других удовлетворяющих требованиям отдельных фильтрующих стержней и отбраковывают. Образование идущих в отходы, имеющих отклонения от технических требований, отдельных комбинированных фильтрующих стержней нежелательно.
Для преодоления недостатков, связанных с известным устройством, было бы желательно создать устройство для изготовления составных сигаретных фильтров, которое позволяет обеспечить повышенную точность во время формирования длины наружного сегмента фильтрующего стержня как для комбинированных фильтров, так и углубленных фильтров, и/или длины воздушных зазоров углубленных фильтров.
Кроме того, было бы желательно создать устройство для изготовления составных сигаретных фильтров, которое при сохранении одинакового уровня качества конечного составного фильтра создает возможность повышения производительности устройства.
Кроме того, было бы желательно создать устройство для изготовления составных сигаретных фильтров, которое обеспечивало бы меньше отходов во время изготовления в том, что касается имеющих отклонения от технических требований комбинированных фильтрующих стержней, чем известное устройство.
Кроме того, было бы желательно создать устройство для изготовления составных сигаретных фильтров, которое требует меньшего технического обслуживания по сравнению с известным устройством.
Кроме того, было бы желательно обеспечить возможность простой модификации существующих известных устройств для изготовления составных сигаретных фильтров таким образом, чтобы они имели желательные свойства, указанные выше, и приспособить существующие известные устройства для изготовления комбинированных сигаретных фильтров для обеспечения возможности изготовления как комбинированных сигаретных фильтров, так и углубленных сигаретных фильтров.
В соответствии с настоящим изобретением разработано устройство для изготовления стержней, содержащих множество сегментов, при этом устройство содержит: подающее устройство для подачи множества сегментов по некоторому пути; обертывающее устройство, расположенное по ходу за подающим устройством, для обертывания множества сегментов в полотно материала для образования стержня; объединяющее устройство, действующее в месте между подающим устройством и обертывающим устройством, для образования потока выровненных сегментов из множества сегментов и для транспортирования потока выровненных сегментов по указанному пути к обертывающему устройству, и разрезающее средство для разрезания стержня на множество отдельных стержней, каждый из которых содержит множество сегментов, отличающееся тем, что объединяющее устройство выполнено с возможностью поддержания выравнивания сегментов в потоке выровненных сегментов, когда оно перемещает поток выровненных сегментов к обертывающему устройству, так что при использовании относительное смещение сегментов в потоке по существу предотвращается на всей длине пути от объединяющего устройства до обертывающего устройства.
В соответствии с настоящим изобретением также разработан способ изготовления стержней, содержащих множество сегментов, при этом способ предусматривает стадии: подачу множества сегментов по некоторому пути к первому месту; образование потока выровненных сегментов из множества сегментов в первом месте; перемещение потока выровненных сегментов по указанному пути от первого места ко второму месту; обертывание потока сегментов в полотно материала для образования стержня во втором месте и повторяющееся разрезание стержня для получения множества отдельных стержней, каждый из которых содержит множество сегментов, отличающийся тем, что способ дополнительно предусматривает поддержание выравнивания сегментов в потоке выровненных сегментов во время операции перемещения так, что относительное смещение сегментов в потоке по существу предотвращается между первым и вторым местами.
За счет уменьшения относительного смещения сегментов стержня, таких как сегменты фильтрующего стержня сигареты, во время изготовления составных фильтров способ и устройство по изобретению обеспечивают возможность поддержания более высоких стандартов качества в том, что касается варьирования длины наружных сегментов стержней и/или воздушных зазоров, по сравнению с известными способами и устройствами для изготовления составных фильтров.
Кроме того, вследствие данного уменьшения относительного смещения сегментов стержня становится не нужным непрерывный мониторинг длины наружного сегмента стержня во время изготовления составных фильтров.
Краткое описание чертежей
Изобретение будет описано дополнительно в виде примера со ссылкой на сопровождающие чертежи, в которых:
фиг.1а представляет собой схематическое изображение сегментов фильтрующего стержня в приведенном в качестве примера комбинированном фильтрующем стержне;
фиг.1b показывает варьирование длины наружных сегментов фильтрующего стержня в приведенном в качестве примера комбинированном фильтрующем стержне по фиг.1а, вызванное, например, неточным разрезанием непрерывного комбинированного фильтрующего стержня;
фиг.2а представляет собой схематическое изображение сегментов фильтрующего стержня в приведенном в качестве примера двойном углубленном фильтрующем стержне;
фиг.2b показывает варьирование длины воздушных зазоров приведенного в качестве примера углубленного фильтра по фиг.2а, вызванное, например, смещением сегментов фильтрующего стержня во время образования непрерывного "углубленного" фильтрующего стержня;
фиг.3 представляет собой схематическое изображение известного устройства для изготовления отдельных комбинированных фильтрующих стержней типа, показанного на фиг.1а;
фиг.4 представляет собой схематическое изображение известного устройства для изготовления отдельных углубленных фильтрующих стержней типа, показанного на фиг.2а;
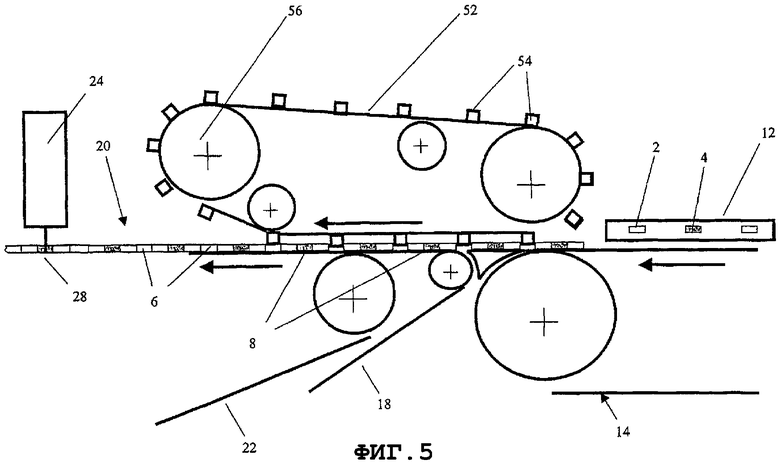
фиг.5 представляет собой схематическое изображение устройства в соответствии с первым вариантом осуществления настоящего изобретения для изготовления составных фильтров;
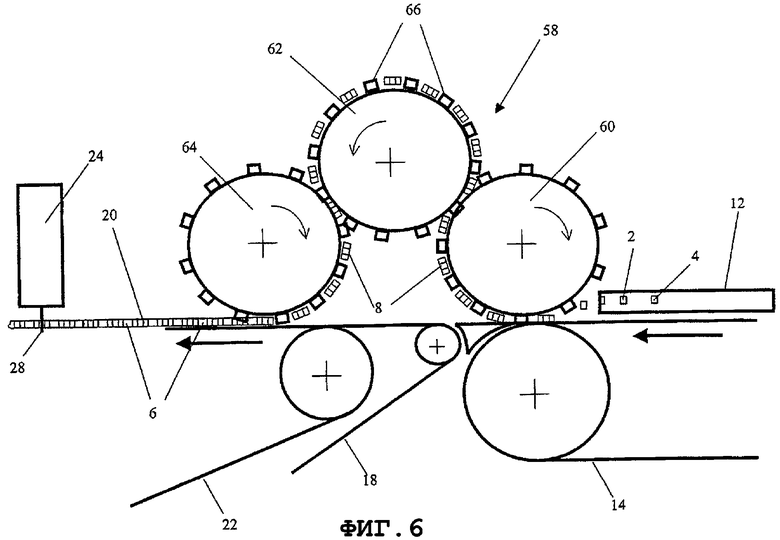
фиг.6 представляет собой схематическое изображение устройства в соответствии со вторым вариантом осуществления настоящего изобретения для изготовления составных фильтров; и
фиг.7 представляет собой схематическое изображение устройства в соответствии с четвертым вариантом осуществления настоящего изобретения для изготовления комбинированных фильтров.
Фиг.3 показывает известное устройство для изготовления отдельных комбинированных фильтрующих стержней такого типа, которые продаются как модель no. ND-3 компанией Japan Filter Technology, Ltd. (JT Group), и изготавливаемое компанией Sanjo Machine Works Ltd., Япония. Известное устройство включает объединяющее устройство 10, содержащее подающий диск 12, который обеспечивает размещение множества различных сегментов 2, 4 фильтрующего стержня на первом замкнутом ленточном конвейере 14 в заранее выбранной заданной конфигурации, такой как показанная на фиг.1а. Различные сегменты 2, 4 фильтрующего стержня транспортируются к подающему диску 12 из двух или более накопителей или бункеров с помощью ряда конвейеров (не показаны). Когда сегменты 2, 4 фильтрующего стержня подаются на первый замкнутый ленточный конвейер 14, они поджимаются друг к другу для образования непрерывного потока 16. Первый ленточный конвейер 14 обеспечивает перемещение примыкающих друг к другу сегментов фильтрующего стержня к верхней стороне непрерывного перемещающегося бумажного полотна 18, стягиваемого с бобины (не показана). Затем бумажное полотно 18, которое имеет клей, нанесенный по меньшей мере на часть его верхней стороны, обертывают вокруг сегментов 2, 4 фильтрующего стержня с помощью приспособления (не показан) для образования непрерывного обернутого составного комбинированного фильтрующего стержня 20. Непрерывное бумажное полотно 18 стягивают с бобины и перемещают с помощью второго замкнутого ленточного конвейера 22, расположенного дальше по ходу, через приспособление и за него к режущей головке 24. У режущей головки 24 непрерывный составной фильтрующий стержень 20 разрезают через равные интервалы для получения последовательности отдельных комбинированных фильтрующих стержней 26. Режущая головка 24 содержит дисковый нож 28, установленный с возможностью вращения с постоянной частотой вокруг оси, параллельной продольной оси непрерывного составного фильтрующего стержня 20. Дисковый нож, синфазно с которым работает подающий диск 12, отрезает отдельный комбинированный фильтрующий стержень при каждом обороте. Режущая головка 24 "совпадает" по фазе с частью 2, 4 фильтрующего стержня, когда часть фильтрующего стержня закреплена в заданном положении с помощью бумажного полотна 18. Когда известное устройство работает при оптимальной настройке, любая погрешность в положении сегментов 2, 4 фильтрующего стержня, возникающая по указанному пути от точки, в которой часть 2, 4 фильтрующего стержня "освобождается" объединяющим устройством 10, до точки, в которой она обертывается и фиксируется в заданном положении с помощью непрерывного бумажного полотна 18, приводит к возникновению такой же погрешности у режущей головки 24.
Как только сегменты 2, 4 фильтрующего стержня будут обернуты в бумажное полотно 18 для образования непрерывного фильтрующего стержня 20, они будут закреплены в данном положении относительно друг друга. Однако во время перемещения дальше по ходу от подающего диска 12 объединяющего устройства 10 к бумажному полотну 18 посредством первого замкнутого ленточного конвейера 14 сегменты 2, 4 фильтрующего стержня могут смещаться относительно друг друга. Кроме того, любые различия в скорости между первым ленточным конвейером 14 и вторым замкнутым ленточным конвейером 22 могут привести к тому, что сегменты 2, 4 фильтрующего стержня будут наталкиваться друг на друга при перемещении их на непрерывное бумажное полотно 18. Относительное смещение сегментов 2,4 фильтрующего стержня перед охватыванием их бумажным полотном 18 может привести к получению бракованных отдельных комбинированных фильтрующих стержней, имеющих наружные сегменты фильтрующего стержня с разной длиной, как проиллюстрировано на фиг.1b. Поскольку между подающим диском 12 и местом, в котором сегменты 2, 4 фильтрующего стержня фиксируются в бумажном полотне 18 (как правило, на расстоянии, составляющем приблизительно 40 см) происходит просто толкание каждого сегмента 2, 4 фильтрующего стержня к соседним сегментам фильтрующего стержня, любые отклонения длины в отдельных частях 2, 4 фильтрующего стержня суммируются в отдельных изготовленных комбинированных фильтрующих стержнях 26.
На фиг.4 показано известное устройство для изготовления отдельных углубленных фильтрующих стержней такого типа, как продаваемые как модель no. РТСМ компанией Molins PLC, Milton Keynes, Великобритания.
Подобно известному устройству, показанному на фиг.3, известное устройство, показанное на фиг.4, включает объединяющее устройство 30, содержащее подающий диск 32, который обеспечит размещение множества сегментов 2, 4 фильтрующего стержня на первом замкнутом ленточном конвейере 34. Первый замкнутый ленточный конвейер 34 обеспечивает перемещение сегментов 2, 4 фильтрующего стержня дальше к спиральному разделительному барабану 36, который также образует часть объединяющего устройства 30, которая обеспечивает группирование сегментов 2, 4 фильтрующего стержня в заранее выбранной заданной углубленной конфигурации, такой как показанная на фиг.2а, посредством создания воздушных зазоров 6 между группами 8 сегментов 2, 4. Замкнутая транспортирующая лента 38, расположенная рядом со спиральным разделительным барабаном 36, обеспечивает перемещение групп 8 сегментов 2, 4 фильтрующего стержня к верхней стороне непрерывного перемещающегося бумажного полотна 40, стягиваемого с бобины (не показана). Бумажное полотно 40, которое имеет клей, нанесенный на по меньшей мере часть его верхней стороны, наматывается затем вокруг разнесенных групп 8 сегментов 2, 4 фильтрующего стержня посредством приспособления (не показан) для образования непрерывного обернутого составного "углубленного " фильтрующего стержня 42. Как и в устройстве, показанном на фиг.3, непрерывное бумажное полотно 40 стягивается с бобины и перемещается дальше по ходу движения посредством второго замкнутого ленточного конвейера 48 через и за приспособление к режущей головке 44, имеющей дисковый нож 46. У режущей головки 44 непрерывный составной фильтрующий стержень 42 разрезается с равными интервалами на отдельные углубленные фильтрующие стержни 50 дисковым ножом 46, при этом спиральный разделительный барабан 36 объединяющего устройства 30 приводится в действие синфазно с дисковым ножом 46.
Расстояние, на которое группы 8 сегментов 2, 4 фильтрующего стержня перемещаются между объединяющим устройством 30 и бумажным полотном 40, уменьшено в известном устройстве, показанном на фиг.4, по сравнению с известным устройством, показанным на фиг.3. Хотя можно было бы ожидать, что это само по себе обеспечит соответствующее уменьшение отклонений длины наружных сегментов фильтрующих стержней у отдельных полученных углубленных фильтрующих стержней 50, компоновка известного устройства, показанного на фиг.4, приводит к другим источникам погрешности позиционирования групп 8 сегментов 2, 4 фильтрующего стержня относительно друг друга в непрерывном составном фильтрующем стержне 42. Во время перемещения от спирального разделительного барабана 36 объединяющего устройства 30 к транспортирующей ленте 38 сегменты 2, 4 фильтрующего стержня могут свободно смещаться из положения или как одно целое, или относительно друг друга, перед фиксацией их на месте с помощью бумажного полотна 40. Кроме того, конструкция бесконечной транспортирующей ленты 38, которая расположена над группами 8 сегментов 2, 4 фильтрующего стержня и воздушными зазорами 6 между ними, такова, что бумажное полотно 40 не может быть загнуто вокруг сегментов 2, 4 и воздушных зазоров 6, пока они находятся под транспортирующей лентой 38, вместо этого группы 8 сегментов 2, 4 фильтрующего стержня должны выйти из зоны, находящейся под транспортирующей лентой 38, перед фиксацией их в заданном положении с помощью загнутого бумажного полотна 40. Между концом транспортирующей ленты 38 и местом, в котором они фиксируются в бумажном полотне 40, группы 8 сегментов 2, 4 фильтрующего стержня и сегментов 2, 4 фильтрующего стержня в каждой группе 8 также могут свободно смещаться относительно друг друга.
Перемещение групп 8 сегментов 2, 4 фильтрующего стержня относительно друг друга перед охватыванием их бумажным полотном 40 в устройстве по фиг.4 может привести не только к получению бракованных отдельных углубленных фильтрующих стержней, которые имеют наружные сегменты фильтрующих стержней, имеющие разную длину, но также к получению бракованных отдельных углубленных фильтрующих стержней, которые имеют воздушные зазоры 6 разной длины, как проиллюстрировано на фиг.2b.
Устройство для изготовления составных фильтров в соответствии с первым вариантом осуществления настоящего изобретения показано на фиг.5. На фиг.5 используются те же самые ссылочные позиции для обозначения сегментов устройства согласно изобретению, которые соответствуют уже описанным аналогичным сегментам известного устройства, показанного на фиг.3.
Устройство в соответствии с первым вариантом осуществления изобретения, показанным на фиг.5, отличается от известного устройства такого типа, как показанное на фиг.3, тем, что оно дополнительно содержит бесконечную транспортирующую ленту 52, смонтированную над первой бесконечной конвейерной лентой 14 и второй бесконечной конвейерной лентой 22, между подающим диском 12 и режущей головкой 24. Множество расположенных с равными интервалами разделительных элементов или зубцов 54 смонтировано на наружной стороне бесконечной транспортирующей ленты 52, при этом расстояние между соседними зубцами 54 равно длине целого числа сегментов 2, 4 фильтрующего стержня, поданных на первый замкнутый ленточный конвейер 14 подающим диском 12. Бесконечная транспортирующая лента 52 приводится в движение посредством приводного шкива 56 синфазно с режущей головкой 24. Для избежания проскальзывания бесконечной транспортирующей ленты 52 на приводном шкиве 56, которое может привести к варьированию длины наружных сегментов фильтрующих стержней в отдельных полученных фильтрующих стержнях, бесконечная транспортирующая лента 52 может быть выполнена на ее внутренней поверхности, противоположной зубцам 54, с "синфазными" штырями (не показаны), которые взаимодействуют с расположенными на соответствующих расстояниях друг от друга, "синфазными" отверстиями (не показаны), выполненными в приводном шкиве 56. Бесконечная транспортирующая лента 52 и зубцы 54 могут быть выполнены из металла, резины, пластика или другого пригодного материала.
При использовании, по мере того как сегменты 2, 4 фильтрующего стержня с подающего диска 12 подаются в зону, находящуюся под бесконечной транспортирующей лентой 52, посредством первого замкнутого ленточного конвейера 14, зубцы 54 на бесконечной транспортирующей ленте 52 разделяют сегменты 2, 4 фильтрующего стержня на группы 8 с длиной, равной расстоянию между зубцами 54, и затем обеспечивают перемещение сгруппированных сегментов 2, 4 фильтрующего стержня к непрерывному перемещающемуся бумажному полотну 18. Затем осуществляется перегибание бумажного полотна 18 вокруг групп 8 сегментов 2, 4 фильтрующего стержня посредством известного сгибающего механизма, такого как приспособление (не показано), для образования непрерывного составного фильтрующего стержня 20, который впоследствии разрезается через равные интервалы дисковым ножом 28 режущей головки 24 для образования отдельных составных фильтрующих стержней.
Во время перемещения дальше по ходу от подающего диска 12 к бумажному полотну 18 посредством бесконечной транспортирующей ленты 52 группы 8 сегментов 2, 4 фильтрующего стержня удерживаются в фиксированном положении относительно друг друга с помощью зубцов 54 бесконечной транспортирующей ленты 52. Расстояние, на которое группы 8 сегментов 2, 4 фильтрующего стержня затем должны быть перемещены до того, как они будут закреплены в заданном положении посредством загнутого бумажного полотна 18, значительно уменьшено по сравнению с расстоянием между подающим диском 12 и местом, в котором штранги 2, 4 фильтрующего материала фиксируются в заданном положении в загнутом бумажном полотне 18 в известном устройстве. За счет уменьшения данного расстояния и, тем самым, обеспечения более правильного позиционирования сегментов 2, 4 фильтрующего стержня в непрерывном составном стержне 20 как относительно друг друга, так и относительно режущей головки 24, устройство, показанное на фиг.5, позволяет уменьшить разброс длин наружного сегмента фильтра и, в случае углубленных фильтров, варьирование длины воздушных зазоров 6 отдельных полученных составных стержней по сравнению с известным устройством.
Устройство в соответствии с первым вариантом осуществления изобретения, показанным на фиг.5, может быть использовано для изготовления как отдельных комбинированных фильтрующих стержней, так и отдельных углубленных фильтрующих стержней (в отличие от известного устройства, такого как устройство, показанное на фиг.3). Для изготовления отдельных углубленных фильтрующих стержней бесконечная транспортирующая лента 52 и второй замкнутый ленточный конвейер 22, который обеспечивает перемещение бумажного полотна 18, приводятся в движение с одинаковой скоростью. Расстояние 6 между группами 8 сегментов 2, 4 фильтрующего стержня, обеспечиваемое зубцами 54 транспортирующей ленты 52, тем самым поддерживается тогда, когда сгруппированные сегменты 2, 4 фильтрующего стержня перемещаются к бумажному полотну 18. В том случае, когда, как проиллюстрировано на фиг.5, устройство используется для изготовления отдельных углубленных фильтрующих стержней, имеющих конфигурацию, показанную на фиг.2а, ширина каждого зубца 54 равна ширине воздушного зазора 6 в углубленном фильтре, и расстояние между соседними зубцами 54 равно сумме длины двух сегментов 2 из ацетилцеллюлозы и одного сегмента из ацетилцеллюлозы, импрегнированного частицами 4 угля.
Для изготовления отдельных комбинированных фильтрующих стержней второй замкнутый ленточный конвейер 22, который обеспечивает перемещение бумажного полотна 18, приводится в движение с уменьшенной скоростью по сравнению со скоростью бесконечной транспортирующей ленты 52. По мере того как группы 8 сегментов 2, 4 фильтрующего стержня перемещаются с помощью зубцов 54 бесконечной транспортирующей ленты 52 к бумажному полотну 18, разность скоростей бесконечной транспортирующей ленты 52 и второго замкнутого ленточного конвейера 22 вызывает поджим групп 8 сегментов 2, 4 фильтрующего стержня друг к другу, в результате чего создается непрерывный комбинированный фильтрующий стержень. Следует понимать то, что в том случае, когда устройство в соответствии с первым вариантом осуществления изобретения, показанным на фиг.5, используется для изготовления комбинированных, а не углубленных фильтров, ширина зубцов 54 на бесконечной транспортирующей ленте 52 не имеет существенного значения и зависит от разности скоростей бесконечной транспортирующей ленты 52 и второго замкнутого ленточного конвейера 22.
В известном устройстве для изготовления отдельных углубленных фильтрующих стержней, показанном на фиг.4, спиральный разделительный барабан 36 обеспечивает группирование сегментов 2, 4 фильтрующего стержня вместе и создание требуемых воздушных зазоров 6 между ними, и затем бесконечная транспортирующая лента 38 обеспечивает перемещение сгруппированных сегментов 2, 4 фильтрующего стержня к бумажному полотну 40. Как уже было рассмотрено со ссылкой на фиг.4, перемещение групп 8 сегментов 2, 4 фильтрующего стержня между спиральным разделительным барабаном 36 и транспортирующей лентой 38 создает дополнительный источник погрешности позиционирования сегментов 2, 4 фильтрующего стержня относительно друг друга в полученном непрерывном "углубленном" фильтрующем стержне 42. В устройстве в соответствии с первым вариантом осуществления изобретения, показанным на фиг.5, бесконечная транспортирующая лента 52 с зубцами 54 выполняет функцию как спирального разделительного барабана 36, так и транспортирующей ленты 38 известного устройства по фиг.4 и, таким образом, позволяет избежать привнесения данного дополнительного источника погрешности.
Предпочтительно бесконечная транспортирующая лента 52 устройства по фиг.5 также может быть смонтирована с возможностью поворота вокруг приводного шкива 56, в результате чего обеспечивается возможность более легкой чистки под транспортирующей лентой 52 по сравнению с транспортирующей лентой 38 известного устройства по фиг.4, если сегменты 2, 4 фильтрующего стержня окажутся зажатыми под транспортирующей лентой 52 во время изготовления.
Устройство для изготовления составных фильтров в соответствии со вторым вариантом осуществления настоящего изобретения показано на фиг.6. На фиг.6 используются те же ссылочные позиции для обозначения сегментов устройства согласно второму варианту осуществления изобретения, которые соответствуют уже описанным сегментам известного устройства.
Конструкция устройства в соответствии со вторым вариантом осуществления изобретения, показанным на фиг.6, отличается от конструкции известного устройства, такого как показанное на фиг.3, тем, что оно дополнительно содержит передаточное устройство 58, смонтированное над первой бесконечной конвейерной лентой 14 и второй бесконечной конвейерной лентой 22, между подающим диском 12 и режущей головкой 24. При использовании передаточное устройство 58 периодически подает сегменты 2, 4 фильтрующего стержня от подающего диска 12 к непрерывному перемещающемуся бумажному полотну 18 в месте, находящемся вдоль второй бесконечной конвейерной ленты 22 непосредственно перед приспособлением или другим известным сгибающим механизмом (не показан) по ходу.
Передаточное устройство 58 содержит три соседних барабана 60, 62, 64, смонтированных с возможностью вращения вокруг параллельных осей, перпендикулярных к направлению движения сегментов 2, 4 фильтрующего стержня на первом замкнутом ленточном конвейере 14. Каждый барабан 60, 62, 64 имеет множество разнесенных скругленных зубцов 66, расположенных по всей его окружной периферии, при этом расстояние между соседними зубцами 66 на каждом барабане 60, 62, 64 приблизительно равно длине целого числа сегментов 2, 4 фильтрующего стержня, поданных на первый замкнутый ленточный конвейер 14 посредством подающего диска 12. Два наружных барабана 60, 64 передаточного устройства 58 имеют один ряд зубцов 66, расположенных на всей их окружной периферии, в то время как внутренний барабан 62 имеет пару противолежащих рядов зубцов 66, расположенных на всей его окружной периферии. Три барабана 60, 62, 64 установлены в передаточном устройстве 58 относительно друг друга так, что при вращении барабанов 60, 62, 64 в процессе использования зубцы 66 на двух наружных барабанах 60, 64 проходят между двумя противолежащими рядами зубцов 66 на внутреннем барабане 62 в зазорах между наружными барабанами 60, 64 и внутренним барабаном 62. Барабаны 60, 62, 64 и зубцы 66 на них выполнены из металла или другого пригодного материала.
По мере того как в процессе использования сегментов 2, 4 фильтрующего стержня с подающего диска 12 подаются посредством первого замкнутого ленточного конвейера 14 в зону под передаточным устройством 58 устройства по фиг.6, зубцы 66 на первом наружном барабане 60 осуществляют разделение сегментов 2, 4 фильтрующего стержня на группы 8 с длиной, равной расстоянию между зубцами 66. Когда первый наружный барабан 60 вращается, группы 8 сегментов 2, 4 фильтрующего стержня, удерживаемые между зубцами 66 данного барабана, перемещаются дальше вперед по ходу к вращающемуся в противоположном направлении внутреннему барабану 62. Когда зубцы 66 первого наружного барабана 60 будут находиться рядом с зубцами 66 внутреннего барабана 62, группы 8 сегментов 2, 4 фильтрующего стержня, удерживаемые между зубцами 66 первого наружного барабана, перемещаются в зоны между зубцами 66 внутреннего барабана 62. Дальнейшее вращение внутреннего барабана 62 в этом случае обеспечивает перемещение групп 8 сегментов 2, 4 фильтрующего стержня, перемещенных с первого наружного барабана 60, дальше вперед по ходу к вращающемуся в противоположном направлении второму наружному барабану 64. Когда зубцы 66 второго наружного барабана 64 сцепляются с зубцами внутреннего барабана 62, группы 8 сегментов 2, 4 фильтрующего стержня, ранее перемещенных с первого наружного барабана 60 на внутренний барабан 62, которые удерживаются между зубцами 66 внутреннего барабана 62, перемещаются в зоны между зубцами 66 второго наружного барабана 64. Дальнейшее вращение второго наружного барабана 64 обеспечивает перемещение групп 8 сегментов 2, 4 фильтрующего стержня на непрерывное движущееся бумажное полотно 18. Затем осуществляется загибание бумажного полотна 18 вокруг сегментов 2, 4 фильтрующего стержня посредством известных сгибающих механизмов, таких как приспособление (не показано), для образования непрерывного составного фильтрующего стержня 20, который впоследствии разрезается через равные интервалы дисковым ножом 28 режущей головки 24 для образования отдельных составных фильтрующих стержней. Вращение каждого из трех барабанов 60, 62, 64 передаточного устройства 58 устройства по фиг.6 происходит синфазно с режущей головкой 24, что приводит к точным разрезам непрерывного составного фильтрующего стержня 20 посредством дискового ножа 28.
По аналогии с работой устройства в соответствии с первым вариантом осуществления изобретения, показанным на фиг.5, устройство в соответствии со вторым вариантом осуществления изобретения, показанным на фиг.6, может быть использовано для изготовления или отдельных углубленных фильтрующих стержней посредством приведения второго замкнутого ленточного конвейера 22 и барабанов 60, 62, 64 передаточного устройства 58 в движение с одинаковой скоростью для получения непрерывного "углубленного" фильтрующего стержня 20, имеющего воздушные зазоры 6 с длиной, равной ширине зубцов 66 второго наружного барабана 64, или отдельных комбинированных фильтрующих стержней посредством приведения второго замкнутого ленточного конвейера 22 в движение с меньшей скоростью по сравнению с барабанами 60, 62, 64 передаточного устройства 58 для получения непрерывного комбинированного фильтрующего стержня 20, как желательно.
Для избежания столкновений сегментов 2, 4 фильтрующего стержня друг с другом во время изготовления углубленных фильтрующих стержней барабаны 60, 62, 64 передаточного устройства 58 приводятся в движение таким образом, чтобы скорость движения по касательной второго наружного барабана 64 была по существу такой же, как скорость второго замкнутого ленточного конвейера 22, так что каждая группа 8 сегментов 2, 4 фильтрующего стержня будет подаваться со второго наружного барабана 64 на непрерывное бумажное полотно 18 с небольшой скоростью или при отсутствии скорости относительно второго замкнутого ленточного конвейера 22.
Диаметры каждого из барабанов 60, 62, 64 передаточного устройства 58 и расстояние между зубцами 66 и ширину или ширину зубцов 66 на них можно варьировать для обеспечения возможности достижения различной производительности обработки и/или изготовления различных типов фильтров. Для изготовления углубленных фильтров ширина зубцов 66 внутреннего барабана 62 и второго наружного барабана 64 предпочтительно выполнена равной заданной ширине воздушных зазоров 6 между группами 8 сегментов 2, 4 фильтрующего стержня в непрерывном "углубленном" фильтрующем стержне 20. Ширина зубцов 66 первого наружного барабана 60 предпочтительно уменьшена по сравнению с шириной зубцов внутреннего барабана 62 и второго наружного барабана 64 с тем, чтобы создать увеличенное расстояние между зубцами 66 на первом наружном барабане 60. Увеличенное расстояние между зубцами 66 первого наружного барабана 60 создает возможность приема сегментов 2, 4 фильтрующего стержня с первого замкнутого ленточного конвейера 14, который в этом случае при использовании приводится в движение со скоростью, которая больше скорости по касательной первого наружного барабана 60 в зоне взаимодействия между ними.
Как только группа 8 сегментов 2, 4 фильтрующего стержня будет размещена между зубцами 66 первого наружного барабана 60, она будет совмещена относительно других групп 8 при перемещении на внутренний барабан 62. Любое смещение групп 8 сегментов 2, 4 фильтрующего стержня в зоне взаимодействия между первым наружным барабаном 60 и внутренним барабаном 63 допускается за счет скругленного профиля зубцов 66 и за счет совмещения зубцов 66 в зоне взаимодействия.
Несмотря на то, что на фиг.6 ось вращения внутреннего барабана 62 передаточного устройства 58 показана как смещенная в вертикальном направлении относительно осей вращения двух наружных барабанов 60, 64, следует понимать, что в альтернативном варианте оси вращения барабанов 60, 62, 64 могут располагаться компланарно относительно друг друга. Кроме того, следует понимать, что несмотря на то, что устройство в соответствии с третьим вариантом осуществления изобретения, показанным на фиг.6, включает передаточное устройство 58, содержащее три соседних барабана 60, 62, 64, в альтернативных вариантах могут быть использованы передаточные устройства, содержащие другое количество соседних барабанов.
Предпочтительно передаточное устройство 58 устройства по фиг.6 также может быть смонтировано с возможностью поворота вокруг одного его конца, в результате чего создается возможность более легкой чистки зоны под барабанами 60, 62, 64 передаточного устройства 58 по сравнению с транспортирующей лентой 38 известного устройства по фиг.4, если сегменты 2, 4 фильтрующего стержня окажутся зажатыми под барабанами 60, 62, 64 во время изготовления.
Во время транспортирования дальше вперед по ходу от подающего диска 12 к бумажному полотну 18 посредством передаточного устройства 58 группы 8 сегментов 2, 4 фильтрующего стержня удерживаются в фиксированном положении относительно друг друга зубцами 66 трех барабанов 60, 62, 64. Следовательно, расстояние, на которое сегменты 2, 4 фильтрующего стержня могут немного сместиться относительно друг друга или быть оттолкнуты, также существенно уменьшено по сравнению с известным устройством, показанным на фиг.3. Посредством уменьшения данного расстояния и посредством использования одного передаточного устройства 58 для выполнения функций как спирального разделительного барабана 36, так и транспортирующей ленты 38 известного устройства по фиг.4, устройство, показанное на фиг.6, обеспечивает те же преимущества по сравнению с известным устройством такого типа, как показанное на фиг.3 и 4, какие уже были указаны и рассмотрены в связи с устройством согласно первому варианту осуществления изобретения, показанному на фиг.5. Помимо этих преимуществ, устройство в соответствии со вторым вариантом осуществления изобретения, показанным на фиг.6, также требует меньшего технического обслуживания по сравнению с известным устройством такого типа, как показанное на фиг.4, поскольку оно не включает транспортирующей ленты.
Устройство для изготовления составных фильтров в соответствии с третьим вариантом осуществления настоящего изобретения имеет ту же общую конструкцию и способ работы, что и устройство в соответствии со вторым вариантом осуществления изобретения, показанным на фиг.6. Однако конструкция устройства в соответствии с третьим вариантом осуществления изобретения отличается от конструкции устройства в соответствии со вторым вариантом осуществления изобретения тем, что барабаны 60, 62, 64 передаточного устройства 58 выполнены с множеством отверстий на всей их окружной периферии вместо зубцов 66 или в дополнение к зубцам 66. Отверстия из данного множества расположены группами, которые равномерно распределены по всей окружной периферии барабанов, при этом каждая группа включает два или три расположенных рядом отверстия, находящихся на одной линии, параллельной оси вращения барабана. При использовании воздух всасывается через отверстия для перемещения сегментов 2, 4 фильтрующего стержня с первой бесконечной конвейерной ленты 14 на первый наружный барабан 60 и для передачи сегментов фильтрующего стержня с первого наружного барабана 60 на внутренний барабан 62 и с внутреннего барабана 62 на второй наружный барабан 64. Сегменты 2, 4 фильтрующего стержня передают дальше по ходу от одного барабана передаточного устройства 58 к следующему посредством снятия всасывания, прикладываемого к отверстиям барабана, расположенного раньше по ходу, когда они при вращении проходят через зазор между этим барабаном, расположенным раньше по ходу, и последующим барабаном. Сегменты 2, 4 фильтрующего стержня аналогичным образом передают со второго наружного барабана 64 передаточного устройства 58 на второй замкнутый ленточный конвейер 22 посредством снятия всасывания, приложенного к отверстиям второго наружного барабана 64, когда они при вращении проходят через зазор между вторым наружным барабаном 64 и вторым замкнутым ленточным конвейером 22.
Всасывание, прикладываемое к отверстиям на барабанах 60, 62, 64, обеспечивает удерживание сегментов 2, 4 фильтрующего стержня в заданном положении, когда барабаны обеспечивают их перемещение к бумажному полотну 18, предотвращая их относительное перемещение. Следовательно, расстояние, на которое сегменты 2, 4 фильтрующего стержня могут свободно переместиться относительно друг друга или быть оттолкнуты, также существенно уменьшается по сравнению с известным устройством такого типа, как показанное на фиг.3, и устройство в соответствии с третьим вариантом осуществления устройства обеспечивает те же преимущества по сравнению с известными устройствами такого типа, как показанные на фиг.3 и 4, которые были уже указаны и рассмотрены в связи с устройством в соответствии со вторым вариантом осуществления изобретения, показанным на фиг.6.
Для того, чтобы способствовать перемещению сегментов фильтрующего стержня в устройствах в соответствии со вторым и третьим вариантами осуществления изобретения, плугообразные элементы могут быть расположены в зазоре между первым замкнутым ленточным конвейером 14 и первым наружным барабаном 60 передаточного устройства 58, в зазоре между первым наружным барабаном 60 и внутренним барабаном 62 передаточного устройства 58, в зазоре между внутренним барабаном 62 и вторым наружным барабаном 64 передаточного устройства 58 и/или в зазоре между вторым наружным барабаном 64 передаточного устройства 58 и вторым замкнутым ленточным конвейером 22.
Устройство для изготовления комбинированных фильтров в соответствии с четвертым вариантом осуществления настоящего изобретения показано на фиг.7. На фиг.7 также используются те же ссылочные позиции для обозначения сегментов устройства согласно изобретению, которые соответствуют уже описанным сегментам известного устройства.
Конструкция устройства в соответствии с четвертым вариантом осуществления изобретения, показанным на фиг.7, отличается от конструкции известного устройства, показанного на фиг.3, тем, что оно дополнительно содержит бесконечную присасывающую ленту 68, смонтированную над первой бесконечной конвейерной лентой 14 и второй бесконечной конвейерной лентой 22, между подающим диском 12 и режущей головкой 24, при этом лента 68 приводится в движение с той же скоростью, что и второй ленточный конвейер 22.
Когда при использовании примыкающие друг к другу сегменты 2, 4 фильтрующего стержня, поданные на первый замкнутый ленточный конвейер 14 посредством подающего диска 12, достигнут расположенного впереди по ходу конца присасывающей ленты 68, они будут удерживаться у ленты 68 посредством подведенного к ним вакуума и будут перемещаться дальше вперед по ходу к непрерывному движущемуся бумажному полотну 18. У расположенного позади по ходу конца ленты действие вакуума снимают, и штранги 2, 4 фильтрующего материала попадают на бумажное полотно 18, которое затем перегибают вокруг них посредством использования известного сгибающего механизма, такого как приспособление (не показано), для образования непрерывного комбинированного фильтрующего стержня 20. Непрерывный комбинированный фильтрующий стержень 20 впоследствии разрезают на отдельные комбинированные фильтрующие стержни 26 дисковым ножом 28 расположенной дальше по ходу режущей головки 24.
В устройстве по фиг.7 сегменты 2, 4 фильтрующего стержня удерживаются в фиксированном положении относительно друг друга посредством вакуумной ленты 68 вдоль всего их пути от подающего диска 12 к расположенному позади по ходу концу 72 вакуумной ленты 68, где они отпускаются и обертываются и обклеиваются на месте бумажным полотном 18. Тем самым предотвращается перемещение (смещение) сегментов 2, 4 фильтрующего стержня относительно друг друга или бумажного полотна 18 и режущей головки 24. Следовательно, точность длины наружного сегмента фильтра отдельных составных стержней, полученных посредством использования устройства согласно изобретению, показанного на фиг.7, повышается, и уровень брака, образующегося во время изготовления, снижается по сравнению с известными устройствами такого типа, как показанные на фиг.3 и 4.
Следует понимать, что множество равномерно распределенных зубцов, аналогичных зубцам по первому варианту осуществления, показанным на фиг.5, может быть предусмотрено на наружной стороне бесконечной присасывающей ленты 68 устройства в соответствии с четвертым вариантом осуществления устройства, показанным на фиг.7.
В отличие от известных устройств такого типа, как показанные на фиг.3 и 4, быстродействие устройства в соответствии с первым, вторым, третьим и четвертым вариантами осуществления изобретения может быть увеличено без какого-либо вызванного этим снижения качества получаемых отдельных составных фильтрующих стержней; в известных устройствах такого типа, как показанные на фиг.3 и 4, способность обеспечения заданной длины наружных сегментов фильтрующих стержней в получаемых отдельных составных фильтрующих стержнях еще больше снижается при увеличении рабочей скорости.
Следует понимать, что устройство в соответствии с изобретением может быть использовано для изготовления составных фильтрующих стержней, имеющих структуры, отличные от тех, которые показаны на фиг.1а и 2а. Например, устройство согласно изобретению может быть использовано для изготовления углубленного фильтрующего стержня типа, показанного на фиг.2а, в котором группа 8 представляет собой единственный фильтрующий сегмент из ацетилцеллюлозы. Кроме того, последовательность сегментов фильтрующего стержня, подаваемых в устройство посредством подающего диска, может включать чередующиеся сегменты фильтрующего стержня, имеющие разную длину и/или представляющие собой сегменты разных типов. Кроме того, воздушные зазоры 6 в углубленных фильтрующих стержнях, изготовленных с помощью устройства в соответствии с изобретением, могут быть заполнены углем и/или другими адсорбирующими материалами посредством любого известного подающего устройства, например, посредством подающего уголь устройства, смонтированного между третьим барабаном 64 и приспособлением или другим известным сгибающим механизмом устройства в соответствии со вторым вариантом осуществления изобретения, показанным на фиг.6.







Устройство для изготовления комбинированных или углубленных сигаретных фильтров содержит подающее устройство для подачи множества сегментов фильтра по некоторому пути; обертывающее устройство, расположенное по ходу за подающим устройством, для обертывания множества сегментов в полотно материала для образования стержня; объединяющее устройство, действующее в месте между подающим устройством и обертывающим устройством, для образования потока выровненных сегментов из множества сегментов и для транспортирования потока выровненных сегментов по указанному пути к обертывающему устройству и разрезающее средство для разрезания стержня на множество отдельных стержней, каждый из которых содержит множество сегментов, при этом объединяющее устройство выполнено с возможностью поддержания выравнивания сегментов в потоке выровненных сегментов, когда оно перемещает поток выровненных сегментов к обертывающему устройству, так что при использовании относительное смещение сегментов в потоке, по существу, предотвращается на всей длине пути от объединяющего устройства до обертывающего устройства. Изобретение обеспечивает повышенную точность во время формирования длины наружного сегмента фильтрующего стержня, длины воздушных зазоров углубленных фильтров. 2 н. и 17 з.п. ф-лы, 9 ил.
1. Устройство для изготовления стержней, содержащих множество сегментов, содержащее
подающее устройство (12) для подачи множества сегментов (2, 4) по некоторому пути;
обертывающее устройство, расположенное по ходу за подающим устройством (12), для обертывания множества сегментов в полотно материала (18) для образования стержня (20);
объединяющее устройство (52, 58, 68), действующее в месте между подающим устройством (12) и обертывающим устройством, для образования потока выровненных сегментов из множества сегментов (2, 4) и для транспортирования потока выровненных сегментов по указанному пути к обертывающему устройству, и
разрезающее средство (24, 28) для разрезания стержня (20) на множество отдельных стержней, каждый из которых содержит множество сегментов,
отличающееся тем, что объединяющее устройство (52, 58, 68) выполнено с возможностью поддержания выравнивания сегментов в потоке выровненных сегментов, когда оно перемещает поток выровненных сегментов к обертывающему устройству, так что при использовании относительное смещение сегментов в потоке по существу предотвращается на всей длине пути от объединяющего устройства до обертывающего устройства.
2. Устройство по п.1, в котором объединяющее устройство (68) выполнено с возможностью поддержания выравнивания сегментов в потоке выровненных сегментов посредством всасывания.
3. Устройство по п.1, в котором объединяющее устройство содержит множество разнесенных разделительных элементов (54, 66) для поддержания выравнивания сегментов в потоке выровненных сегментов.
4. Устройство по любому из пп.1-3, в котором объединяющее устройство содержит бесконечную ленту (52, 68), установленную с возможностью перемещения частично параллельно пути.
5. Устройство по п.4, в котором наружная поверхность бесконечной ленты (52) имеет множество продольно разнесенных, разделительных элементов (54).
6. Устройство по п.4, в котором поверхность бесконечной ленты (68) имеет множество отверстий, к которым при использовании может быть приложен вакуум.
7. Устройство по любому из пп.1-3, в котором объединяющее устройство (58) содержит по меньшей мере один барабан (60, 62, 64), установленный с возможностью вращения вокруг оси, перпендикулярной пути.
8. Устройство по п.7, в котором наружная поверхность барабана или каждого барабана (60, 62, 64) имеет множество разнесенных по окружности разделительных элементов (66).
9. Устройство по п.8, в котором расстояние между соседними разделительными элементами (66) на барабане (60) объединяющего устройства (58), ближайшем к подающему устройству (12), больше расстояния между соседними разделительными элементами (66) на других барабанах (62, 64) объединяющего устройства (58).
10. Устройство по п.5 или 9, в котором расстояние между соседними разделительными элементами (54, 66) приблизительно равно длине целого числа сегментов (2, 4).
11. Устройство по п.5 или 9 для изготовления стержней, содержащих множество сегментов, в которых указанные один или более сегментов представляют собой воздушный зазор (6), при этом ширина каждого разделительного элемента (54, 66) приблизительно равна ширине воздушного зазора (6).
12. Устройство по п.7, в котором окружная периферийная поверхность барабана или каждого барабана (60, 62, 64) выполнена с множеством отверстий, к которым при использовании может быть приложен вакуум.
13. Устройство по п.1 для изготовления сигаретных фильтров, содержащих множество сегментов фильтрующих стержней.
14. Способ изготовления стержней, содержащих множество сегментов, предусматривающий стадии:
подачи множества сегментов (2,4) по некоторому пути к первому месту;
образования потока выровненных сегментов из множества сегментов (2, 4) в первом месте;
перемещения потока выровненных сегментов по указанному пути от первого места к второму месту;
обертывания потока сегментов в полотно материала (18) для образования стержня (20) во втором месте; и
повторяющегося разрезания стержня (20) для получения множества отдельных стержней, каждый из которых содержит множество сегментов (2, 4),
отличающийся тем, что способ дополнительно предусматривает поддержание выравнивания сегментов в потоке выровненных сегментов во время операции перемещения так, что относительное смещение сегментов в потоке, по существу, предотвращается между первым и вторым местами.
15. Способ по п.14, предусматривающий приложение всасывания к потоку выровненных сегментов между указанными первым и вторым местами.
16. Способ по п.14 или 15, предусматривающий образование потока выровненных сегментов, содержащего разнесенные группы (8) из одного или более сегментов (2, 4) из множества сегментов в первом месте.
17. Способ по п.16, предусматривающий вставку разделительных элементов (54, 66) между группами (8) из одного или более сегментов (2, 4) в первом месте.
18. Способ по п.16 для изготовления стержней, содержащих множество сегментов, при этом указанные один или более сегментов представляют собой воздушный зазор (6).
19. Способ по п.14 для изготовления сигаретных фильтров, содержащих множество сегментов фильтрующего стержня.
| US 3267820 A, 23.08.1966 | |||
| US 3267821 A, 23.08.1966 | |||
| FR 1280782 A, 08.01.1962 | |||
| US 2953878 A, 27.09.1960 | |||
| Фильтр и способ его изготовления | 1990 |
|
SU1834648A3 |
| Способ изготовления фильтров для табачных изделий | 1981 |
|
SU1031429A1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ ОБРАБОТАННОГО ПРИСАДКОЙ ФИЛЬТРУЮЩЕГО КАБЕЛЯ | 2001 |
|
RU2230472C2 |
| RU 2060018 C1, 20.05.1996. | |||

