В данной заявке заявлен приоритет по предварительной заявке США №60/503,338, поданной 16 сентября 2003 года, озаглавленной «ФАСЕТНОЕ РЕЖУЩЕЕ ПОЛОТНО ПИЛЫ ДЛЯ СНЯТИЯ МНОГОСЛОЙНОЙ СТРУЖКИ И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ» («Multi-Chip Facet Cutting Saw Blade and Related Method»), и по аналогично озаглавленной заявке США на полезную модель, поданной 21 июня 2004 года, номер экспресс-почты EV398058323US и номер дела 97309.00108, сущность которых приведена в качестве ссылки как часть данного описания.
Область техники
Данное изобретение относится к полотнам пилы, и, в частности, к полотнам ленточной пилы, которые содержат повторяющиеся структуры режущих зубьев, содержащих поверхности, образованные плоскими верхними кромками и боковыми поверхностями, расположенными под наклоном относительно центральной плоскости полотна и/или соответствующего зуба.
Уровень техники
В патенте США №5,477,763 на имя Kullman представлено полотно ленточной пилы, содержащее множество неразведенных зубьев, расположенных с циклом повторений, при этом каждый цикл повторений включает в себя первую и вторую группы зубьев, причем зубья второй группы рассредоточены среди зубьев первой группы. Высота зубьев первой группы постепенно уменьшается от зуба к зубу, а их ширина увеличивается. Напротив, зубья второй группы являются одинаковыми, и ширина любого зуба второй группы больше, чем ширина любого зуба первой группы. В патенте США №6,276,249 на имя Handschuh и соавт. представлено полотно ленточной пилы, содержащее множество неразведенных зубьев, расположенных с циклом повторений, причем высота зубьев увеличивается от зуба к зубу, тогда как ширина зубьев уменьшается.
Один из недостатков таких и подобных им полотен ленточной пилы, известных из уровня техники, является следствием того, что их режущие поверхности образованы относительно широкими плоскими верхними кромками зубьев. В результате полотна могут отклоняться из стороны в сторону при резке, особенно при резке изделий с относительно большим диаметром, таких, как, например, стальные бруски, диаметр или ширина которых больше, чем примерно 15 или 20 дюймов. Таким образом, использование таких полотен может привести к образованию изогнутого среза или к неровностям при резке, или они не способны обеспечить образование столь ровного среза, как требуется. Другой недостаток таких или подобных им полотен ленточных пил, известных из уровня техники, является следствием того, что более широкие или внешние (отстоящие дальше от центра) зубья могут быть подвержены более высоким нагрузкам при резке, чем более узкие или внутренние (расположенные ближе к центру) зубья. Кроме того, при более высокой скорости подачи более широкие или более внешние зубья испытывают постоянно увеличивающиеся нагрузки при резке. Как следствие, нагрузка на зуб может быть неравномерной, что, в свою очередь, может привести к преждевременному выходу полотна из строя или сократить срок его службы, что нежелательно.
Стоит заметить, что покрытия из смешанного нитрида титана и алюминия (AlTiN-покрытия) не применяли для нанесения на полотна ленточной пилы. AlTiN-покрытия обычно наносят посредством конденсации из газовой фазы на, например, стальную подложку или основу. Для достижения нужной эффективности требуется, чтобы режущий инструмент, на который нанесено такое покрытие, работал при относительно высоких скоростях и температурах. Кроме того, для того чтобы покрытие окислилось и для достижения оптимальных эксплуатационных качеств при использовании этих покрытий требуется, чтобы при врезании инструмент был сухим (то есть, без какой-либо смазки) и работал при относительно высоких скоростях и температурах. Напротив, полотна ленточной пилы традиционно использовали при значительно более низких скоростях ленты и скоростях подачи, чем требуется при использовании AlTiN-покрытий. Кроме того, здравый смысл подсказывал, что для увеличения срока службы и/или для снижения износа полотна ленточные пилы должны работать при относительно низких скоростях ленты и/или скоростях подачи. Таким образом, при использовании традиционных полотен ленточной пилы обычно приходилось выбирать между более высокой производительностью (например, более высокими скоростями ленты и/или скоростями подачи) и более продолжительным сроком службы и/или снижением износа полотна. Соответственно, чем более продолжительный срок службы или ниже износ полотна, тем ниже производительность, и наоборот.
Таким образом, цель данного изобретения состоит в том, чтобы преодолеть один или более из указанных выше недостатков и/или отрицательных качеств устройств, известных из уровня техники.
Раскрытие изобретения
Один из аспектов данного изобретения состоит в том, чтобы создать полотно пилы, содержащее множество режущих зубьев, задающих направление резки, и повторяющуюся структуру зубьев, включающую в себя (1) первый зуб, содержащий первую проходящую в стороны верхнюю кромку (поверхность), имеющую первую ширину W1 и первую высоту H1, и первые боковые поверхности, проходящие вбок и вниз в противоположные стороны от первой верхней кромки под первым острым углом А1 к первой верхней кромке, (2) второй зуб, расположенный за первым зубом по направлению резки и содержащий вторую проходящую в стороны верхнюю кромку (поверхность), имеющую вторую ширину W2 и вторую высоту Н2, и вторые боковые поверхности, проходящие вбок и вниз в противоположные стороны от второй верхней кромки под вторым острым углом А2 ко второй верхней кромке, и (3) третий зуб, расположенный за первым и вторым зубьями по направлению резки и содержащий третью проходящую в стороны верхнюю кромку (поверхность), имеющую третью ширину W3 и третью высоту Н3, и третьи боковые поверхности, проходящие вбок и вниз в противоположные стороны от третьей верхней кромки под третьим острым углом A3 к третьей верхней кромке. Значение первой высоты H1 больше, чем, соответственно, значение второй высоты Н2 и значение третьей высоты Н3, значение первой ширины W1 меньше, чем, соответственно, значение второй ширины W2 и значение третьей ширины W3, и значение первого острого угла А1 больше, чем, соответственно, значение второго острого угла А2 и значение третьего острого угла A3.
В одном из вариантов выполнения данного изобретения значение первой высоты H1 больше, чем значение второй высоты Н2, и значение второй высоты Н2 больше, чем значение третьей высоты Н3. Также в одном из вариантов выполнения данного изобретения значение первого угла А1 больше, чем значение второго угла А2, и значение второго угла А2 больше, чем значение третьего угла A3. Также в одном из вариантов выполнения данного изобретения значение второй ширины W2 и значение третьей ширины W3 примерно равны.
Другой аспект данного изобретения состоит в том, чтобы разработать способ резки изделия, который включает в себя стадии, на которых (i) используют пилу, содержащую множество режущих зубьев, задающих направление резки, направление подачи, и повторяющуюся структуру зубьев, содержащую, по крайней мере, три зуба, при этом каждый зуб этой структуры содержит проходящую в стороны верхнюю кромку (поверхность), имеющую ширину и высоту, и боковые поверхности, проходящие вбок и вниз в противоположные стороны от верхней кромки под острым углом к ней, при этом высота первой верхней кромки первого зуба больше, чем высота верхних кромок зубьев в структуре, расположенных далее по направлению резки, ширина первой верхней кромки меньше, чем ширина последующих верхних кромок, и значение острого угла, под которым расположены боковые поверхности первого зуба, больше, чем значения острых углов, под которыми расположены боковые поверхности последующих зубьев, (ii) полотно пилы, находящееся в контакте с изделием, практически одновременно перемещают в направлении резки и в направлении подачи, (iii) с изделия снимают, по крайней мере, одну первую стружку посредством первой режущей поверхности, заданной первой верхней кромкой и примыкающими частями первых боковых поверхностей первого зуба, (iv) с изделия снимают, по крайней мере, две вторые стружки посредством двух вторых режущих поверхностей, заданных частями боковых поверхностей второго зуба, проходящими в стороны в направлении наружу от первой режущей поверхности первого зуба, (v) затем с изделия снимают, по крайней мере, две третьих стружки посредством двух третьих режущих поверхностей, заданных частями боковых поверхностей третьего зуба, проходящих в стороны в направлении наружу от вторых режущих поверхностей второго зуба, и (vi) повторяют выполнение стадий (iii)-(v) для каждой повторяющейся структуры зубьев, которую содержит полотно пилы.
В одном варианте выполнения данного изобретения изделие представляет собой металлическую заготовку, и полотно пилы представляет собой полотно ленточной пилы. Также в одном варианте выполнения данного изобретения способ дополнительно содержит стадии, на которых, по крайней мере, на режущих поверхностях зубьев используют покрытие из смешанного нитрида титана и алюминия (AlTiN), и первоначально полотно ленточной пилы работает без какой-либо смазки в течение заданного периода времени и/или до тех пор, пока поверхности, содержащие AlTiN-покрытие, не достигнут заданной температуры, и затем при резке к, по крайней мере, режущим поверхностям полотна пилы применяют жидкость для их смазки.
Одно из преимуществ предпочтительных в настоящее время вариантов выполнения полотен пилы по данному изобретению состоит в том, что их использование позволяет увеличить срок службы пилы и увеличивает ровность среза. Кроме того, применение предпочтительных в настоящее время вариантов выполнения полотен ленточной пилы по данному изобретению позволяет выполнять резку при значительно более высоких скоростях ленты и/или скоростях подачи по сравнению с теми, которые использовали при применении полотен ленточной пилы, известных из уровня техники, и/или позволяет значительно увеличить срок службы и/или снизить износ полотна при использовании более высоких скоростей ленты и/или скоростей подачи по сравнению с полотнами ленточной пилы, известными из уровня техники.
Другие признаки и преимущества данного изобретения станут более понятными после прочтения приведенного ниже подробного описания предпочтительных вариантов выполнения и изучения сопроводительных чертежей.
Краткое описание чертежей
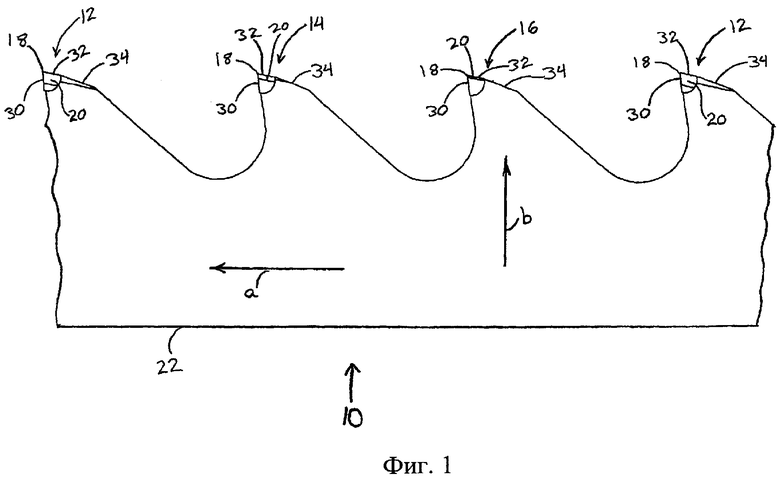
На Фиг.1 представлен вид сбоку части полотна ленточной пилы по данному изобретению,
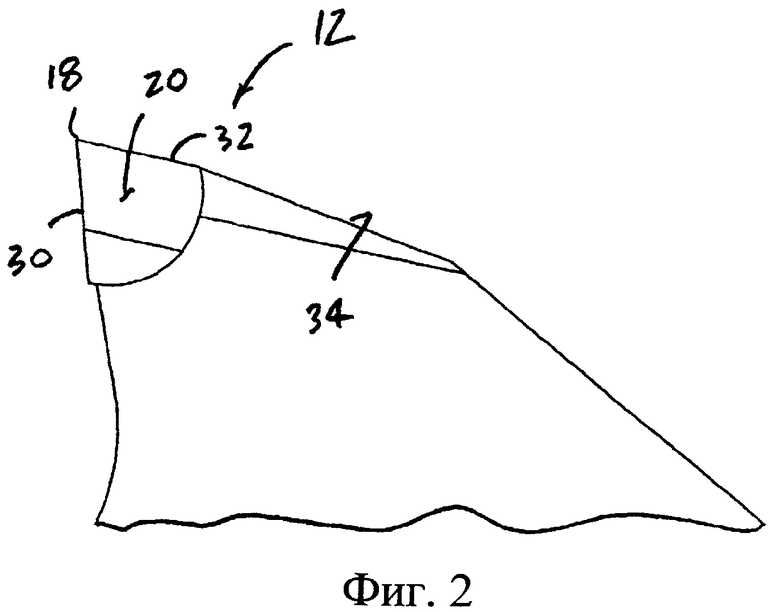
на Фиг.2 представлен вид сбоку первого зуба полотна ленточной пилы, изображенного на Фиг.1,
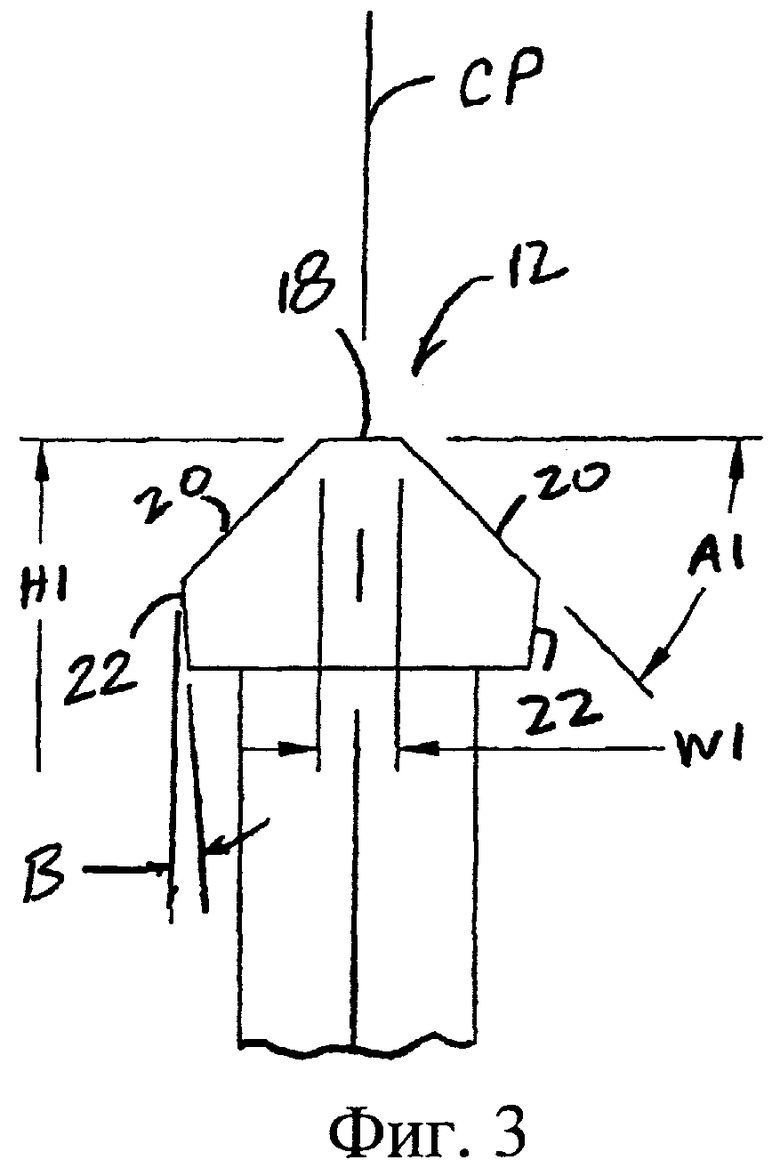
на Фиг.3 представлен вид спереди первого зуба, изображенного на Фиг.2,
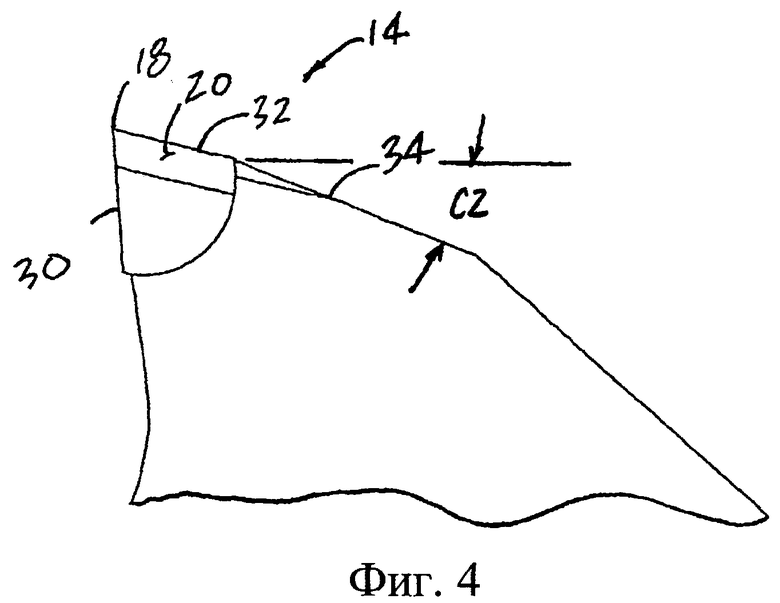
на Фиг.4 представлен вид сбоку второго зуба полотна ленточной пилы, изображенного на Фиг.1,
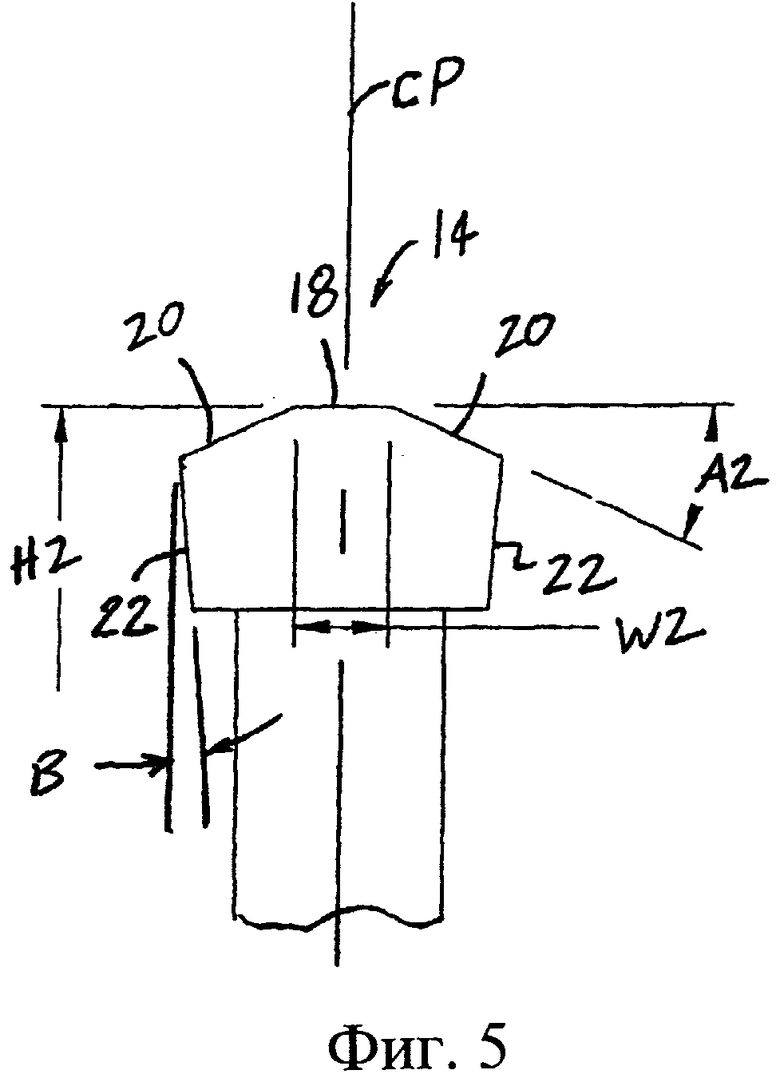
на Фиг.5 представлен вид спереди второго зуба, изображенного на Фиг.4,
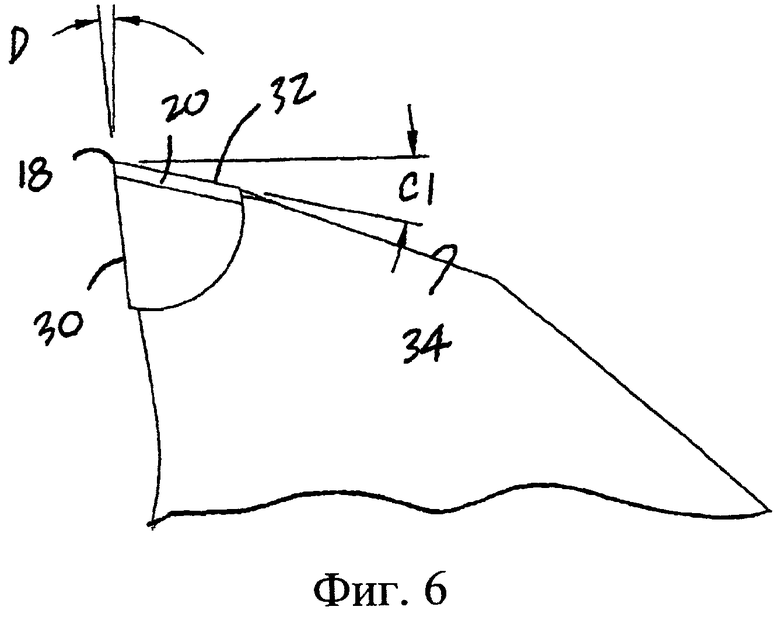
на Фиг.6 представлен вид сбоку третьего зуба полотна ленточной пилы, изображенного на Фиг.1,
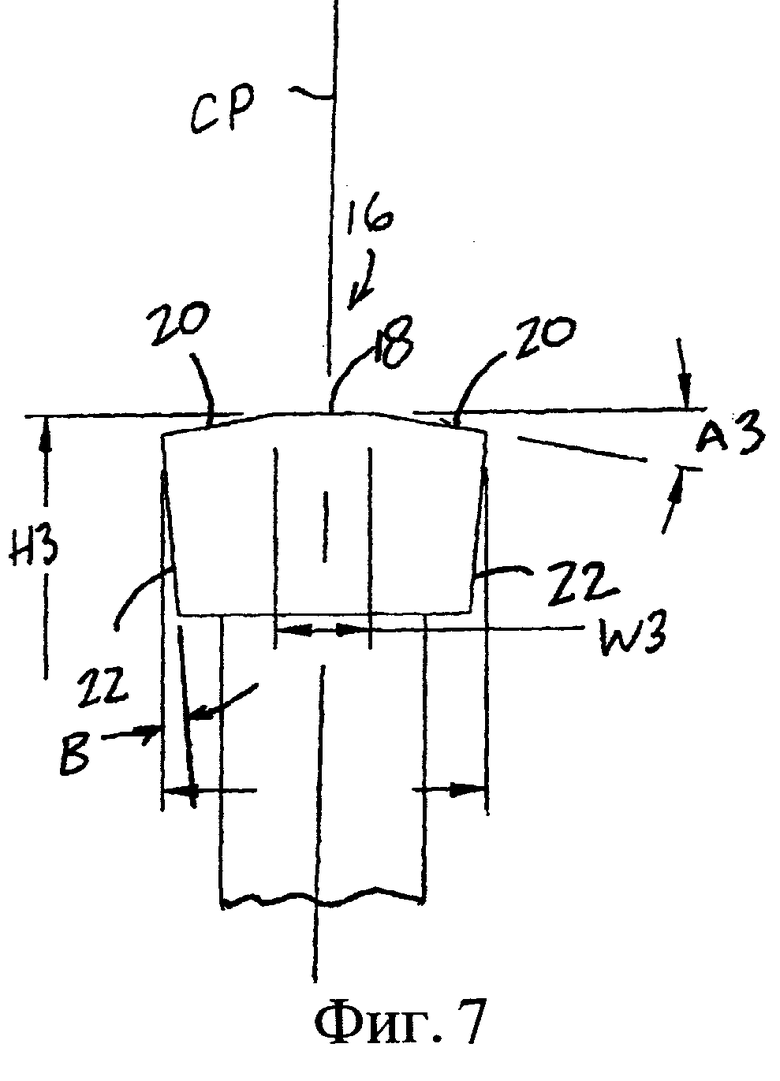
на Фиг.7 представлен вид спереди третьего зуба, изображенного на Фиг.6, и
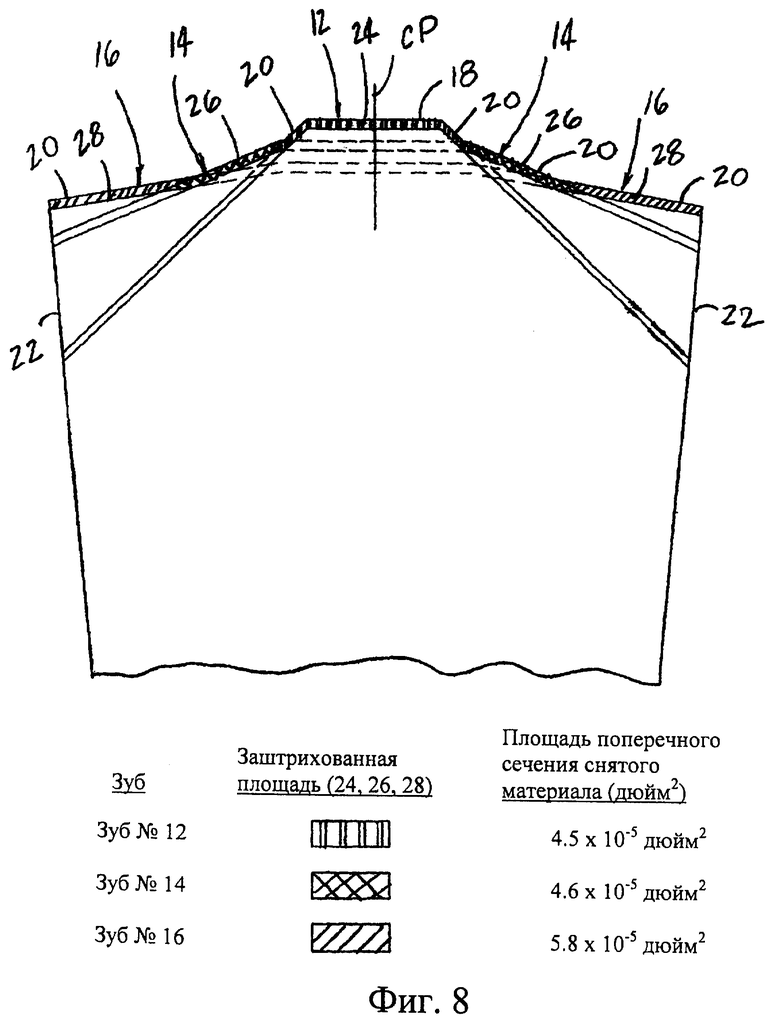
на Фиг.8 схематично представлен вид спереди первого, второго и третьего зубьев, изображенных на Фиг.1-7, при этом приведена приблизительная площадь поперечного сечения материала, снимаемого каждым зубом, и продемонстрирована сбалансированная (уравненная) нагрузка на зубья при резке.
Подробное описание предпочтительных вариантов выполнения
Показанное на Фиг.1 полотно ленточной пилы по данному изобретению обозначено в целом цифрой 10. Полотно ленточной пилы 10 задает направление резки, обозначенное стрелкой «а», и направление подачи, обозначенное стрелкой «b». Полотно ленточной пилы 10 содержит множество повторяющихся или периодических структур зубьев. В показанном варианте выполнения каждая структура образована повторяющейся группой, состоящей из трех последовательно расположенных зубьев, обозначенных цифрами 12, 14 и 16. Каждый зуб расположен на определенном расстоянии, определяющем соответствующий интервал или шаг пилы, который может быть измерен между вершинами соседних зубьев или, если требуется, между любыми другими соответствующими точками соседних зубьев. В предпочтительных в настоящее время вариантах выполнения данного изобретения повторяющаяся структура зубьев содержит от 3 до 7 зубьев. Однако, как понятно для среднего специалиста в данной области, повторяющиеся структуры могут иметь другое количество зубьев в зависимости от типа полотна пилы и/или от его применения. В показанном варианте выполнения данного изобретения полотно пилы представляет собой металлическое режущее полотно ленточной пилы, вершины зубьев которой выполнены из карбида, при этом каждый зуб в повторяющейся структуре выполнен неразведенным, и первый, второй и третий зубья повторяющейся структуры расположены последовательно один за другим по полотну пилы без каких-либо дополнительных или промежуточных зубьев между ними. Однако, как понятно для среднего специалиста в данной области, эти признаки приведены только в качестве примера и могут быть изменены при необходимости или если это требуется для конкретного применения.
Как показано на Фиг.2-7, каждый зуб полотна ленточной пилы 10 содержит вершину, образованную проходящей в стороны верхней кромкой 18, имеющей ширину («W») и высоту («Н»), первые боковые поверхности 20, проходящие вбок и вниз в противоположные стороны от верхней кромки под острым углом («А») к соответствующей верхней кромке 18 (или под наклоном относительно центральной плоскости «СР» соответствующего зуба и/или полотна), и вторые боковые поверхности 22, проходящие вниз от внешних краев соответствующих первых боковых поверхностей 20. В показанном варианте выполнения вторые боковые поверхности 22 направлены в сторону в направлении внутрь под острым углом («В») относительно центральной плоскости «СР» соответствующего зуба (или под наклоном относительно соответствующих верхних кромок 18).
В предпочтительных в настоящее время вариантах выполнения данного изобретения значение первой высоты H1 больше, чем значение второй высоты Н2, и значение второй высоты Н2 больше, чем значение третьей высоты Н3. Обычно высоту Н измеряют от нижнего края 22 полотна ленточной пилы 10 (Фиг.1), однако, как понятно для среднего специалиста в данной области, высоту Н можно измерить от любой из множества различных контрольных точек, которые известны или используются в настоящее время или которые станут известными или будут использоваться для этой цели в будущем. В показанном варианте выполнения значение высоты H1 приблизительно равно 2,643 дюйма, значение высоты Н2 приблизительно равно 2,639 дюйма и значение высоты Н3 приблизительно равно 2,635 дюйма. Однако, как понятно для среднего специалиста в данной области, эти размеры приведены только в качестве примера и могут быть изменены, если необходимо или если это требуется для конкретного применения. В соответствии с предпочтительными в настоящее время вариантами выполнения данного изобретения разность высот Н любой из трех верхних кромок 18 и любой из двух других верхних кромок 18 (или других верхних кромок в повторяющейся структуре, содержащей другое количество зубьев) приблизительно составляет от 0 до примерно 0,045 дюйма. Кроме того, высота Н зубьев в каждой повторяющейся структуре зубьев предпочтительно постепенно уменьшается от зуба к зубу в направлении, противоположном направлению резки «а» полотна пилы.
Как показано на Фиг.2-7, значение первого острого угла А1 больше, чем значение второго острого угла А2, а значение второго острого угла А2 больше, чем значение третьего острого угла A3. В предпочтительных в настоящее время вариантах выполнения данного изобретения значение каждого угла предпочтительно составляет от примерно 5° до примерно 50°. Более предпочтительно, значение первого острого угла А1 составляет от примерно 40° до примерно 50°, значение второго острого угла А2 составляет от примерно 20° до примерно 30° и значение третьего острого угла A3 составляет от примерно 5° до примерно 15°. В показанном варианте выполнения первый острый угол А1 равен примерно 45°, значение второго острого угла А2 составляет примерно 24° и третий острый угол A3 равен примерно 10°. Как понятно для среднего специалиста в данной области, такие значения углов приведены только в качестве примера и могут быть изменены, если необходимо или если это требуется для конкретного применения. Однако, независимо от количества зубьев в каждой повторяющейся структуре, значения острых углов, под которыми расположены первые боковые поверхности 20 зубьев, предпочтительно постепенно уменьшаются от зуба к зубу в направлении, противоположном направлению резки «а», или угол наклона, измеренный, например, относительно центральной плоскости СР, предпочтительно постепенно увеличивается от зуба к зубу в направлении, противоположном направлению резки «а».
В показанном варианте выполнения значение каждого острого угла «В» каждой второй боковой поверхности 22 предпочтительно составляет от примерно 3° до примерно 10°. В показанном варианте выполнения каждый острый угол В равен примерно 5°. Как понятно для среднего специалиста в данной области, такие значения углов приведены только в качестве примера и могут быть изменены, если необходимо или если это требуется для конкретного применения.
Как показано на Фиг.3, 5 и 7, ширина «W» верхних кромок 18 зубьев предпочтительно больше у тех зубьев, которые следуют за первым зубом 12 в повторяющейся структуре зубьев в направлении, противоположном направлению резки «а». В предпочтительных в настоящее время вариантах выполнения данного изобретения, в которых заданная структура зубьев содержит (n) зубьев, и полотно пилы задает заранее установленную ширину пропила, значение первой ширины W1 первой верхней кромки 18 меньше, чем приблизительно (1/(n+1)) заранее установленной ширины пропила, и каждое из значений ширины W2-Wn верхних кромок 18 других зубьев в структуре примерно равно или больше, чем (1/(n+1)) заранее установленной ширины пропила. Таким образом, в показанном варианте выполнения, в котором повторяющаяся структура содержит три зуба, значение первой ширины W1 первой верхней кромки 18 меньше, чем приблизительно 1/4 заранее установленной ширины пропила, и каждое из значений второй и третьей ширины W2 и W3 второй и третьей верхних кромок 18, соответственно, больше, чем приблизительно 1/4 заранее установленной ширины пропила. Таким образом, значение ширины W1 первого зуба 12 меньше, чем значение ширины W2 второго зуба 14 и значение третьей ширины W3 третьего зуба 16. В показанном варианте выполнения значение ширины W2 второго зуба 14 и значение ширины W3 третьего зуба 16 приблизительно равны. Кроме того, в показанном варианте выполнения значение ширины W1 первого зуба 12 приблизительно равно 0,021 дюйма, значение ширины W2 второго зуба 14 приблизительно равно 0,029 дюйма и значение ширины W3 третьего зуба 16 приблизительно равно 0,029 дюйма. Как понятно для среднего специалиста в данной области, эти значения приведены только в качестве примера и могут быть изменены, если необходимо или если это требуется для конкретного применения.
Одно из преимуществ показанных вариантов выполнения данного изобретения состоит в том, что полотна пилы содержат приспособления для создания режущих сил, которые направлены в сторону и внутрь в основном по направлению к центральной плоскости СР, что, в свою очередь, приводит к образованию практически ровного среза в изделии. В показанном варианте выполнения данного изобретения эти приспособления представлены в виде первых, вторых и третьих боковых поверхностей 20, которые, соответственно, расположены под острыми углами А1-А3 к первой, второй и третьей верхним кромкам 18 зубьев. Этот признак позволяет получить значительное преимущество, в частности, при резке изделий, имеющих относительно большой диаметр или ширину, для получения в основном ровного среза в изделии. Некоторые металлические режущие полотна ленточной пилы, известные из уровня техники, могут отклоняться из стороны в сторону при резке, особенно при резке изделий, имеющих относительно большой диаметр или ширину (например, при резке изделий с диаметром 20 дюймов и больше), что, в свою очередь, может привести к образованию не столь ровного среза, как требуется.
Другое преимущество показанных вариантов выполнения данного изобретения состоит в том, что полотна пилы содержат приспособления для балансировки (уравнивания) нагрузки, оказываемой при резке на разные зубья в повторяющейся структуре. В показанном варианте выполнения данного изобретения такие приспособления представлены в виде первой, второй и третьей верхних кромок 18, расположенных на высоте Н, которая постепенно уменьшается от зуба к зубу, и первой, второй и третьей боковых поверхностей 20, которые, соответственно, расположены под острым углом А к соответствующим верхним кромкам 18, при этом значение этого угла постепенно уменьшается от зуба к зубу.
Как показано на Фиг.8, первый зуб 12 задает первую площадь поперечного сечения 24 материала, снимаемого с изделия соответствующим зубом, второй зуб 14 задает вторую площадь поперечного сечения 26 материала, снимаемого с изделия соответствующим зубом, и третий зуб 16 задает третью площадь поперечного сечения 28 материала, снимаемого с изделия соответствующим зубом. Как показано на чертежах, каждый зуб снимает соответствующую стружку или стружки, и, соответственно, такой профиль зуба обеспечивает многослойную структуру стружки. Объем каждой стружки приблизительно равен соответствующей площади показанного поперечного сечения (24, 26 или 28), умноженной на длину стружки в направлении резки «а». Как показано в приведенной ниже таблице, в представленном варианте выполнения площадь(и) поперечного сечения материала, снятого каждым зубом, и, соответственно, нагрузка на зубья при резке в повторяющейся структуре зубьев, в основном сбалансированы (уравнены) относительно друг друга.
Значительным преимуществом сбалансированности нагрузки на зубья является то, что она способствует увеличению срока службы полотна пилы по сравнению с металлическими режущими полотнами ленточной пилы, известными из уровня техники. Другое преимущество состоит в том, что грани или первые боковые поверхности 20 выполняют значительную часть резки, особенно это относится ко второму и третьему зубьям (или другим зубьям, расположенным после первого зуба в повторяющейся структуре зубьев). Как было указано выше, такие поверхности создают режущие силы, направленные в сторону внутрь по направлению к центральной плоскости СР, что, в свою очередь, удерживает режущее полотно ровно, так, чтобы получить относительно ровный срез по сравнению со срезами, получаемыми при применении полотен ленточной пилы, известных из уровня техники.
В показанном варианте выполнения данного изобретения зубья предпочтительно имеют покрытие из смешанного нитрида титана и алюминия (AlTiN), которое обычно наносят посредством конденсации из газовой фазы. Одно из преимуществ использования покрытия такого типа состоит в том, что оно позволяет полотну ленточной пилы по данному изобретению работать при более высоких скоростях и температурах, чем те, при которых работают полотна ленточной пилы, известные из уровня техники, позволяя, таким образом, значительно увеличить производительность (увеличить как скорость ленты, так и скорость подачи) по сравнению с предшествующим уровнем техники. Полотно, имеющее AlTiN-покрытие, сначала в течение определенного периода времени заставляют работать сухим (то есть без какой-либо смазки) для достижения пилой заданной температуры, достаточной для получения оптимальных эксплуатационных качеств покрытия. В одном варианте выполнения данного изобретения полотно ленточной пилы заставляют работать сухим около 120 секунд до тех пор, пока оно не достигнет температуры около 800°С. Затем полотно смазывают обычным способом, например посредством распыления воды, масла или другой смазки и/или вслед за тем смазочно-охлаждающим средством при резке изделия. В других вариантах выполнения данного изобретения время работы без смазки составляет от примерно 1 до примерно 3 минут, и значение заданной температуры находится в диапазоне от примерно 750 до примерно 850°С. Кроме того, в одном варианте выполнения данного изобретения полотна ленточной пилы по данному изобретению, имеющие AlTiN-покрытие, использовали для резки стальных брусков (тип 1073, выполнены из стандартной стали), имеющих диаметр около 19,5 дюймов и площадь поперечного сечения около 298,65 квадратных дюйма. Скорость ленты составляла около 190 футов в минуту (SFM), скорость подачи составляла около 3,35 дюймов в минуту (IPM) или около 2,5 дюймов в минуту, площадь материала, снимаемого за минуту, составляла около 33,18 квадратных дюймов, время резки составляло либо около 6 минут, либо около 8 минут в зависимости от скорости подачи, и общая площадь каждого среза составила около 298,65 квадратных дюймов, как указано выше. Для подвергнутых испытаниям полотен ленточных пил по данному изобретению, имеющих AlTiN-покрытие, были получены следующие значения: в среднем с применением одной пилы было выполнено около 36 срезов или в целом было срезано около 10651,85 квадратных дюймов изделия. Полотна ленточной пилы, известные из уровня техники, работающие при тех же скоростях ленты и скоростях подачи с изделиями такого же типа, имеют значительно более короткий срок службы. Например, с использованием одного полотна ленточной пилы, известного из уровня техники, было в среднем выполнено около 13 срезов или в целом было срезано около 3882,45 квадратных дюймов материала, а с использованием полотна ленточной пилы другой конфигурации, известного из уровня техники, было выполнено в среднем около 16 срезов или в целом было срезано около 4778,4 квадратных дюймов материала. Полотна считали вышедшими из строя в тех случаях, когда процесс резки ими изделия занимал слишком много времени (например, около 20 минут или более), или когда при их использовании не удавалось получить ровный срез (т.е. при наличии изогнутого среза). Таким образом, полотна ленточной пилы по данному изобретению, имеющие покрытие, обладают значительно улучшенными характеристиками (по отношению к скорости ленты и скорости подачи) и имеют значительно более продолжительный срок службы по сравнению с полотнами ленточной пилы, известными из уровня техники. Как понятно для среднего специалиста в данной области, значения временных периодов, температур, скоростей подачи и скоростей ленты приведены только в качестве примера и могут быть изменены, если необходимо или если это требуется в отношении конкретного покрытия или конкретного применения полотна пилы.
Как показано на Фиг.2, 4 и 6, каждый зуб также содержит переднюю поверхность 30, расположенную по одну сторону от вершины (кромки) 18, и первую заднюю поверхность 32, расположенную по другую сторону от вершины и образующую с нижним краем 22 полотна первый острый задний угол «С1» (Фиг.6). Вторая задняя поверхность 34 расположена с другой стороны первой задней поверхности 32, чем та, где находится вершина 18, и вторая задняя поверхность 34 образует с нижним краем 22 полотна второй острый задний угол «С2», значение которого больше, чем значение первого острого заднего угла (Фиг.4). Если необходимо, со стороны второй задней поверхности 34, противоположной той, где расположена первая задняя поверхность 32, может быть образована третья задняя поверхность, и она может образовывать с нижним краем 22 полотна третий острый угол, значение которого больше, чем значение первого и второго задних углов.
Значение первого заднего угла С1, образованного с нижним краем 22 полотна, находится в диапазоне от примерно 1° до примерно 40°, и значение второго острого заднего угла С2, образованного с нижним краем 22 полотна, находится в диапазоне от примерно 1° до примерно 40°. В показанном варианте выполнения первый острый задний угол С1 равен приблизительно 12° и второй острый задний угол С2 равен приблизительно 20°. Как показано на Фиг.6, каждая передняя поверхность 30 расположена под острым углом «D» к вертикальной плоскости (или к перпендикуляру, проведенному к нижнему краю 22 или к плоскости, проходящей между вершинами двух неразведенных зубьев одинаковой высоты). Значение переднего угла D составляет приблизительно от -5° до 20°. В показанном варианте выполнения передний угол D равен приблизительно 6°. Однако, для специалиста в данной области очевидно, что при необходимости значения этих углов могут быть скорректированы в соответствии с определенным типом полотна пилы или его применением. Кроме того, нижний край 22 полотен ленточной пилы по данному изобретению может быть ступенчатым или может иметь участки поверхности неправильной формы, как описано, например, в патенте США №4,423,653, текст которого приведен в качестве ссылки как часть данного описания. В таких случаях углы к нижнему краю могут быть отложены относительно горизонтальных или плоских участков таких модифицированных нижних краев или могут быть заданы, например, относительно плоскости, проходящей между вершинами неразведенных зубьев.
В некоторых вариантах выполнения данного изобретения, содержащих повторяющиеся структуры с большим количеством зубьев (например структуры, содержащие более 5 зубьев), отношение шага к суммарному интервалу в пределах каждой структуры может увеличиваться при переходе от одного зуба к последующему в направлении, противоположном направлению резки «а» полотна пилы, с тем, чтобы дополнительно сбалансировать (уровнять) нагрузку, оказываемую стружкой на зубья полотна пилы, как это описано в патенте США №6,276,248, озаглавленном «Полотно ленточной пилы, характеризующееся пониженным шумом и равномерной нагрузкой на зубья» («Band Saw Blade Having Reduced Noise And Uniform Tooth Loading Characteristics»), права на который переданы правопреемнику по данному изобретению, указание на патент приведено в качестве ссылки.
Как понятно для среднего специалиста в данной области, в зависимости от определенных конструкционных критериев или других требуемых свойств полотен пилы, не выходя за рамки данного изобретения, могут быть использованы любые другие значения различных размеров, шагов, суммарных интервалов и других величин. Например, глубина впадины каждого зуба может быть прямо пропорциональна величине суммарного интервала между этим зубом и ближайшим предшествующим зубом этой же структуры, как описано в патенте США №6,003,422, ссылка на который приведена как часть данного описания. Также может быть использована любая из множества различных форм зубьев, в том числе одна или большее количество форм зубьев или другие конфигурации, описанные в патенте США №6,167,792, права на который переданы правопреемнику по данному изобретению, указание на патент приведено в качестве ссылки как часть данного описания.
Кроме того, при необходимости каждый зуб может иметь другой шаг, чем множество других зубьев в пределах соответствующей повторяющейся структуры. Одним из преимуществ данного признака является то, что при резке каждый зуб, входящий или выходящий из изделия, создает иную частоту возбуждения, чем любой другой зуб, одновременно входящий или выходящий из изделия, или чем другие зубья, последовательно входящие или выходящие из изделия, что приводит, таким образом, к уменьшению шума и вибрации в процессе резки и облегчает управление пилой. Частота возбуждения («f») для каждого зуба может быть вычислена исходя из скорости ленты («BS») и шага («Р») согласно следующему уравнению: f=BS/5P, где f представлено в размерности циклы/сек, BS - футы/мин, а Р - в дюймах. Таким образом, вследствие того, что шаг каждого зуба отличается от шага других зубьев в структуре, каждый зуб при резке изделия создает иную частоту возбуждения. Следовательно, каждый зуб, входящий и выходящий из изделия в процессе резки, как правило, создает частоту возбуждения, отличающуюся от частоты возбуждения любого другого зуба, одновременно входящего в изделие или выходящего из него, и/или последовательно входящего в обрабатываемое изделие или выходящего из него.
Как понятно для среднего специалиста в данной области, не выходя за рамки изобретения, как они определены в пунктах формулы изобретения, в описанных выше и в других вариантах выполнения данного изобретения могут быть выполнены многочисленные изменения и модификации. Например, несмотря на то, что вершины зубьев выполнены из карбида, такие зубья могут иметь любую другую конструкцию, которая известна в настоящее время или которая станет известной в будущем, в том числе биметаллическую или другую конструкцию. Сходным образом, несмотря на то, что зубья в каждой повторяющейся структуре выполнены неразведенными, один или большее количество зубьев могут быть разведены. Кроме того, повторяющаяся структура может содержать любое требуемое количество зубьев (например, по крайней мере, два зуба и любое реально возможное количество зубьев, превышающее два), полотно пилы может содержать более одной повторяющейся структуры, или между повторяющимися структурами или среди зубьев повторяющейся структуры могут быть расположены дополнительные зубья. Кроме того, несмотря на то, что высота зубьев полотен ленточной пилы, показанных выше, постепенно уменьшается в направлении, противоположном направлению резки, структура может быть выполнена и так, чтобы такая высота не изменялась бы указанным образом. Кроме того, полотна ленточной пилы по данному изобретению могут иметь любые различные покрытия, которые известны в настоящее время или которые станут известными в будущем, например покрытие из нитрида титана (TiN), или полотна пилы могут вообще не иметь покрытия. Таким образом, данное подробное описание предпочтительных вариантов выполнения приведено в качестве примера, не ограничивающего рамки изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Зуб полотна ленточной пилы по металлу | 2024 |
|
RU2834794C1 |
| Пильное полотно для ножовки по металлу | 2024 |
|
RU2834518C1 |
| ПИЛЬНОЕ ПОЛОТНО ДЛЯ ПИЛЕНИЯ ПОЛЫХ ФОРМОВАННЫХ ПРОФИЛЕЙ | 2012 |
|
RU2580260C2 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ЗУБЬЕВ ПИЛЫ (ВАРИАНТЫ) | 2005 |
|
RU2312744C2 |
| Полотно пилы по металлу | 2024 |
|
RU2834793C1 |
| НОЖОВОЧНОЕ ПОЛОТНО | 2001 |
|
RU2248261C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ИМЕЮЩЕЙ КАНАВКУ РЕЖУЩЕЙ КРОМКОЙ | 2003 |
|
RU2319607C2 |
| Полотно ленточной пилы по металлу | 2024 |
|
RU2828893C1 |
| НОЖОВОЧНОЕ ПОЛОТНО | 1994 |
|
RU2071879C1 |
| Полотно ленточной пилы по металлу с абразивом | 2024 |
|
RU2828896C1 |
Изобретение относится к полотнам ленточных пил. Полотно пилы содержит множество режущих зубьев, задающих направление резки, и повторяющуюся структуру зубьев, содержащую от 3 до 7 зубьев. Каждый зуб содержит проходящую в стороны верхнюю кромку, имеющую ширину и высоту, измеренную от нижнего края полотна, и боковые поверхности, проходящие вбок и вниз в противоположные стороны от верхней кромки под первым острым углом к ней. Высота зубьев и значение острого угла боковых поверхностей зубьев, расположенных за первым зубом, постепенно уменьшается в направлении резки, а ширина верхних кромок этих зубьев больше, чем ширина верхней кромки соответствующего первого зуба. Изобретение повышает качество пиления и увеличивает срок службы пилы. 5 н. и 40 з.п. ф-лы, 8 ил.
1. Полотно пилы, содержащее множество режущих зубьев, задающих направление резки, и повторяющуюся структуру зубьев, включающую (1) первый зуб, содержащий первую проходящую в стороны верхнюю кромку, имеющую первую ширину и первую высоту, и первые боковые поверхности, проходящие вбок и вниз в противоположные стороны от первой верхней кромки под первым острым углом к первой верхней кромке, (2) второй зуб, расположенный за первым зубом по направлению резки и содержащий вторую проходящую в стороны верхнюю кромку, имеющую вторую ширину и вторую высоту, и вторые боковые поверхности, проходящие вбок и вниз в противоположные стороны от второй верхней кромки под вторым острым углом ко второй верхней кромке, и (3) третий зуб, расположенный за первым и вторым зубьями по направлению резки и содержащий третью проходящую в стороны верхнюю кромку, имеющую третью ширину и третью высоту, и третьи боковые поверхности, проходящие вбок и вниз в противоположные стороны от третьей верхней кромки под третьим острым углом к третьей верхней кромке, при этом значение первой высоты больше, чем значения второй и третьей высот, значение первой ширины меньше, чем значения второй ширины и третьей ширины, и значение первого острого угла больше, чем значения второго и третьего острых углов.
2. Полотно пилы по п.1, отличающееся тем, что значение первой высоты больше, чем значение второй высоты, и значение второй высоты больше, чем значение третьей высоты.
3. Полотно пилы по п.2, отличающееся тем, что значение первого угла больше, чем значение второго угла, и значение второго угла больше, чем значение третьего угла.
4. Полотно пилы по п.3, отличающееся тем, что значение второй ширины и значение третьей ширины приблизительно равны.
5. Полотно пилы по п.1, отличающееся тем, что полотно пилы представляет собой полотно ленточной пилы.
6. Полотно пилы по п.1, отличающееся тем, что вершины зубьев выполнены из карбида.
7. Полотно пилы по п.1, отличающееся тем, что повторяющаяся структура зубьев содержит от 3 до 7 зубьев.
8. Полотно пилы по п.1, отличающееся тем, что каждый зуб, по крайней мере, на верхних кромках и на соответствующих боковых поверхностях имеет покрытие из смешанного нитрида титана и алюминия.
9. Полотно пилы по п.8, отличающееся тем, что покрытие из смешанного нитрида титана и алюминия нанесено посредством конденсации из газовой фазы.
10. Полотно пилы по п.1, отличающееся тем, что первый, второй и третий зубья расположены один за другим по полотну пилы без каких-либо дополнительных зубьев между ними.
11. Полотно пилы по п.1, отличающееся тем, что значение каждого из первого, второго и третьего острых углов составляет от примерно 5 до примерно 50°.
12. Полотно пилы по п.11, отличающееся тем, что значение первого угла составляет примерно 45°.
13. Полотно пилы по п.11, отличающееся тем, что значение второго угла составляет от примерно 20 до примерно 30°.
14. Полотно пилы по п.11, отличающееся тем, что значение третьего угла составляет от примерно 5 до примерно 15°.
15. Полотно пилы по п.1, отличающееся тем, что первый, второй и третий зубья выполнены неразведенными.
16. Полотно пилы по п.15, отличающееся тем, что каждый зуб в повторяющейся структуре выполнен неразведенным.
17. Полотно пилы по п.1, отличающееся тем, что разность высот любой из трех верхних кромок и любой из двух других верхних кромок приблизительно составляет от 0 до 0,045 дюйма.
18. Полотно пилы по п.17, отличающееся тем, что высота каждой верхней кромки измерена от нижнего края полотна пилы.
19. Полотно пилы по п.1, отличающееся тем, что высота зубьев в повторяющейся структуре зубьев постепенно уменьшается в направлении, противоположном направлению резки полотна пилы.
20. Полотно пилы по п.1, отличающееся тем, что повторяющаяся структура зубьев содержит три зуба, полотно пилы задает заранее установленную ширину пропила, значение первой ширины первой верхней кромки меньше, чем приблизительно 1/4 заранее установленной ширины пропила, и значения второй и третьей ширины, соответственно, второй и третьей верхних кромок больше, чем приблизительно 1/4 заранее установленной ширины пропила.
21. Полотно пилы по п.1, отличающееся тем, что заданная структура зубьев содержит (n) зубьев, и полотно пилы задает заранее установленную ширину пропила, значение первой ширины первой верхней кромки меньше, чем приблизительно (1/(n+1)) заранее установленной ширины пропила, и каждое из значений ширины верхних кромок других зубьев в структуре примерно равно или больше, чем (1/(n+1)) заранее установленной ширины пропила.
22. Полотно пилы по п.5, отличающееся тем, что полотно пилы представляет собой металлическое режущее полотно ленточной пилы.
23. Полотно пилы, содержащее множество режущих зубьев, задающих центральную плоскость, направление резки, и повторяющуюся структуру зубьев, включающую (1) первый зуб, содержащий первую проходящую в стороны верхнюю кромку, имеющую первую ширину и первую высоту, и первые боковые поверхности, проходящие вбок и вниз в противоположные стороны от первой верхней кромки, (2) второй зуб, расположенный за первым зубом по направлению резки и содержащий вторую проходящую в стороны верхнюю кромку, имеющую вторую ширину и вторую высоту, и вторые боковые поверхности, проходящие вбок и вниз в противоположные стороны от второй верхней кромки, и (3) третий зуб, расположенный за первым и вторым зубьями по направлению резки и содержащий третью проходящую в стороны верхнюю кромку, имеющую третью ширину и третью высоту, и третьи боковые поверхности, проходящие вбок и вниз в противоположные стороны от третьей верхней кромки, и первые приспособления для создания режущих сил, которые направлены в сторону и внутрь в основном по направлению к центральной плоскости, что приводит к образованию практически ровного среза в изделии.
24. Полотно пилы по п.23, отличающееся тем, что первые приспособления включают первые, вторые и третьи боковые поверхности, которые, соответственно, расположены под острыми углами к первой, второй и третьей верхним кромкам зубьев.
25. Полотно пилы по п.24, отличающееся тем, что каждая из первых боковых поверхностей расположена под первым острым углом к первой верхней кромке, каждая из вторых боковых поверхностей расположена под вторым острым углом ко второй верхней кромке, и каждая из третьих боковых поверхностей расположена под третьим острым углом к третьей верхней кромке.
26. Полотно пилы по п.25, отличающееся тем, что значение первого угла больше, чем значение второго угла, и значение второго угла больше, чем значение третьего угла.
27. Полотно пилы по п.23, отличающееся тем, что значение первой высоты больше, чем значение второй высоты, и значение второй высоты больше, чем значение третьей высоты.
28. Полотно пилы по п.23, отличающееся тем, что значение второй ширины и значение третьей ширины приблизительно равны.
29. Полотно пилы, содержащее множество режущих зубьев, задающих центральную плоскость, направление резки, и повторяющуюся структуру зубьев, включающую (1) первый зуб, содержащий первую проходящую в стороны верхнюю кромку, имеющую первую ширину и первую высоту, и первые боковые поверхности, проходящие вбок и вниз в противоположные стороны от первой верхней кромки, (2) второй зуб, расположенный за первым зубом по направлению резки и содержащий вторую проходящую в стороны верхнюю кромку, имеющую вторую ширину и вторую высоту, и вторые боковые поверхности, проходящие вбок и вниз в противоположные стороны от второй верхней кромки, и (3) третий зуб, расположенный за первым и вторым зубьями по направлению резки и содержащий третью проходящую в стороны верхнюю кромку, имеющую третью ширину и третью высоту, и третьи боковые поверхности, проходящие вбок и вниз в противоположные стороны от третьей верхней кромки, и первые приспособления для создания режущих сил, которые направлены в сторону и внутрь в основном по направлению к центральной плоскости, что приводит к образованию практически ровного среза в изделии, и вторые приспособления для уравнивания нагрузки, оказываемой на разные зубья в повторяющейся структуре при резке.
30. Полотно пилы по п.29, отличающееся тем, что первые приспособления включают первые, вторые и третьи боковые поверхности, которые расположены под острыми углами, соответственно, к первой, второй и третьей верхним кромкам.
31. Полотно пилы по п.29, отличающееся тем, что вторые приспособления включают первую, вторую и третью верхние кромки, расположенные на высоте, значение которой постепенно уменьшается от зуба к зубу, и первые, вторые и третьи боковые поверхности, которые расположены под острыми углами к соответствующим верхним кромкам, при этом значение такого угла для последующих зубьев постепенно уменьшается.
32. Полотно пилы для резки изделия, содержащее множество режущих зубьев, задающих направление резки, и повторяющуюся структуру зубьев, включающую (1) первый зуб, содержащий первую проходящую в стороны верхнюю кромку, имеющую первую ширину и первую высоту, и первые боковые поверхности, проходящие вбок и вниз в противоположные стороны от первой верхней кромки под первым острым углом к первой верхней кромке, при этом первая верхняя кромка и примыкающие части первых боковых поверхностей задают первую режущую поверхность для снятия с изделия первых стружек, (2) второй зуб, расположенный за первым зубом по направлению резки и содержащий вторую проходящую в стороны верхнюю кромку, имеющую вторую ширину и вторую высоту, значение которой меньше, чем значение первой высоты, и вторые боковые поверхности, проходящие вбок и вниз в противоположные стороны от второй верхней кромки под вторым острым углом ко второй верхней кромке, причем значение второго острого угла меньше, чем значение первого острого угла, при этом части вторых боковых поверхностей, проходящие в стороны в направлении наружу от первой режущей поверхности, задают вторые режущие поверхности для снятия с изделия вторых стружек, и (3) третий зуб, расположенный за первым и вторым зубьями по направлению резки и содержащий третью проходящую в стороны верхнюю кромку, имеющую третью ширину и третью высоту, значение которой меньше, чем значение первой высоты, и третьи боковые поверхности, проходящие вбок и вниз в противоположные стороны от третьей верхней кромки под третьим острым углом к третьей верхней кромке, причем значение третьего острого угла меньше, чем значение первого острого угла, при этом части третьих боковых поверхностей, проходящие в стороны в направлении наружу от вторых режущих поверхностей, задают третьи режущие поверхности для снятия с изделия третьих стружек.
33. Полотно пилы по п.32, отличающееся тем, что значение первой ширины меньше, чем значение второй ширины и значение третьей ширины.
34. Полотно пилы по п.32, отличающееся тем, что значение первой высоты больше, чем значение второй высоты, и значение второй высоты больше, чем значение третьей высоты.
35. Полотно пилы по п.32, отличающееся тем, что значение первого угла больше, чем значение второго угла, и значение второго угла больше, чем значение третьего угла.
36. Полотно пилы по п.33, отличающееся тем, что значение второй ширины и значение третьей ширины приблизительно равны.
37. Способ резки изделия, который включает стадии, на которых (i) используют пилу, содержащую множество режущих зубьев, задающих направление резки, направление подачи, и повторяющуюся структуру зубьев, содержащую, по крайней мере, три зуба, при этом каждый зуб этой структуры содержит проходящую в стороны верхнюю кромку, имеющую ширину и высоту, и боковые поверхности, проходящие вбок и вниз в противоположные стороны от верхней кромки под острым углом к ней, при этом высота первой верхней кромки первого зуба больше, чем высота верхних кромок зубьев, расположенных в структуре далее по направлению резки, ширина первой верхней кромки меньше, чем ширина последующих верхних кромок, и значение острого угла, под которым расположены боковые поверхности первого зуба, больше, чем значения острых углов, под которыми расположены боковые поверхности последующих зубьев, (ii) полотно пилы, находящееся в контакте с изделием, практически одновременно перемещают в направлении резки и в направлении подачи, (iii) с изделия снимают, по крайней мере, одну первую стружку посредством первой режущей поверхности, заданной первой верхней кромкой и примыкающими частями первых боковых поверхностей первого зуба, (iv) с изделия снимают, по крайней мере, две вторые стружки посредством двух вторых режущих поверхностей, заданных частями боковых поверхностей второго зуба, проходящими в стороны в направлении наружу от первой режущей поверхности первого зуба, (v) затем с изделия снимают, по крайней мере, две третьих стружки посредством двух третьих режущих поверхностей, заданных частями боковых поверхностей третьего зуба, проходящих в стороны в направлении наружу от вторых режущих поверхностей второго зуба, и (vi) повторяют выполнение стадий (iii)-(v) для каждой повторяющейся структуры зубьев, которую содержит полотно пилы.
38. Способ по п.37, отличающийся тем, что изделие представляет собой металлическую заготовку, и полотно пилы представляет собой полотно ленточной пилы.
39. Способ по п.38, отличающийся тем, что дополнительно содержит стадии, на которых, по крайней мере, на режущих поверхностях зубьев используют покрытие из смешанного нитрида титана и алюминия (AlTiN), и первоначально полотно ленточной пилы работает без какой-либо смазки в течение заданного периода времени и/или до тех пор, пока поверхности, содержащие AlTiN-покрытие, не достигнут заданной температуры, и затем при резке к, по крайней мере, режущим поверхностям полотна пилы применяют жидкость для их смазки.
40. Способ по п.39, отличающийся тем, что заданный период времени составляет от примерно 1 до примерно 3 мин.
41. Способ по п.39, отличающийся тем, что значение заданной температуры находится в диапазоне от примерно 750 до примерно 850°С.
42. Способ по п.39, отличающийся тем, что скорость ленты составляет, по крайней мере, приблизительно 150 футов в минуту (SFM).
43. Способ по п.42, отличающийся тем, что скорость ленты составляет от примерно 150 до примерно 250 футов в минуту (SFM).
44. Способ по п.39, отличающийся тем, что скорость подачи составляет, по крайней мере, приблизительно 2 дюйма в минуту (IPM).
45. Способ по п.44, отличающийся тем, что скорость подачи составляет от примерно 2 до примерно 4 дюймов в минуту (IPM).
| US 6276249 B1, 21.08.2001 | |||
| УСТРОЙСТВО для ПРОДОЛЬНОГО РЕЗАНИЯ ДРЕВЕСИНЫ | 0 |
|
SU358148A1 |
| Пила для чистового резания древесины | 1980 |
|
SU958086A1 |
| Режущий инструмент | 1975 |
|
SU599983A1 |
| US 6443674 В1, 03.09.2002. | |||

