Область техники, к которой относится изобретение
Изобретение относится к ножовочному полотну, например, для ленточной пилы, ножовочного станка, дисковой пилы и аналогичных устройств, используемых в качестве инструментов для разрезания материала (заготовки).
Предшествующий уровень техники
Ленточно-отрезной станок обычно используют в качестве устройства для разрезания крупной металлической заготовки. Чтобы уменьшить вибрации или шумы, в ножовочном полотне, используемом в ленточно-отрезном станке, реализуют разнообразные схемы развода, например схему с одним зубом, разведенным вправо, одним зубом, разведенным влево, и одним зубом без развода, схему волнообразного развода и схему прямоугольного развода, а шаг между зубьями делают неравномерным. Чтобы справиться с трудностями, возникающими при обработке на станке такого материала, как нержавеющая сталь, разработано ножовочное полотно, в котором высота большого количества зубьев ножовочного полотна выполнена переменной или выполнена переменной степень развода большого количества разведенных зубьев.
Для удовлетворения запросов промышленности разработаны разнообразные ножовочные полотна, например ножовочное полотно, в котором углы вершин зубьев пилы изменяются различным образом, в котором обратная поверхность ножовочного полотна выполнена волнистой или в котором кривые линии, соединяющие вершины зубьев ножовочного полотна, выполнены волнистыми.
Что касается ленточно-отрезного станка для разрезания металлической заготовки, то, например, также разработаны разнообразные ленточно-отрезные станки и соответствующие способы осуществления процессов резания. Например, способы резания на ленточно-отрезных станках приближенно подразделяются на два вида, а именно, относящиеся (1) к случаю, когда скорость резания является постоянной независимо от длины резания заготовки, и (2) к случаю, когда скорость резания изменяется в соответствии с длиной резания заготовки.
Способы (2), в которых скорость резания изменяется в соответствии с длиной резания заготовки, могут быть дополнительно подразделены на:
(2-1) способ с регулированием противодавления, создающегося в цилиндре, в том случае, когда используют гидравлический цилиндр,
(2-2) способ с регулированием скорости потока в соответствии с сопротивлением резанию, в том случае, когда используют гидравлический цилиндр,
(2-3) способ числового программного управления, в котором форма заготовки является заранее известной входной величиной, при этом длину резания заготовки рассчитывают в каждый момент времени, а скорость резания изменяют,
(2-4) способ числового программного управления, в котором измеряют сопротивление резанию, а скорость резания изменяют в соответствии с сопротивлением резанию,
(2-5) способ, в котором массу крепежной рамы, в которой установлено ножовочное полотно, механически регулируют и ограничивают, а заготовку разрезают в режиме свободного опускания ножовочного полотна.
Традиционно широко используют ленточно-отрезной станок, выполненный в виде небольшой и недорогой переносной ленточной пилы. Обычно небольшая переносная ленточная пила и ленточная пила поперечного типа являются пилами шарнирного типа, в которых крепежная рама ножовочного полотна качается в вертикальном направлении так, что описывает дугу, и в них часто используют способ (2-5). Далее в этом описании такой ленточно-отрезной станок будет называться “пильным станком небольшой нагрузки”.
Имеющиеся в широкой продаже пильные станки небольшой нагрузки пригодны для разрезания относительно небольших заготовок при осуществлении процесса резания на площадке для сооружения стальной конструкции. Хотя образцы таких заготовок ограничены небольшими объектами, но виды образцов заготовок весьма разнообразны, и поэтому осуществляют процессы резания таких заготовок, как стальные объекты различной формы, трубы и сплошные материалы небольшого диаметра.
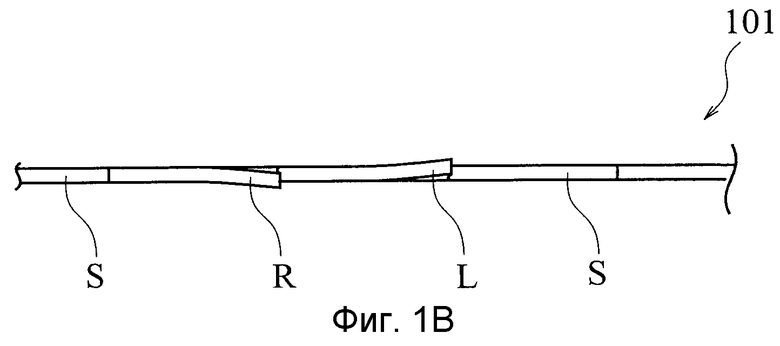
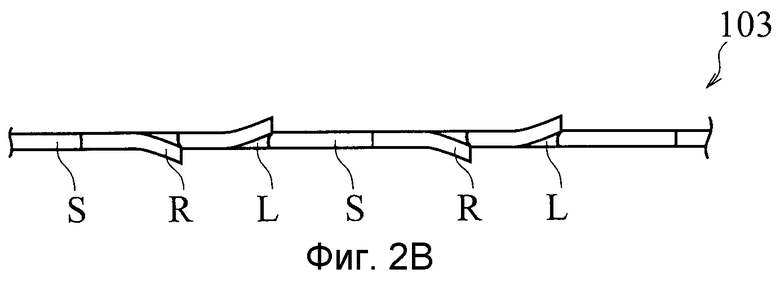
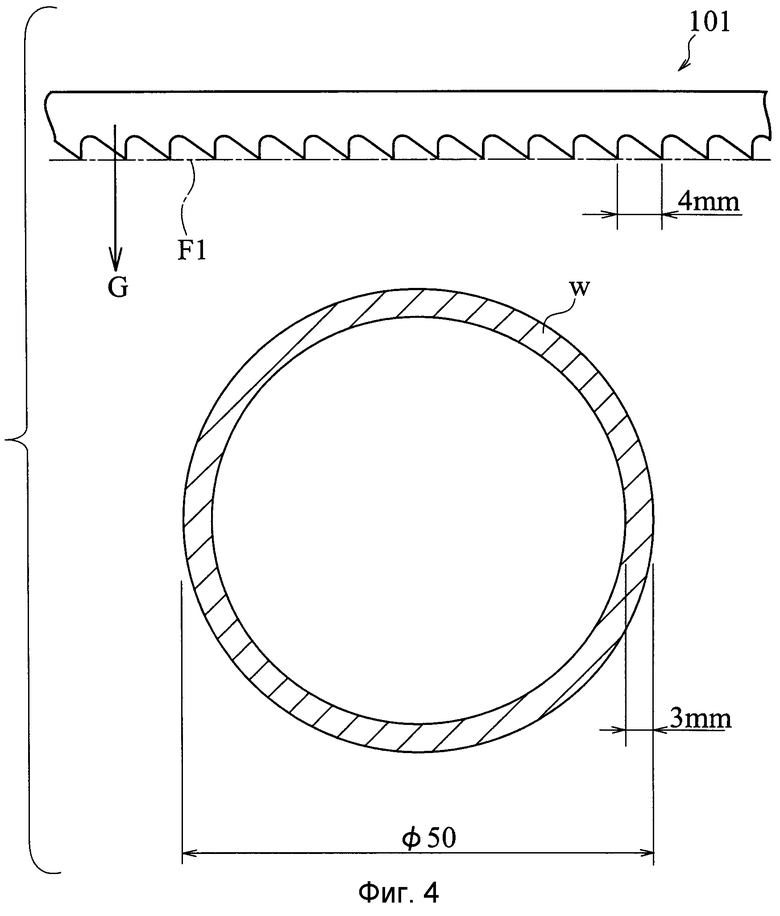
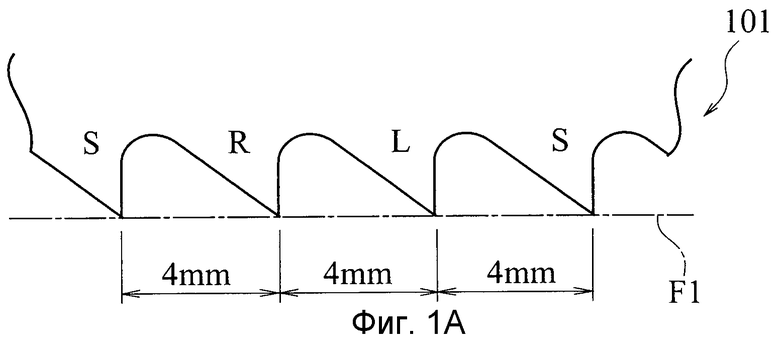
Как показано на фиг.1А и 1В, в пильных станках небольшой нагрузки, описанных выше, одна схема развода содержит три зуба, а именно один зуб S без развода и пару зубьев L и R с разводом влево и вправо, имеющих постоянную степень развода в поперечном направлении, и эта схема развода выполнена повторяющейся. Когда необходимо разрезать сплошной материал W, имеющий диаметр 50 мм, то, используя ножовочное полотно 101, имеющее шаг зубьев 4 мм, показанный на фиг.3, можно осуществить соответствующий процесс резания. Однако, когда необходимо разрезать трубу W, имеющую диаметр 50 мм и толщину стенки 3 мм, то при использовании того же самого ножовочного полотна 101, показанного на фиг. 4, возникает проблема, заключающаяся в предрасположенности ножовочного полотна 101 к разрушению.
Это происходит потому, что шаг зубьев ножовочного полотна 101 равен 4 мм, а толщина трубы W составляет 3 мм, и скорость резания ножовочным полотном 101 приближается к скорости свободного опускания груза G крепежной рамы. Поэтому, когда в этом режиме процесс резания, осуществляемый ножовочной пилой 101, доходит почти до центра трубы W, заготовка W входит между вершинами зубьев ножовочного полотна 101, и происходит мгновенное свободное опускание ножовочного полотна, при этом нагрузка при резании становится чрезмерно высокой, и вследствие этого зубья становятся предрасположенными к отламыванию.
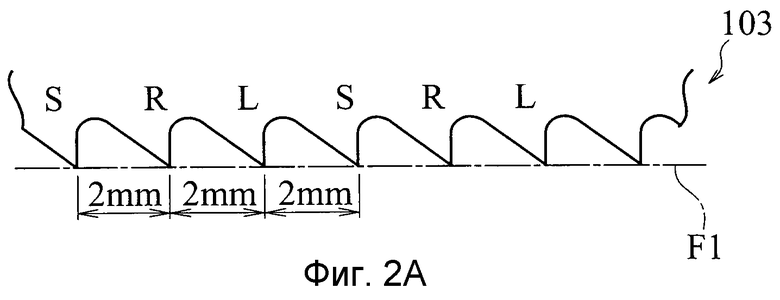
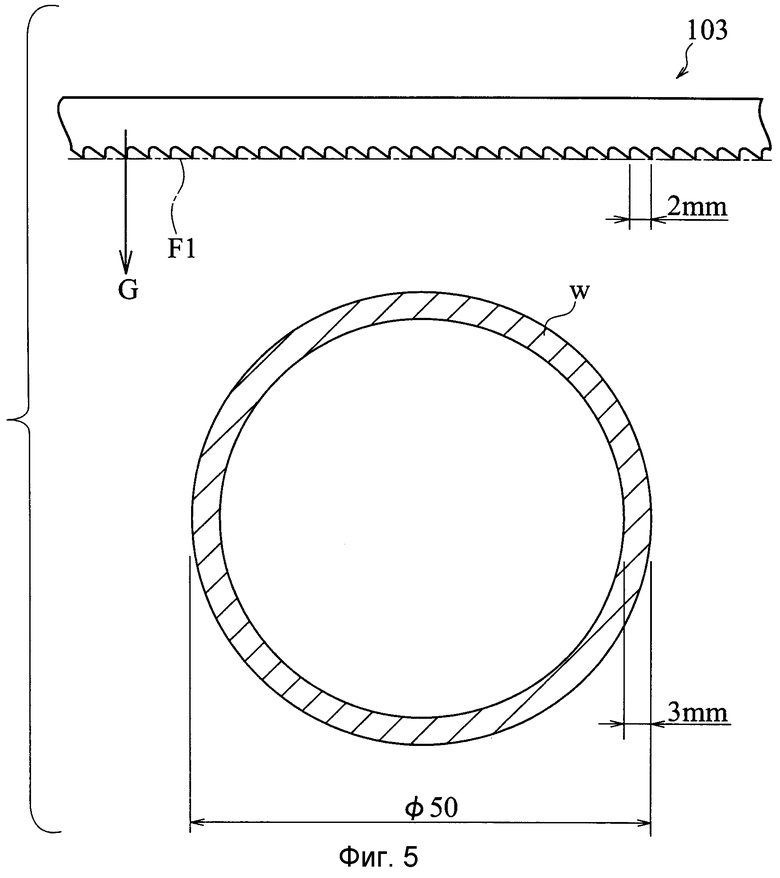
Как показано на фиг.2А и 2В, применяемый в настоящее время способ для решения этой проблемы заключается просто в использовании для разрезания трубы W ножовочного полотна 103, имеющего меньший шаг зубьев по сравнению с толщиной стенки трубы W. На фиг.5 показаны условия, при которых разрезают трубу W, имеющую диаметр 50 мм и толщину стенки 3 мм, используя ножовочное полотно 103 (ножовочное полотно, показанное на фигурах 2А и 2В), имеющее шаг зубьев 2 мм.
Поскольку шаг 2 мм зубьев ножовочного полотна 103 является небольшим по отношению к толщине 3 мм стенки трубы W, то при соблюдении этих условий, даже если ножовочное полотно 103 подходит близко к центру трубы, заготовка W не входит между вершинами ножовочного полотна 103, и не происходит мгновенного свободного опускания ножовочного полотна, вследствие чего процесс резания осуществляется соответствующим образом.
Когда разрезают сплошной материал W (заготовку, показанную на фиг.3), имеющий диаметр 50 мм, используя то же самое ножовочное полотно 103, а именно ножовочное полотно 103 (ножовочное полотно, показанное на фиг.2А и 2В), имеющее шаг зубьев 2 мм, то мгновенного свободного опускания ножовочного полотна не будет, и чрезмерная нагрузка при резании не возникает, поскольку шаг зубьев ножовочного полотна достаточно небольшой по сравнению с диаметром заготовки W. Однако количество зубьев ножовочного полотна 103, действующих на длине резания заготовки W, большое, и при резании нагрузка на каждый зуб, обусловленная заготовкой W, становится небольшой. Поэтому возникает проблема, заключающаяся в том, что продолжительность резания становится значительной по сравнению со случаем, когда сплошной материал W разрезают посредством ножовочного полотна 101, имеющего шаг зубьев 4 мм.
По описанной выше причине при разрезании заготовки, такой как сплошной материал и труба, возникает проблема, которая заключается в необходимости перестановки ножовочного полотна, чтобы оно имело необходимый шаг зубьев, соответствующий форме и размеру заготовки W, а для перестановки ножовочных полотен необходимы время и рабочая сила.
На строительных площадках и в аналогичных местах нарезают разнообразные заготовки, и поэтому нельзя пренебрегать затратами труда на перестановку ножовочных полотен, имеющих разные шаги зубьев в соответствии с формой и размером заготовок. Если же ради предотвращения поломки зубьев заранее установить ножовочное полотно, имеющее относительно небольшой шаг зубьев, то в случае, когда заготовка имеет относительно большую длину резания, возникает проблема, которой нельзя пренебречь, поскольку продолжительность резания становится значительной.
Изобретение направлено на решение указанных выше проблем, и целью изобретения является создание ножовочного полотна, обеспечивающего возможность эффективного разрезания заготовок, имеющих относительно большую или небольшую длину резания, при этом предотвращается возможность поломки зубьев.
Раскрытие изобретения
Для решения указанной цели в соответствии с первым аспектом изобретения разработано ножовочное полотно со схемой развода, содержащей комбинацию первой группы зубьев, имеющей зуб без развода и отогнутые вбок зубья с разводом влево и вправо, и второй группы зубьев, имеющей отогнутые вбок зубья с разводом влево и вправо, причем схема развода выполнена повторяющейся соответствующим образом, при этом степень развода зубьев с разводом влево и вправо из второй группы зубьев меньше или равна степени развода зубьев с разводом влево и вправо из первой группы зубьев.
В соответствии со вторым аспектом изобретения разработано ножовочное полотно со схемой развода, содержащей комбинацию первой группы зубьев, имеющей зуб без развода и отогнутые вбок зубья с разводом влево и вправо, и второй группы зубьев, имеющей отогнутые вбок зубья с разводом влево и вправо, причем схема развода выполнена повторяющейся соответствующим образом, а высота зубьев из второй группы зубьев меньше высоты зубьев из первой группы зубьев.
В соответствии с третьим аспектом изобретения в ножовочном полотне из второго аспекта степень развода зубьев пилы с разводом влево и вправо из второй группы зубьев меньше или равна степени развода зубьев пилы с разводом влево и вправо из первой группы зубьев.
В соответствии с четвертым аспектом изобретения разработано ножовочное полотно со схемой развода, содержащей комбинацию первой и второй групп зубьев, каждая из которых имеет по меньшей мере зуб без развода и пару отогнутых вбок зубьев с разводом влево и вправо, причем схема развода выполнена повторяющейся соответствующим образом, при этом высота зубьев пилы из второй группы зубьев меньше высоты зубьев пилы из первой группы зубьев, шаг вершин вместе со впадинами зубьев пилы из второй группы зубьев меньше шага вершин вместе со впадинами зубьев пилы из первой группы зубьев, степень развода зубьев с разводом влево и вправо из второй группы зубьев равна или меньше степени развода зубьев с разводом влево и вправо из первой группы зубьев.
В соответствии с пятым аспектом изобретения разработано ножовочное полотно со схемой развода, содержащей комбинацию первой группы зубьев, имеющей по меньшей мере зуб без развода и пару отогнутых вбок зубьев с разводом влево и вправо, и второй группы зубьев, имеющей по меньшей мере пару зубьев с разводом влево и вправо, причем схема развода выполнена повторяющейся соответствующим образом, при этом высота зубьев пилы из второй группы зубьев меньше высоты зубьев пилы из первой группы зубьев, шаг вершин вместе со впадинами зубьев пилы из второй группы зубьев меньше шага вершин вместе со впадинами зубьев пилы из первой группы зубьев, степень развода зубьев с разводом влево и вправо из второй группы зубьев равна или меньше степени развода зубьев с разводом влево и вправо из первой группы зубьев.
В соответствии с шестым аспектом в ножовочном полотне по любому одному из аспектов с первого по пятый вторая группа зубьев включает зуб без развода, при этом количество зубьев первой группы зубьев и количество зубьев второй группы зубьев являются одинаковыми.
В соответствии с седьмым аспектом в ножовочном полотне по любому одному аспекту с первого по шестой количество зубьев пилы с разводом влево и вправо из первой группы зубьев и количество зубьев пилы с разводом влево и вправо из второй группы зубьев являются одинаковыми.
В соответствии с восьмым аспектом в ножовочном полотне по любому одному аспекту с первого по седьмой первые группы зубьев и вторые группы зубьев расположены поочередно.
В соответствии с девятым аспектом в ножовочном полотне по любому одному из аспектов с первого по восьмой количество зубьев второй группы зубьев больше количества зубьев первой группы зубьев.
В соответствии с десятым аспектом в ножовочном полотне по любому одному аспекту с первого по девятый количество зубьев первой группы зубьев больше количества зубьев второй группы зубьев.
В соответствии с одиннадцатым аспектом в ножовочном полотне по любому одному из аспектов с первого по десятый зубья пилы из зубьев с разводом влево и вправо первой и второй групп зубьев, которые отогнуты в одном и том же направлении, расположены непрерывно.
В соответствии с двенадцатым аспектом в ножовочном полотне по любому одному из аспектов с первого по десятый зубья пилы из зубьев с разводом влево и вправо первой и второй групп зубьев, которые отогнуты в одном и том же направлении, не расположены непрерывно.
В соответствии с тринадцатым аспектом в ножовочном полотне по любому одному из аспектов с первого по двенадцатый шаги между зубьями не равны друг другу.
В соответствии с четырнадцатым аспектом в ножовочном полотне по любому одному из аспектов с первого по тринадцатый неравные шаги представляют собой шаги двух видов.
В соответствии с пятнадцатым аспектом в ножовочном полотне по любому одному из аспектов с первого по четырнадцатый разность высот между зубьями из первой группы зубьев и зубьями из второй группы зубьев равна 0,2 мм или меньше.
В соответствии с шестнадцатым аспектом в ножовочном полотне по любому одному из аспектов с первого по пятнадцатый дно впадины зуба пилы из первой группы зубьев находится ближе к вершине, чем впадины зуба пилы из первой группы зубьев.
В соответствии с семнадцатым аспектом в ножовочном полотне по четвертому или пятому аспекту зуб пилы из второй группы зубьев расположен между зубьями пилы из первой группы зубьев.
Как описано выше, в ножовочном полотне согласно настоящему изобретению схема развода содержит комбинацию первой группы зубьев, включающей зуб без развода и зубья с разводом влево и вправо, имеющие большую высоту, и второй группы зубьев, включающей зубья с разводом влево и вправо, имеющими меньшую степень развода по сравнению со степенью развода разведенных зубьев из первой группы зубьев.
Поэтому можно легко разрезать сплошной материал и трубу и осуществлять процесс резания без поломки зубьев, а описанные выше известные проблемы могут быть исключены.
Краткое описание чертежей
На чертежах:
фиг.1А – вид спереди, иллюстрирующий форму вершин зубьев на участке известного ножовочного полотна;
фиг.1В – вид внизу, иллюстрирующий форму вершин зубьев на участке известного ножовочного полотна по фиг.1А;
фиг.2А – вид спереди, иллюстрирующий форму вершин зубьев на участке известного ножовочного полотна;
фиг.2В – вид снизу, иллюстрирующий форму вершин зубьев на участке известного ножовочного полотна по фиг. 2А;
фиг.3 – вид, поясняющий условия, при которых осуществляется разрезание сплошного материала ножовочным полотном, имеющим шаг зубьев 4 мм;
фиг.4 – вид, поясняющий условия, при которых осуществляется разрезание трубы с толщиной стенки 3 мм ножовочным полотном, имеющим шаг зубьев 4 мм;
фиг.5 – вид, поясняющий условия, при которых осуществляется разрезание трубы с толщиной стенки 3 мм ножовочным полотном, имеющим шаг зубьев 2 мм;
фиг.6А – вид спереди, иллюстрирующий форму вершин на участке ножовочного полотна согласно первому варианту осуществления настоящего изобретения;
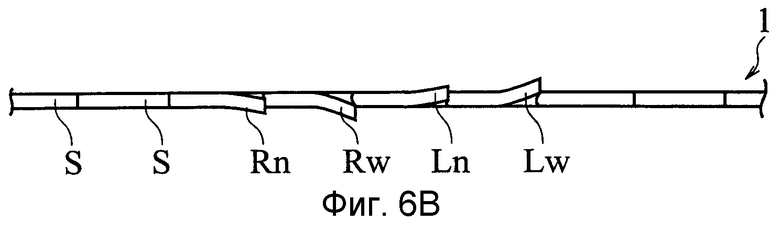
фиг.6В – вид снизу, иллюстрирующий форму вершин на участке соответствующего изобретению ножовочного полотна по фиг.6А;
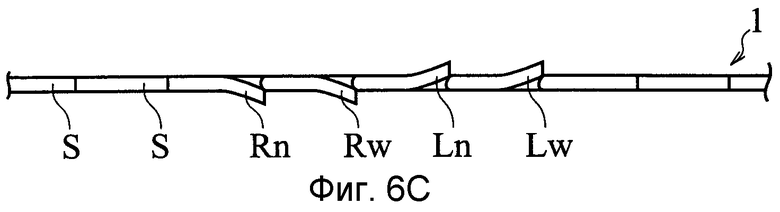
фиг.6С – вид снизу, иллюстрирующий модификацию формы вершин зубьев ножовочного полотна по фиг.6В;
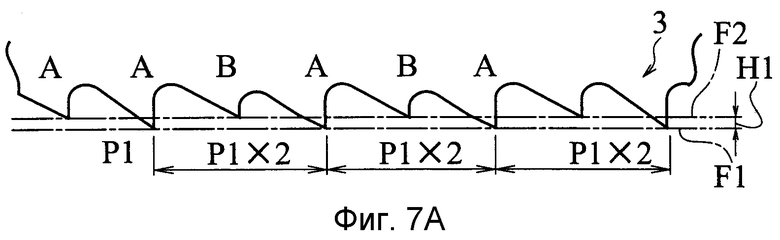
фиг.7А – вид спереди, иллюстрирующий форму вершин зубьев на участке ножовочного полотна согласно второму варианту осуществления настоящего изобретения;
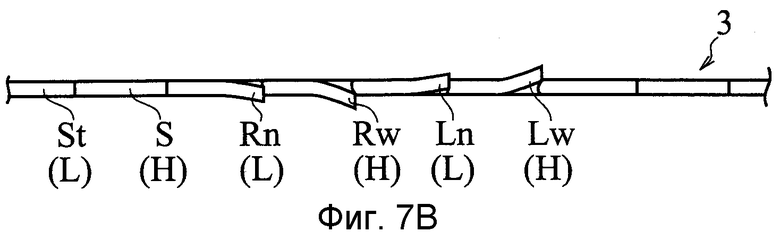
фиг.7В – вид снизу, иллюстрирующий форму вершин зубьев на участке соответствующего изобретению ножовочного полотна по фиг.7А;
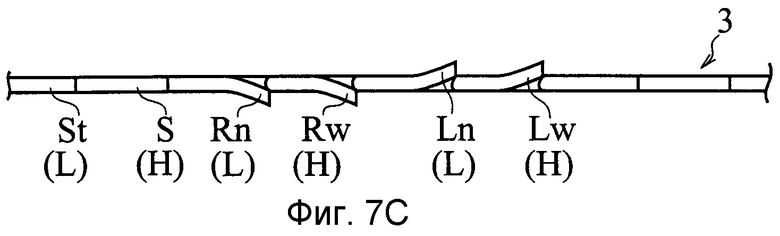
фиг.7С – вид снизу, иллюстрирующий модификацию формы вершин зубьев ножовочного полотна по фиг.7В;
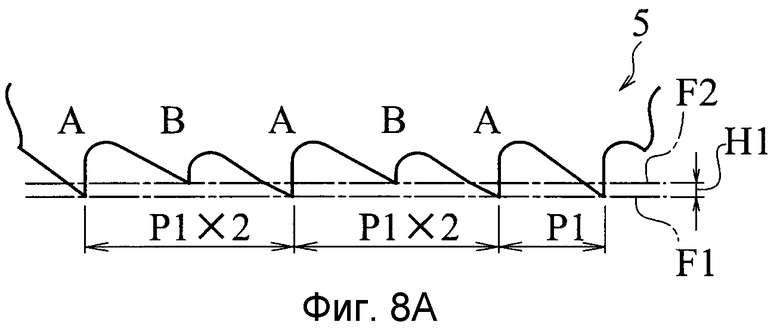
фиг.8А – вид спереди, иллюстрирующий форму вершин зубьев на участке ножовочного полотна согласно третьему варианту осуществления настоящего изобретения;
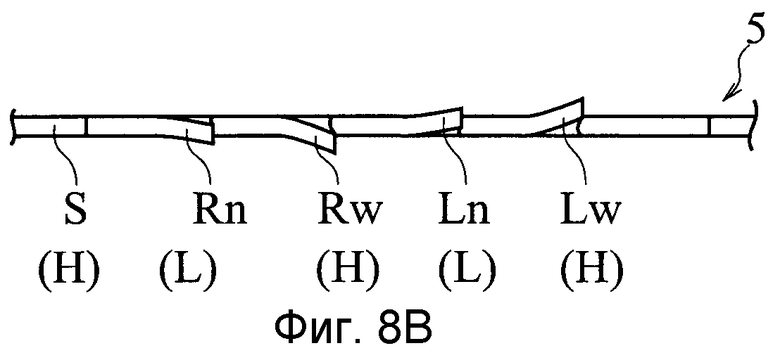
фиг.8В – вид снизу, иллюстрирующий форму вершин зубьев на участке соответствующего изобретению ножовочного полотна по фиг.8А;
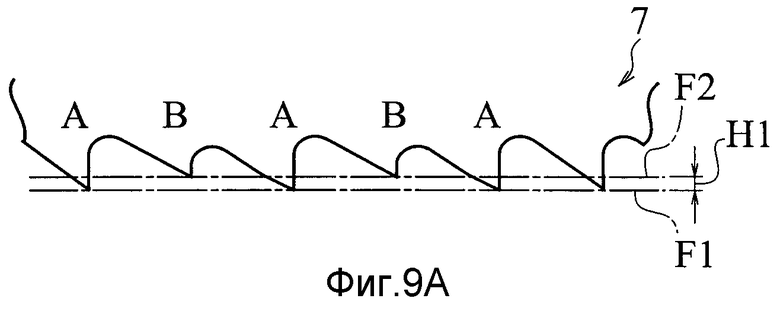
фиг.9А – вид спереди, иллюстрирующий форму вершин зубьев на участке ножовочного полотна согласно четвертому варианту осуществления настоящего изобретения;
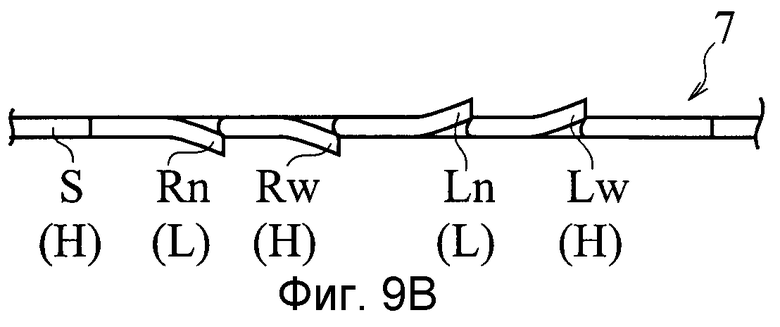
фиг.9В – вид снизу, иллюстрирующий форму вершин зубьев на участке соответствующего изобретению ножовочного полотна по фиг.9А;
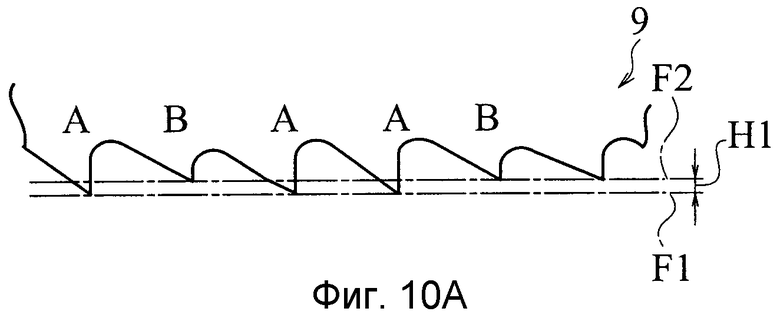
фиг.10А – вид спереди, иллюстрирующий форму вершин зубьев на участке ножовочного полотна согласно пятому варианту осуществления настоящего изобретения;
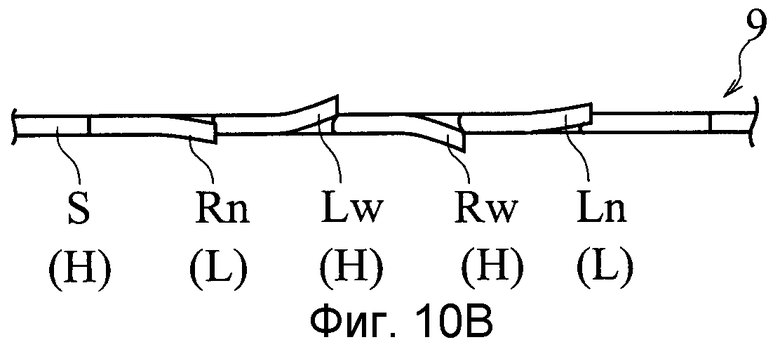
фиг.10В – вид снизу, иллюстрирующий форму вершин зубьев на участке соответствующего изобретению ножовочного полотна по фиг.10А;
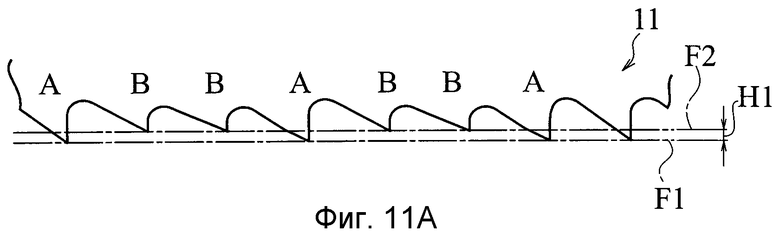
фиг.11А – вид спереди, иллюстрирующий форму вершин зубьев на участке ножовочного полотна согласно шестому варианту осуществления настоящего изобретения;
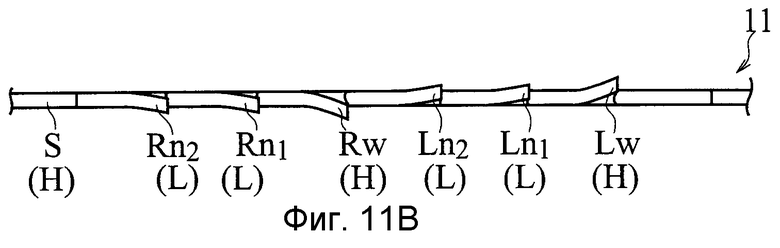
фиг.11В – вид снизу, иллюстрирующий форму вершин зубьев на участке соответствующего изобретению ножовочного полотна по фиг.11А;
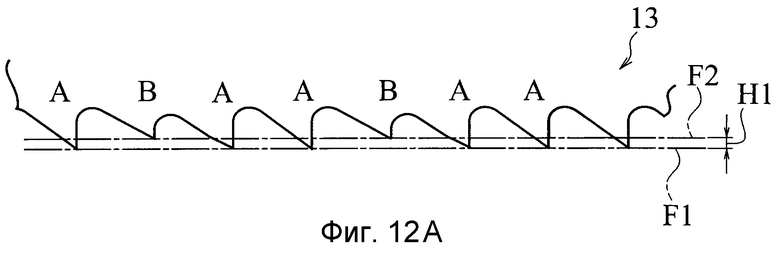
фиг.12А – вид спереди, иллюстрирующий форму вершин зубьев на участке ножовочного полотна согласно седьмому варианту осуществления настоящего изобретения;
фиг.12В – вид снизу, иллюстрирующий форму вершин зубьев на участке соответствующего изобретению ножовочного полотна по фиг.12А;
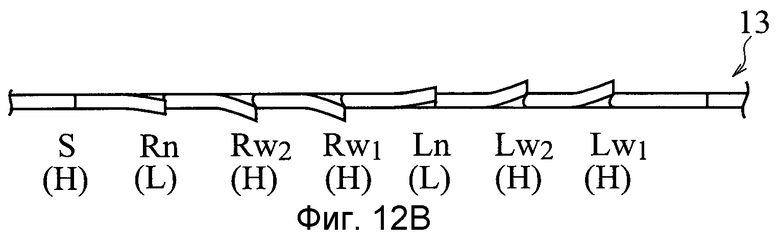
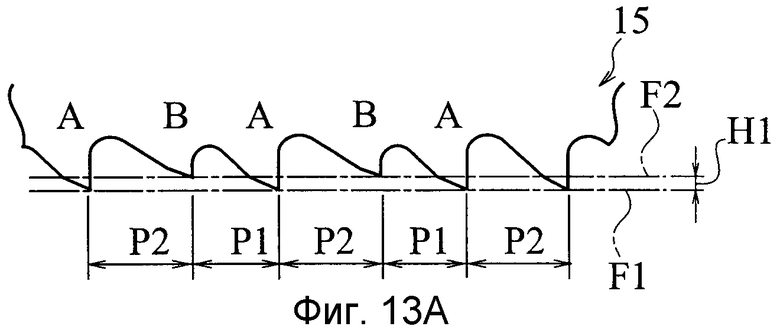
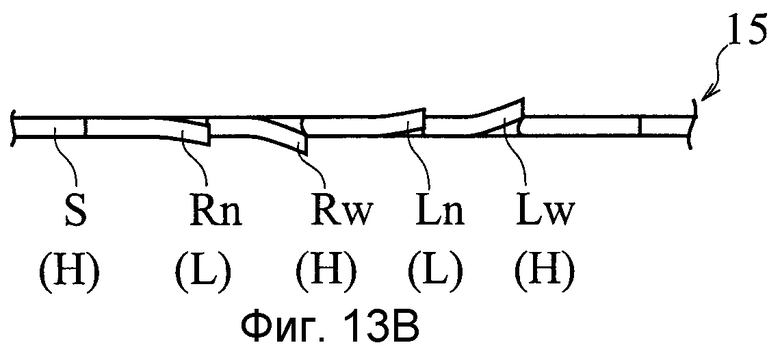
фиг.13А – вид спереди, иллюстрирующий форму вершин зубьев на участке ножовочного полотна согласно восьмому варианту осуществления настоящего изобретения;
фиг.13В – вид снизу, иллюстрирующий форму вершин зубьев на участке соответствующего изобретению ножовочного полотна по фиг.13А;
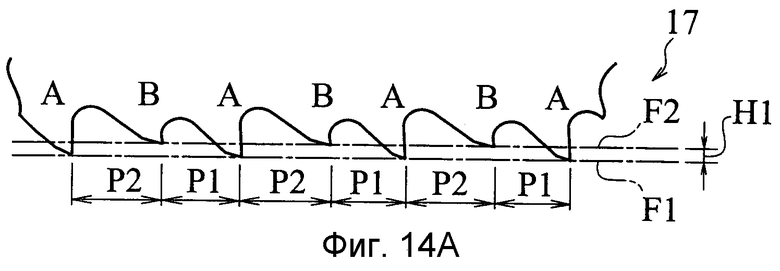
фиг.14А – вид спереди, иллюстрирующий форму вершин зубьев на участке ножовочного полотна согласно девятому варианту осуществления настоящего изобретения;
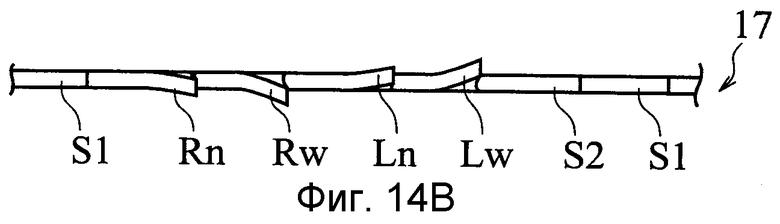
фиг.14В – вид снизу, иллюстрирующий форму вершин зубьев на участке соответствующего изобретению ножовочного полотна по фиг.14А;
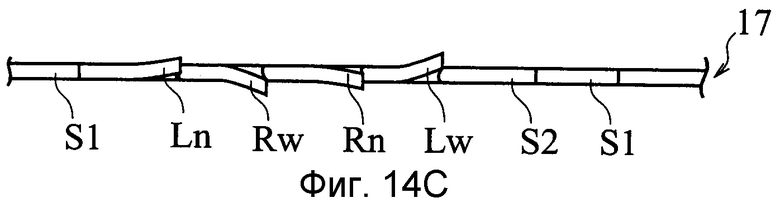
фиг.14С – вид снизу, иллюстрирующий модификацию формы вершин зубьев ножовочного полотна по фиг.14В;
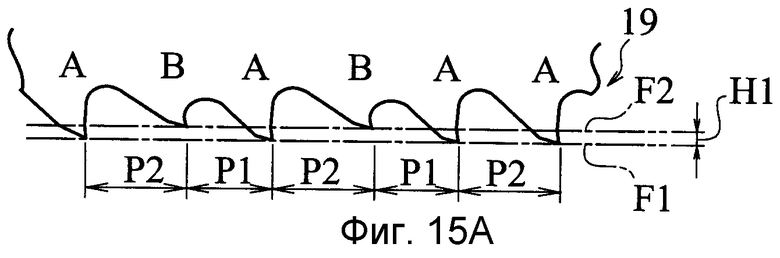
фиг.15А – вид спереди, иллюстрирующий форму вершин зубьев на участке ножовочного полотна согласно десятому варианту осуществления настоящего изобретения;
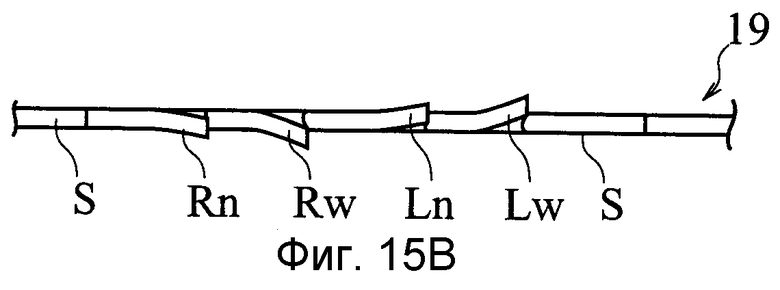
фиг.15В – вид снизу, иллюстрирующий форму вершин зубьев на участке соответствующего изобретению ножовочного полотна по фиг.15А; и
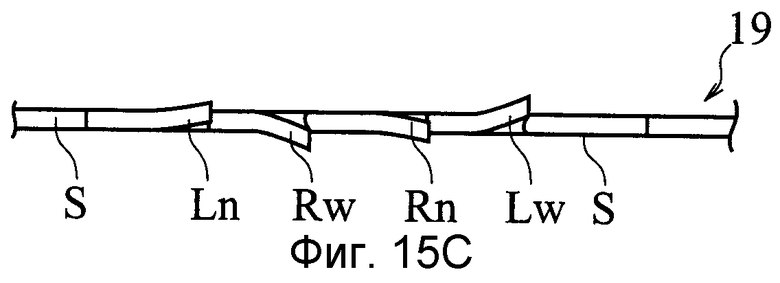
фиг.15С – вид снизу, иллюстрирующий модификацию формы вершин ножовочного полотна по фиг.15В.
Лучшие варианты осуществления изобретения
Варианты осуществления настоящего изобретения будут пояснены с использованием чертежей. Ножовочным полотном согласно вариантам осуществления изобретения разрезают заготовки путем перемещения ножовочного полотна, изображенного на чертежах, вправо.
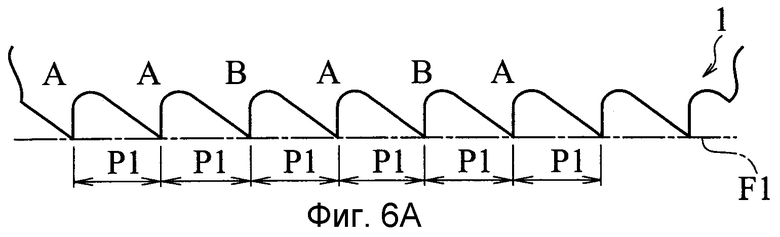
Обратимся к фиг.6А и 6В, на которых в ножовочном полотне 1 согласно первому варианту осуществления настоящего изобретения схема развода, включающая комбинацию первой группы зубьев (зубья пилы, принадлежащие к первой группе зубьев, показаны символами А) и второй группы зубьев (зубья пилы, принадлежащие ко второй группе зубьев, показаны символами В), выполнена повторяющейся соответствующим образом. Первая группа зубьев имеет зуб S без развода, который не отогнут в поперечном направлении (в направлении толщины ножовочного полотна 1) по отношению к ножовочному полотну 1, и пару зубьев Lw и Rw с разводом влево и вправо, имеющих относительно большую степень развода в поперечном направлении (то есть ширина развода является большой). Вторая группа зубьев имеет пару зубьев Ln и Rn с разводом вправо и влево, имеющих меньшую степень развода (то есть ширина развода является небольшой) по сравнению со степенью развода зубьев Lw и Rw с разводом влево и вправо из первой группы А зубьев.
Для разрезания заготовки W ножовочное полотно 1, показанное на чертежах, продвигают слева направо. В этом случае в процессе резания зубья Lw, Ln, Rw, Rn, S и S упирают в заготовку W для того, чтобы происходил процесс резания.
В ножовочном полотне 1, показанном на фиг.6А и 6В, первая группа А зубьев содержит четыре зуба, а именно два зуба S без развода и пару зубов Lw и Rw с разводом влево и вправо, имеющих относительно большую степень развода. Вторая группа В содержит два зуба, а именно пару зубьев Ln и Rn с разводом влево и вправо, имеющих меньшую степень развода по сравнению со степенью развода зубьев Lw и Rw с разводом влево и вправо из первой группы А зубьев. Первую группу А зубьев и вторую группу В зубьев комбинируют с целью образования схемы развода. Шаги Р1 вершин зубьев делают одинаковыми и задают, например, равными 2 мм.
Когда заготовку W, такую как сплошной материал, показанный на фиг.3, имеющую относительно большую длину резания, разрезают, используя ножовочное полотно 1, имеющее указанную выше конструкцию, то, поскольку степень развода зубьев Ln и Rn с разводом влево и вправо из второй группы В зубьев меньше по сравнению со степенью развода зубьев Lw и Rw с разводом влево и вправо из первой группы А зубьев, сила, способствующая процессу резания при разрезании заготовки W, необходимая для расширения канавки для прохода режущего инструмента, является небольшой. Поскольку сила небольшая, соответственно становится большим шаг зубьев ножовочного полотна. То есть, если не учитывать вторую группу В зубьев, обеспечивающую меньшую силу, способствующую процессу резания, то расстояние между разведенными зубьями, которое в значительной степени содействует процессу резания, представляет собой расстояние между разведенным влево зубом Lw и разведенным вправо зубом Rw, а также между разведенным вправо зубом Rw и зубом S без развода из первой группы А зубьев, посредством которой в основном осуществляется процесс резания. Это выглядит так, как если бы ножовочным полотном, имеющим большой шаг (Р1×2) зубьев, разрезали заготовку W. Расстояние между зубьями S и S без развода является исходным шагом Р1.
Поэтому, когда сплошной материал, показанный на фиг.3, разрезали, используя ножовочное полотно 1 настоящего изобретения и известное ножовочное полотно 103, показанное на фиг.2А и 2В, то при одинаковых условиях резания, таких как рабочие скорости ленточно-отрезного станка и ножовочного полотна, а также нагрузки при резании, сравнение результатов показало, что продолжительность резания ножовочным полотном 1 настоящего изобретения была меньшей.
Во время указанного выше процесса резания, когда заготовку W разрезали посредством ножовочного полотна 1 с шагом (Р1×2) зубьев пилы и с шагом Р1, резонанс ножовочного полотна во время процесса резания был ограниченным и шумы были ограниченными. Поскольку зубья с разводом влево и вправо выполнены равновеликими по отношению друг к другу, составляющие силы, действующие на ножовочное полотно в поперечном направлении, компенсировались.
Когда разрезали сплошной материал, продолжительность резания была меньше, чем для известного ножовочного полотна 103, показанного на фиг.2А и 2В, а при сравнении продолжительности резания, в том числе для известного ножовочного полотна 101, показанного на фиг.1А и 1В, результаты оказались такими, что продолжительность резания для ножовочного полотна 101 меньше, чем продолжительность резания для ножовочного полотна 1, которая меньше, чем продолжительность резания для ножовочного полотна 103.
Если, используя ножовочное полотно 1, показанное на фиг.6А и 6В, разрезать такую заготовку W, как трубу, показанную на фиг.5, то шаг Р1 зубьев ножовочного полотна, составляющий 2 мм, меньше толщины 3 мм стенки трубы, и даже если ножовочное полотно 1 достигнет почти центра трубы, заготовка W не войдет между вершинами зубьев ножовочного полотна, не произойдет мгновенного свободного опускания ножовочного полотна, и заготовка W будет соответствующим образом разрезана без поломки зубьев.
То есть во время разрезания заготовки в случае, когда сопротивление резанию большое, а скорость резания относительно небольшая, аналогично случаю разрезания сплошного материала, в основном режут зубья пилы из первой группы А зубьев. Когда сопротивление резанию относительно небольшое, а скорость резания относительно большая, аналогично случаю разрезания трубы, совместно режут как зубья первой группы, так и зубья второй группы, и без поломки зубьев можно эффективно разрезать как заготовку, имеющую относительно большую длину резания, так и заготовку, имеющую небольшую длину резания. В результате можно исключить работу по перестановке ножовочных полотен в зависимости от заготовок, и также можно уменьшить количество требуемых ножовочных полотен.
Как показано на фиг.6С, допустимо, чтобы степень развода зубьев Lw и Rw с разводом влево и вправо из первой группы А зубьев и степень развода разведенных зубьев Ln и Rn из второй группы В зубьев была по существу одинаковой. В этом случае может проявляться описанный выше эффект, и поскольку разведенные зубья Ln и Rn из второй группы В зубьев вносят небольшой вклад в процесс резания, отрезанная часть заготовки W оказывается зачищенной, и качество отрезанной части заготовки дополнительно повышается.
На фиг.7А и 7В показано ножовочное полотно 3 второго варианта осуществления изобретения. В ножовочном полотне 3 имеется разность Н1 высот между зубьями пилы, соответствующими первой группе А зубьев, и зубьями пилы, соответствующими второй группе В зубьев, при этом расстояние между зубьями пилы равно шагу Р1 зубьев.
Другими словами, вершины зубьев S без развода, а также зубьев Lw и Rw расположены так, что они совпадают с первой воображаемой линией F1, показанной в виде штрихпунктирной линии. С другой стороны, вершины зубьев St, Ln и Rn пилы расположены так, что они совпадают со второй воображаемой линией F2, показанной в виде штрихпунктирной линии. Разность высот между первой воображаемой линией F1 и второй воображаемой линией F2 соответствует разности Н1 высот зубьев пилы.
Поскольку имеется разность Н1 высот между вершинами совокупности зубьев S, Lw и Rw и вершинами зубьев St, Ln и Rn пилы, то вследствие этого глубины впадин являются различными. А именно разведенные зубья Ln и Rn, принадлежащие ко второй группе В зубьев, имеют небольшие высоты (что показано с помощью (L)), а передняя впадина (на правой стороне чертежей и выше по ходу движения относительно направления перемещения ножовочного полотна) является более мелкой по сравнению со впадиной перед зубьями St, Lw, Rw пилы, принадлежащими к первой группе А зубьев. Таким образом, делая высоту зуба более низкой, а переднюю впадину более мелкой, можно повысить жесткость зуба пилы, принадлежащего ко второй группе В зубьев, ограничить изгиб зуба пилы в направлении развода под действием силы резания, когда заготовка отрезается зубом пилы, и повысить режущую способность.
Что касается разности высот между зубьями с разводом влево и вправо из первой группы А зубьев и зубьями с разводом влево и вправо из второй группы В зубьев, то высота зуба с разводом, имеющего небольшую степень развода, из второй группы В зубьев является наименьшей. Другими словами, зуб с разводом, имеющий небольшую высоту, имеет меньшую степень развода по сравнению с зубом с разводом, имеющим большую высоту.
Более конкретно, первая группа А зубьев содержит в сумме три зуба, то есть один зуб S без развода, имеющий большую высоту (что показано с помощью (Н)), и пару зубьев Lw и Rw с разводом влево и вправо, имеющих относительно большую степень развода и имеющих большую высоту (что показано с помощью (Н)). Вторая группа В зубьев содержит в сумме три зуба, то есть один зуб S без развода, имеющий меньшую высоту по сравнению с высотой зуба S без развода из первой группы А, и пару разведенных зубьев Ln и Rn, имеющих меньшую высоту и меньшую степень развода по сравнению с высотой и степенью развода зубьев Lw и Rw с разводом влево и вправо из первой группы А зубьев. Количество разведенных зубьев, а также количество зубьев с разводом влево и вправо являются одинаковым, и одна схема развода образуется в сумме шестью зубьями пилы из первой группы А зубьев и из второй группы В зубьев. Зубья пилы из первой группы А зубьев и зубья пилы из второй группы В зубьев расположены поочередно.
В ножовочном полотне 3 разность Н1 высот между вершинами зубьев пилы из первой группы А зубьев и зубьев пилы из второй группы В зубьев задают такой, что, когда длина резания большая и сопротивление резанию в направлении резанию большое, а скорость резания является относительно небольшой, как в случае разрезания сплошного материала, показанного на фиг.3, процесс резания в основном осуществляется зубьями пилы из первой группы А зубьев, а когда сопротивление резанию в направлении резанию небольшое и скорость резания является относительно высокой, как в случае разрезания трубы, показанной на фиг.5, процесс резания осуществляется посредством как первой группы А зубьев, так и второй группы В зубьев.
С учетом различных экспериментальных исследований предпочтительно, чтобы разность Н1 высот составляла приблизительно 0,2 мм или меньше, хотя она зависит от шага разведенных зубьев, формы, размера и вида заготовки W, и при резании металла удовлетворяющее требованиям преимущественное значение разности Н1 высот составляет 0,1 мм или меньше.
Поскольку в ножовочном полотне 1 из первого варианта осуществления изобретения зубья пилы, имеющие небольшую степень развода и зубья пилы, имеющие большую степень развода, имеют по существу одинаковые высоты зубьев, и хотя зубья пилы, имеющие небольшую степень развода, работают меньше, чем зубья пилы, имеющие большую степень развода, первые зубья пилы всегда осуществляют процесс резания в направлении резания. Тогда как в ножовочном полотне 3 из второго варианта осуществления изобретения при резании сплошного материала зубья Ln, Rn и St пилы из второй группы В зубьев почти совсем не участвуют в процессе резания в направлении резания, а больше всего процесс резания осуществляют зубья пилы из первой группы А зубьев. Следовательно, если обращать внимание только на зубья пилы из первой группы А зубьев, которые осуществляют процесс резания, то шаг зубьев будет Р1×Р2, и это выглядит так, как если бы ножовочное полотно было таким же, как известное ножовочное полотно 101, показанное на фиг.1А и 1В.
Поэтому, если условия резания, такие как рабочая скорость и нагрузка ленточно-отрезного станка и ножовочного полотна при резании, соответствуют тем же самым условиям, как в процессе резания посредством ножовочного полотна 1 из первого варианта осуществления изобретения, и если сплошной материал разрезают, используя ножовочное полотно 3 из второго варианта осуществления изобретения, и сравнивают продолжительность резания, то в результате продолжительность резания ножовочным полотном 101 примерно равна продолжительности резания ножовочным полотном 3, которая меньше продолжительности резания ножовочным полотном 1, которая, в свою очередь, меньше продолжительности резания ножовочным полотном 103. То есть по сравнению с известным ножовочным полотном 103, показанным на фиг.2А и 2В, и ножовочным полотном 1 из первого варианта осуществления изобретения, показанным на фиг.6А, 6В и 6С, продолжительность резания сплошного материала уменьшается при использовании второго варианта осуществления и почти такая же, как продолжительность резания известным ножовочным полотном 101, показанным на фиг.1А и 1В.
С другой стороны, если заготовку W, например трубу, показанную на фиг.5, разрезают, используя ножовочное полотно 3, показанное на фиг.7А, 7В и 7С, то, когда шаг Р1 зубьев ножовочного полотна, равный 2 мм, меньше по сравнению с толщиной 3 мм стенки трубы, а сопротивление резанию в направлении резания небольшое, и существует тенденция повышения степени резания тогда, когда ножовочное полотно 3 почти достигает центра трубы, зубья пилы из второй группы В зубьев также осуществляют процесс резания, заготовка W не входит между вершинами зубьев ножовочного полотна 3, и мгновенного свободного опускания ножовочного полотна не происходит. Следовательно, процесс резания осуществляется соответствующим образом без поломки зубьев.
Как показано на фиг.7С, в ножовочном полотне 3 можно одинаковым образом задать степень развода зубьев пилы из первой группы А зубьев и зубьев пилы из второй группы В зубьев. В этом случае качество резания отрезанной части заготовки повышается за счет эффекта зачистки.
На фиг.8А и 8В показано ножовочное полотно 5 из третьего варианта осуществления изобретения. Ножовочное полотно 5 эквивалентно ножовочному полотну 3 из второго варианта осуществления изобретения, показанному на фиг.7А, 7В и 7С, из которого удален зуб St без развода из второй группы В зубьев, и при этом шаги Р1 между зубьями пилы равны друг другу.
Более конкретно, первая группа А зубьев содержит в сумме три зуба, то есть один зуб S без развода, имеющий большую высоту, и пару зубьев Lw и Rw с разводом влево и вправо, имеющих относительно большую степень развода. Вторая группа В зубьев содержит в сумме два зуба, то есть пару зубьев Ln и Rn с разводом влево и вправо, имеющих меньшую высоту по сравнению с высотой зубьев Lw и Rw с разводом влево и вправо из первой группы А зубьев, и имеющих меньшую степень развода по сравнению со степенью развода разведенных зубьев Lw и Rw из первой группы зубьев. Одну схему развода образуют в сумме пять зубьев пилы из комбинации зубьев пилы из первой группы А зубьев и зубьев пилы из второй группы В зубьев.
Поскольку разность Н1 высот между вершинами зубьев пилы из первой группы А зубьев и зубьев пилы из второй группы В зубьев такая же, как и в ножовочном полотне 3 из второго варианта осуществления изобретения, то пояснение этого обстоятельства опущено.
В случае разрезания сплошного материала в ножовочном полотне 5 из третьего варианта осуществления изобретения, как и в ножовочном полотне 3 из второго варианта осуществления изобретения, разведенные зубья Ln и Rn из второй группы В зубьев почти совсем не участвуют в процессе резания, а зубья пилы, принадлежащие к первой группе А зубьев, осуществляют процесс резания. Если обращать внимание только на зубья пилы из первой группы А зубьев, которые осуществляют процесс резания, то, хотя средний шаг зубьев пилы в схеме развода ножовочного полотна 3 из второго варианта осуществления изобретения равен 4 мм, средний шаг зубьев пилы в схеме развода ножовочного полотна 5 из третьего варианта осуществления изобретения несколько меньше, поскольку равен приблизительно 3,3 мм [=(2+4+4)/3].
Поэтому, если условия резания, такие как рабочая скорость и нагрузка ленточно-отрезного станка и ножовочного полотна при резании, соответствуют тем же самым условиям, как в процессе резания посредством ножовочных полотен из первого и второго вариантов осуществления изобретения, и если сплошной материал разрезают, используя ножовочное полотно 5 из третьего варианта осуществления изобретения, и сравнивают продолжительность резания, то результаты оказываются такими, что продолжительность резания ножовочным полотном 101 примерно равна продолжительности резания ножовочным полотном 3, которая меньше продолжительности резания ножовочным полотном 5, которая, в свою очередь, меньше продолжительности резания ножовочным полотном 1, которая меньше продолжительности резания ножовочным полотном 103. То есть, хотя продолжительность резания сплошного материала увеличивается по сравнению со случаем использования ножовочного полотна 3 на значение величины, получаемой путем вычитания значения среднего шага первой группы А зубьев, составляющего приблизительно 3,3 мм, из значения шага, равного 4 мм, известного ножовочного полотна 101, показанного на фиг.1А и 1В, но продолжительность резания уменьшается по сравнению с известным ножовочным полотном 103, показанным на фиг.2А и 2В, и ножовочным полотном 1 из первого варианта осуществления изобретения, показанным на фиг.6А, 6В и 6С.
Например, когда разрезают такую заготовку W, как трубу, показанную на фиг.5, используя ножовочное полотно 5, показанное на фиг.8А и 8В, проявляется тот же самый эффект, как и в случае ножовочного полотна 3 из второго варианта осуществления изобретения, и процесс резания протекает соответствующим образом без поломки зубьев.
На фиг.9А и 9В показано ножовочное полотно 7 в соответствии с четвертым вариантом осуществления изобретения. В этом ножовочном полотне 7 степень развода зубьев Lw и Rw с разводом влево и вправо из первой группы А зубьев и степень развода зубьев Ln и Rn с разводом влево и вправо из второй группы В зубьев по существу такая же, как в третьем варианте осуществления, показанном на фиг.8А и 8В, а шаги Р1 между зубьями пилы равны друг другу.
Более конкретно, первая группа А зубьев содержит в сумме три зуба, а именно, один зуб S без развода, имеющий большую высоту, и пару зубьев Lw и Rw с разводом влево и вправо, имеющих относительно большую степень развода и большую высоту. Вторая группа В зубьев содержит в сумме два зуба, а именно пару зубьев Ln и Rn с разводом влево и вправо, имеющих меньшую высоту по сравнению с высотой зубьев Lw и Rw с разводом влево и вправо из первой группы А зубьев и имеющих степень развода, которая по существу равна степени развода разведенных зубьев Lw и Rw из первой группы А зубьев. В сумме пять зубьев пилы комбинации зубьев пилы из первой группы А зубьев и зубьев пилы из второй группы В зубьев образуют одну схему развода.
Когда сопротивление резанию большое, а скорость резания относительно небольшая, как в случае резания сплошного материала, показанного на фиг.3, в ножовочном полотне 7 описанной выше конструкции разведенные зубья Ln и Rn, имеющие небольшую высоту, из второй группы В зубьев почти совсем не участвуют в процессе резания, за исключением того, что в небольшой степени принимают участие в процессе резания, вычищая боковую поверхность канавки, которая вырезается разведенными зубьями Lw и Rw, имеющими высоту первой группы А зубьев, и при этом качество поверхности резания повышается за счет эффекта зачистки. Поскольку разность Н1 высот между вершинами зубьев пилы из первой группы А зубьев и зубьев пилы из второй группы В зубьев такая же, как и в ножовочном полотне 3 из второго варианта осуществления изобретения, пояснение этого обстоятельства опущено.
Если обращать внимание только на зубья пилы из первой группы А зубьев, которые при разрезании сплошного материала в основном осуществляют процесс резания, то в ножовочном полотне 7 из четвертого варианта осуществления изобретения, как и в ножовочном полотне 5 из третьего варианта осуществления изобретения, средний шаг зубьев пилы в схеме развода равен приблизительно 3,3 мм. Поэтому, если условия резания, такие, как рабочая скорость и нагрузка ленточно-отрезного станка и ножовочного полотна при резании соответствуют тем же самым условиям, как и в процессе резания посредством ножовочных полотен из первого, второго и третьего вариантов осуществления изобретения, то при сравнении продолжительности резания сплошного материала получают такой результат, что продолжительность резания ножовочным полотном 101 примерно равна продолжительности резания ножовочным полотном 3, которая меньше продолжительности резания ножовочным полотном 5, которая, в свою очередь, примерно равна продолжительности резания ножовочным полотном 7, которая меньше продолжительности резания ножовочным полотном 1, которая, в свою очередь, меньше продолжительности резания ножовочным полотном 103.
То есть, хотя продолжительность резания сплошного материала увеличивается по сравнению со случаями использования известного ножовочного полотна 103, показанного на фиг.2А и 2В, и ножовочного полотна 1 из первого варианта осуществления изобретения, но продолжительно резания является по существу такой же, как и для ножовочного полотна 5 из третьего варианта осуществления изобретения, показанного на фиг.8А и 8В.
Например, когда разрезают такую заготовку W, как трубу, показанную на фиг.5, используя ножовочное полотно 7, показанное на фиг.9А и 9В, проявляется тот же самый эффект, как и в случае ножовочного полотна 3 из второго варианта осуществления изобретения, и процесс резания осуществляется соответствующим образом без поломки зубьев.
Что касается фиг.10А и 10В, то в ножовочном полотне 9 согласно пятому варианту осуществления настоящего изобретения по сравнению с ножовочным полотном 5 из третьего варианта осуществления изобретения, показанным на фиг.3, изменен порядок расположения зубьев Lw и Rw с разводом влево и вправо из первой группы А зубьев и зубьев Ln и Rn с разводом влево и вправо из второй группы В зубьев, а шаги Р1 между зубьями пилы равны друг другу. Поскольку ножовочное полотно 7 выполнено почти так же, как и ножовочное полотно 5 из третьего варианта осуществления изобретения, показанное на фиг.8А и 8В, подробное пояснение опущено.
В ножовочном полотне 9 из пятого варианта осуществления изобретения расположение зубьев Lw и Rw с разводом влево и вправо из первой группы А зубьев и зубьев Ln и Rn с разводом влево и вправо из второй группы В зубьев может быть изменено соответствующим образом. В этом случае зубья Lw и Rw с разводом влево и вправо из первой группы А зубьев и зубья Ln и Rn с разводом влево и вправо из второй группы В зубьев располагают так, чтобы зубья пилы в одном и том же направлении не были расположены непрерывно.
Что касается фиг.11А и 11В, то в ножовочном полотне 11 из шестого варианта осуществления изобретения зубья Ln2 и Rn2 с разводом влево и вправо, имеющие небольшую высоту и небольшую степень развода, добавлены ко второй группе В зубьев ножовочного полотна 5 из третьего варианта осуществления изобретения, показанного на фиг. 3, увеличено число зубьев пилы, а шаги 1 между зубьями пилы равны друг другу.
Более конкретно, первая группа А зубьев содержит в сумме три зуба, а именно один зуб S без развода, имеющий большую высоту, и пару зубьев Lw и Rw с разводом влево и вправо, имеющих относительно большую степень развода и большую высоту. Вторая группа В зубьев содержит в сумме четыре зуба, а именно пару зубьев Ln1 и Ln2 с разводом влево и вправо, имеющих меньшую высоту по сравнению с высотой зубьев Lw и Rw с разводом влево и вправо из первой группы А зубьев и имеющих степень развода, которая по существу равна степени развода разведенных зубьев Lw и Rw из первой группы А зубьев, и пару зубьев Rn1 и Rn2 с разводом влево и вправо. В сумме семь зубьев пилы комбинации зубьев пилы из первой группы А зубьев и зубьев пилы из второй группы В зубьев образуют одну схему развода. Поскольку разность Н1 высот между вершинами зубьев пилы из первой группы А зубьев и зубьев пилы из второй группы В зубьев такая же, как и в ножовочном полотне 3 из второго варианта осуществления изобретения, подробное пояснение этого обстоятельства опущено.
При разрезании сплошного материала в ножовочном полотне 11 из шестого варианта осуществления изобретения, как и в ножовочном полотне 5 из третьего варианта осуществления изобретения, зубья Ln1, Ln2, Rn1, Rn2 пилы из второй группы В зубьев почти совсем не участвуют в процессе резания, а процесс резания осуществляют, главным образом, зуб S без развода и разведенные зубья Lw и Rw из первой группы А зубьев. Поэтому, если обращать внимание только на зубья Lw и Rw с разводом влево и вправо из первой группы А зубьев, то расстояние между зубьями Lw и Rw с разводом влево и вправо и расстояние между разведенным зубом Rw и зубом S без развода является большим (Р1×3=6 мм), степень резания зубьев пилы повышается, а нагрузка на каждый зуб возрастает соответственно значению увеличенного шага. Поэтому нежелательно иметь относительно большой шаг зубьев ножовочного полотна, но конструкция рассмотренного вида является эффективной для ножовочного полотна, имеющего небольшой шаг зубьев.
Например, когда разрезают такую заготовку W, как трубу, показанную на фиг.5, используя ножовочное полотно 11, показанное на фиг.11А и 11В, проявляется тот же самый эффект, как и в случае ножовочного полотна 3 из второго варианта осуществления изобретения, и процесс резания протекает соответствующим образом без поломки зубьев.
Что касается фиг.12А и 12В, то в ножовочном полотне 13 из седьмого варианта осуществления изобретения зубья Lw2 и Rw2, имеющие большую высоту и относительно большую степень развода, добавлены к первой группе А зубьев ножовочного полотна 5 из третьего варианта осуществления изобретения, показанного на фиг.8А и 8В, и увеличено число зубьев пилы, а шаги 1 между зубьями пилы равны друг другу.
Более конкретно, первая группа А зубьев содержит в сумме пять зубьев, а именно один зуб S без развода, имеющий большую высоту, и две пары зубьев Lw1, Lw2, Rw1, Rw2 с разводом влево и вправо, имеющих относительно большую степень развода и большую высоту. Вторая группа В зубьев содержит в сумме два зуба, а именно пару зубьев Ln и Rn с разводом влево и вправо, имеющих меньшую высоту и меньшую степень развода, чем зубья Lw и Rw с разводом влево и вправо из первой группы А зубьев. В сумме семь зубьев пилы комбинации зубьев пилы из первой группы А и зубьев пилы из второй группы зубьев В образуют одну схему развода.
В ножовочном полотне 13 из седьмого варианта осуществления изобретения исключен недостаток, обусловленный выбором шагов зубьев Lw и Rw с разводом влево и вправо из первой группы А зубьев ножовочного полотна 11 из варианта осуществления, показанного на фиг.11А и 11В. Поскольку режущая способность по отношению к сплошному материалу и к трубе, а также разность Н1 высот между вершинами зубьев пилы из первой группы А зубьев и зубьев пилы из второй группы В зубьев такие же, как и в ножовочном полотне 5 из третьего варианта осуществления изобретения, подробное пояснение этого обстоятельства опущено. Как описано выше, соответствующим образом можно изменять вид и количество зубьев пилы из первой группы А зубьев и второй группы В зубьев.
Что касается фиг.13А и 13В, то в ножовочном полотне 15 из восьмого варианта осуществления изобретения картина развода комбинации зубьев Lw и Rw с разводом влево и вправо из первой группы А зубьев и зубьев Ln и Rn с разводом влево и вправо из второй группы В зубьев и разность высот зубьев такие же, как и в третьем варианте осуществления изобретения, показанном на фиг.8А и 8В, и существуют два вида шагов между зубьями пилы, а именно неравные друг другу шаги.
Поскольку шаг неравномерный, возникает новый эффект, из которого вытекает, что во время процесса резания шум может быть снижен. На фиг.13А показаны два вида шагов, Р1 и Р2, но если увеличить число видов шагов, то можно эффективно ограничить резонанс, обусловленный вибрацией во время процесса резания, и дополнительно снизить шум.
Поскольку режущая способность по отношению к сплошному материалу и трубе, а также разность Н1 высот между вершинами зубьев пилы из первой группы А зубьев и зубьев пилы из второй группы В зубьев пилы такие же, как и в ножовочном полотне 5 из третьего варианта осуществления изобретения, подробное пояснение этих обстоятельств опущено.
Что касается фиг.14А и 14В, то в ножовочном полотне 17 из девятого варианта осуществления изобретения схема развода образована в сумме шестью зубьями пилы комбинации из первой группы А зубьев, содержащей три зуба, а именно, зуб S1 без развода и зубья Lw и Rw с разводом влево и вправо, и второй группы В зубьев, содержащей три зуба, а именно зуб S2 без развода и зубья Ln и Rn с разводом влево и вправо.
Как и в предшествующих вариантах осуществления изобретения, высота зуба S2 без развода и зубьев Ln и Rn с разводом влево и вправо, принадлежащих ко второй группе В зубьев, меньше по сравнению с высотой зуба S1 без развода и разведенных зубьев Lw и Rw, принадлежащих к первой группе А зубьев, а передняя впадина мельче по сравнению с передней впадиной разведенных зубьев, принадлежащих к первой группе А зубьев. Разность Н1 высот между первой группой А зубьев и второй группой В зубьев такая же, как и разность высот в каждом ножовочном полотне. Степень развода зубьев Ln и Rn с разводом влево и вправо, принадлежащих ко второй группе В зубьев, меньше или равна степени развода зубьев Lw и Rw с разводом влево и вправо, принадлежащих к первой группе А зубьев. Зубья S1, Lw, Rw, принадлежащие к первой группе А зубьев, и зубья S2, Ln, Rn пилы, принадлежащие ко второй группе В зубьев, расположены поочередно.
В ножовочном полотне 17 шаг Р1 вершин вместе со впадинами зубьев S2, Ln, Rn пилы, принадлежащих ко второй группе В зубьев, меньше шага Р2 вершин вместе со впадинами зубьев S1, Lw, Rw, принадлежащих к первой группе А зубьев. Зубья Lw и Rw с разводом влево и вправо, принадлежащие к первой группе А зубьев, и зубья Ln и Rn с разводом влево и вправо, принадлежащие ко второй группе В зубьев, можно расположить непрерывно так, чтобы зубья пилы, которые отогнуты в одном и том же направлении и находятся рядом друг с другом, образовывали друг с другом пары, показанные на фиг. 14В, или можно расположить непрерывно так, чтобы зубья пилы, которые отогнуты в разных направлениях и находятся рядом друг с другом, образовывали друг с другом пары, показанные на фиг.14С.
При разрезании сплошного материала W, показанного на фиг.3, в ножовочном полотне 17 описанной выше конструкции зубья S1, Lw, Rw пилы, принадлежащие к первой группе А зубьев, вносят основной вклад в процесс резания, а когда разрезают трубу, то как зубья S1, Lw, Rw пилы, принадлежащие к первой группе А зубьев, так и зубья S2, Ln, Rn пилы, принадлежащие ко второй группе В зубьев, вносят вклад в процесс резания, и можно легко разрезать сплошной материал или трубу.
В ножовочном полотне 19 согласно десятому варианту осуществления настоящего изобретения, показанном на фиг.15А и 15В, схема развода и зубья пилы такие же, как схема развода и зубья пилы в ножовочном полотне 15 из восьмого варианта осуществления изобретения, но задний угол вершины образован с двухступенчатой стороной для увеличения вместимости впадин с тем, чтобы они легко не забивались опилками. Кроме того, поскольку режущая способность зубьев пилы, принадлежащих ко второй группе В зубьев, меньше, чем у зубьев пилы, принадлежащих к первой группе А зубьев, то глубина передней впадины зубьев пилы, принадлежащих к первой группе А зубьев, задана меньшей по сравнению с глубиной передней впадины зубьев пилы, принадлежащих ко второй группе В зубьев, так что конструкция удовлетворяет требованиям, необходимым для функционирования зубьев пилы.
Зубья Lw и Rw с разводом влево и вправо, принадлежащие к первой группе А зубьев, и зубья Ln и Rn с разводом влево и вправо, принадлежащие ко второй группе В, можно расположить непрерывно так, чтобы зубья пилы, которые отогнуты в одном и том же направлении и находятся рядом друг с другом, образовывали друг с другом пары, показанные на фиг.15В, или можно расположить непрерывно так, чтобы зубья пилы, которые отогнуты в разных направлениях и находятся рядом друг с другом, образовывали друг с другом пары, показанные на фиг.15С.
Из пояснения ножовочных полотен 17 и 19 должно быть понятно, что зубья пилы, принадлежащие к первой группе А зубьев, не ограничены конкретным видом и количеством, а зубья пилы, принадлежащие ко второй группе В зубьев, также не ограничены конкретным видом и количеством. Когда схема развода образована комбинацией зубьев пилы из первой группы А зубьев и зубьев пилы из второй группы В зубьев, то предпочтительно, чтобы число зубьев с разводом влево и число зубьев с разводом вправо, включенных в схему развода, было равно друг другу. В схеме развода шаги вершин зубьев не ограничены двумя видами, а именно Р1 и Р2, и можно сочетать другие шаги. Например, в схеме развода все шаги могут быть разными.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩИЙ ИНСТРУМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2396163C2 |
| Пильное полотно для ножовки по металлу | 2024 |
|
RU2836985C1 |
| ЛЕНТОЧНАЯ ПИЛА | 1999 |
|
RU2163538C1 |
| Полотно пилы по металлу | 2024 |
|
RU2834793C1 |
| Полотно ленточной пилы по металлу с абразивом | 2024 |
|
RU2828896C1 |
| ПИЛЬНОЕ ПОЛОТНО ДЛЯ ПИЛЕНИЯ ПОЛЫХ ФОРМОВАННЫХ ПРОФИЛЕЙ | 2012 |
|
RU2580260C2 |
| Способ шлифования зубьев ножовочных полотен | 1981 |
|
SU986734A1 |
| УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ МАТЕРИАЛА С ТОНКИМ ПРОПИЛОМ | 2012 |
|
RU2574546C2 |
| Полотно ленточной пилы по металлу | 2024 |
|
RU2828893C1 |
| Зуб полотна ленточной пилы по металлу | 2024 |
|
RU2834794C1 |
Изобретение относится к ножовочным полотнам для ленточных, дисковых и т.п. пил. Полотно имеет конструктивную схему развода, содержащую первую и вторую группы зубьев, каждая из которых имеет множество разведенных зубьев, причем схема развода выполнена повторяющейся. Согласно одному из вариантов изобретения высота зубьев из второй группы зубьев меньше высоты зубьев из первой группы. Согласно ещё одному варианту степень развода во второй группе зубьев меньше степени развода в первой группе зубьев, при этом первая группа зубьев имеет по меньшей мере один зуб без развода. Использование изобретения позволяет повысить эффективность разрезки заготовок различной длины с одновременным предотвращением возможности поломки зубьев. 4 с. и 47 з.п. ф-лы, 15 ил.
| WO 00/00325 A1, 06.01.2000 | |||
| Способ обработки на оптикошлифовальном станке | 1976 |
|
SU592578A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ СТУПЕНЧАТЫХ БУРОВЫХ КОРОНОК | 0 |
|
SU190232A1 |

