Изобретение относится к обработке материалов резанием, а именно к способам выбора марки инструментального твердого сплава с учетом характеристик обрабатываемого материала для обеспечения максимальной работоспособности твердосплавного режущего инструмента.
Известен способ выбора инструментального твердого сплава (ИТС) по таблице рекомендуемых марок твердосплавного инструмента для механической обработки резанием заготовок из материалов, составляющих определенную группу по обрабатываемости лезвийным инструментом, которая составлена с учетом соответствия характеристик инструментального и обрабатываемого материалов на основе трудоемких стойкостных лабораторных или производственных испытаний [Металлообрабатывающий твердосплавный инструмент: Справочник / B.C.Самойлов, Э.Ф.Эйхманс, В.А.Фальковский и др. - М.: Машиностроение, 1988, с.43-48]. Указанный способ выбран в качестве прототипа.
Известной причиной, препятствующей достижению технического результата, обеспечиваемого предлагаемым изобретением, является несовершенство критерия выбора инструментального твердого сплава, когда учитывается совокупность интегральных характеристик, что приводит к рекомендации нескольких марок ИТС без указания более предпочтительной для обработки требуемой марки материала. Кроме того, в случае разработки новых обрабатываемых или твердосплавных материалов возникает необходимость проведения значительного объема трудоемких стойкостных лабораторных или производственных испытаний для внесения новых материалов в соответствующую ячейку известной таблицы.
Предлагаемое изобретение решает задачу повышения обоснованности выбора марки инструментального твердого сплава при обработке конкретного материала резанием с целью достижения максимальной работоспособности твердосплавных режущих пластин.
При осуществлении предлагаемого способа поставленная задача решается за счет достижения технического результата, который заключается в повышении работоспособности твердого сплава за счет конкретизации алгоритма выбора инструментального твердого сплава по структурно-чувствительным характеристикам обрабатываемого материала с учетом их изменения в температурном интервале обработки резанием.
Указанный технический результат достигается тем, что в способе выбора инструментального твердого сплава для обработки стали резанием, включающим сопоставление характеристик обрабатываемой стали и инструментального твердого сплава с последующим выбором наиболее соответствующих друг другу, особенностью является то, что с помощью кривых температурной зависимости структурно-чувствительных характеристик обрабатываемой стали выявляют критическую температуру, соответствующую структурным превращениям в обрабатываемой стали, сравнивают ее с температурой максимальной работоспособности инструментального твердого сплава и выбирают инструментальный твердый сплав, у которого сравниваемые характеристики наиболее близки или совпадают, при этом в качестве критической принимают температуру экстремума пластичности обрабатываемой стали в интервале от 600 до 1150°С, или температуру экстремума удельной теплоемкости обрабатываемой стали в интервале от 600 до 1150°С, или температуру экстремума коэффициента теплопроводности обрабатываемой стали в интервале от 600 до 1150°С, или температуру экстремума коэффициента линейного расширения обрабатываемой стали в интервале от 600 до 1150°С, или температуру конца превращения феррита в аустенит при медленном нагреве АC3 для доэвтектоидных сталей, или температуру окончания растворения цементита в аустените при медленном нагреве Аcm для заэвтектоидных сталей.
Между заявленным техническим результатом и существенными признаками изобретения существует причинно-следственная связь. Наличие экстремума на температурной зависимости пластичности, удельной теплоемкости, коэффициента теплопроводности, коэффициента линейного расширения обрабатываемого материала свидетельствует о структурном превращении в материале, когда происходит перераспределение элементов, что облегчает отделение части материала - образование стружки. Следует отметить, что экстремальные значения указанных структурно-чувствительных характеристик наблюдаются при одной и той же температуре [Марочник сталей и сплавов /В.Г.Сорокин, А.В.Волосникова, С.А.Вяткин и др.; Под общ. ред. В.Г.Сорокина. - М.: Машиностроение, 1989. 640 с.], которая близка к значениям температуры конца превращения феррита в аустенит при медленном нагреве АC3 для доэвтектоидных сталей или температуры окончания растворения цементита в аустените при медленном нагреве Аcm для заэвтектоидных сталей. Сравнение критической температуры обрабатываемого материала с температурой максимальной работоспособности инструментального твердого сплава позволяет подобрать соответствующие друг другу пары по температуре, когда лучшая стойкость режущего инструмента совпадает с облегченным стружкообразованием, что обеспечивает наименьший износ инструмента в выбранной паре или более высокую производительность (скорость резания).
Температурный интервал анализа структурно-чувствительных характеристик обусловлен температурой на границе контакта обрабатываемого материала с инструментальным твердым сплавом. 600°С - минимальная температура, когда в материале могут начаться структурные превращения, при 1150°С происходит резкое уменьшение ударной вязкости кобальтовой связки, что приводит к падению работоспособности ИТС.
Использование температуры провала пластичности обрабатываемого материала при обработке резанием известно [Макаров А.Д. Оптимизация процессов резания. - М.: Машиностроение, 1976, с.32-40]. Однако в известном случае эта характеристика применяется для расчета режима резания твердосплавным резцом заданной марки, что не позволяет выполнить задачу, решаемую предлагаемым изобретением.
Предлагаемый способ иллюстрируют примеры, поясняемые кривыми на чертеже.
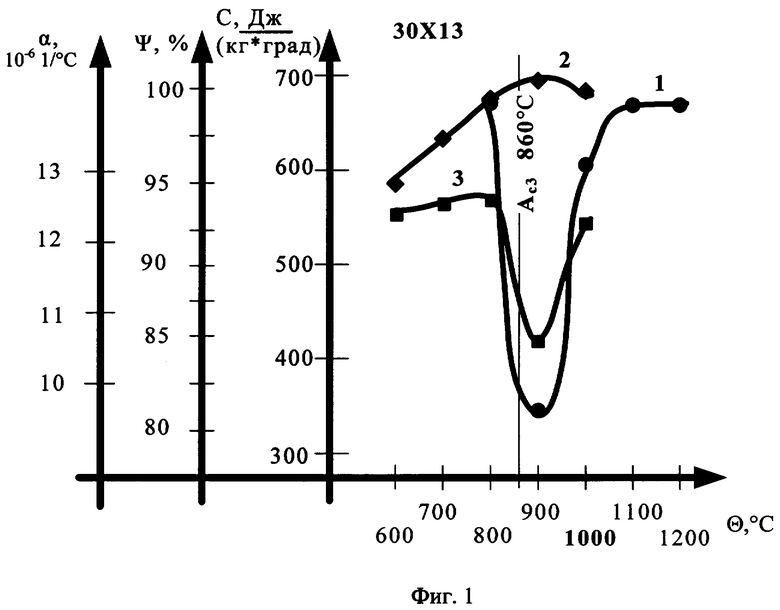
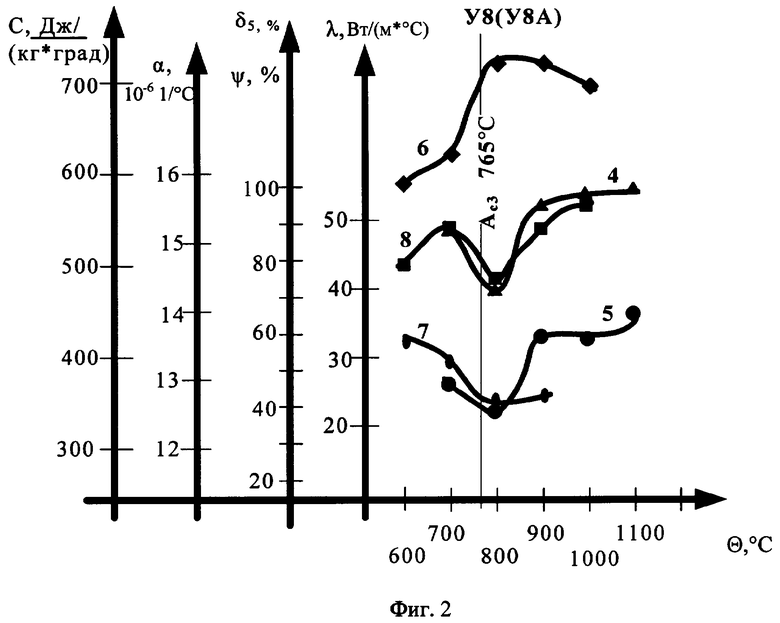
На фиг.1 представлены зависимости относительного сужения ψ (кривая 1), удельной теплоемкости С (кривая 2) и коэффициента линейного расширения α (кривая 3) стали 30Х13 от температуры испытания Θ; на фиг.2 приведены температурные зависимости относительного сужения ψ (кривая 4), относительного удлинения δ (кривая 5), удельной теплоемкости С (кривая 6), коэффициента теплопроводности λ (кривая 7), коэффициента линейного расширения α (кривая 8) стали У8 (У8А). На фиг.1 и фиг.2 также указаны соответствующие критические точки АC3. Данные взяты из справочников [например, Марочник сталей и сплавов / В.Г.Сорокин, А.В.Волосникова, С.А.Вяткин и др.; Под общ. ред. В.Г.Сорокина - М.: Машиностроение, 1989. 640 с.] В случае разработки нового обрабатываемого материала одну из представленных зависимостей необходимо построить экспериментально, что менее трудоемко по сравнению со стойкостными испытаниями.
По приведенным зависимостям выявлены критические температуры: 900°С (АC3=860°С) для стали 30Х13 и 800°С (АC3=765°С) для стали У8 (У8А) (отклонение АC3 связано, по-видимому, с шагом в 100°С представления справочных данных).
По температурной зависимости структурно-чувствительных характеристик различных инструментальных твердых сплавов известными способами [Патент РФ №2173611, В23В 1/00, опубл. 20.09.2001], [Патент РФ №2215615, В23 В 1/00, опубл. 10.11.2003] экспериментально установлен интервал температур максимальной работоспособности режущего инструмента, например: 580-690°С для сплава ВК15, 750-800°С для сплава ВК8, 770-900°С для сплава ВК4.
Сравнение критических температур обрабатываемых материалов с температурами максимальной работоспособности инструментальных твердых сплавов позволяет рекомендовать для лезвийной обработки стали 30Х13 сплав ВК4, а для обработки стали У 8 (У8А) - сплав ВК8.
В справочнике [Металлообрабатывающий твердосплавный инструмент: Справочник / B.C.Самойлов, Э.Ф.Эйхманс, В.А.Фальковский и др. - М.: Машиностроение, 1988, с.45-48] для обработки стали 30Х13 рекомендованы сплавы ВКЗМ, ВК6-ОМ, ВК8, ВК10-ХОМ, ВК15-ОМ, а для обработки стали У8 (У8А) - сплавы ВК6-ОМ, ВК10, Т15К6, Т5К10, т.е. возникает необходимость дальнейшего выбора ИТС из рекомендованных, следовательно, задача выбора инструментального твердого сплава в способе-прототипе решена не полностью.
Предлагаемое изобретение позволяет строго обосновать выбор марки инструментального твердого сплава при обработке конкретного материала резанием с целью достижения максимальной работоспособности твердосплавных режущих пластин.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ МАТЕРИАЛА РЕЗАНИЕМ | 2012 |
|
RU2496903C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 2002 |
|
RU2230630C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 2000 |
|
RU2179910C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 2008 |
|
RU2374038C1 |
| ИНСТРУМЕНТАЛЬНАЯ ШТАМПОВАЯ СТАЛЬ | 2004 |
|
RU2274673C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 2011 |
|
RU2465984C2 |
| Слоистый инструментальный материал | 1988 |
|
SU1639890A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 2001 |
|
RU2189887C1 |
| СПОСОБ РЕСУРСОСБЕРЕГАЮЩЕЙ СТУПЕНЧАТОЙ ЦЕМЕНТАЦИИ СТАЛИ | 2020 |
|
RU2728479C1 |
| Способ управления обработкой резанием | 1990 |
|
SU1754419A1 |
Способ включает сопоставление характеристик обрабатываемой стали и инструментального твердого сплава с последующим выбором наиболее соответствующих друг другу. Для достижения максимальной работоспособности твердосплавных режущих пластин с помощью кривых температурной зависимости структурночувствительных характеристик обрабатываемой стали выявляют критическую температуру, соответствующую структурным превращениям в обрабатываемой стали, сравнивают ее с температурой максимальной работоспособности инструментального твердого сплава и выбирают инструментальный твердый сплав, у которого сравниваемые характеристики наиболее близки или совпадают. При этом в качестве критической принимают температуру экстремума пластичности обрабатываемой стали в интервале от 600 до 1150°С, или температуру экстремума удельной теплоемкости обрабатываемой стали в интервале от 600 до 1150°С, или температуру экстремума коэффициента теплопроводности обрабатываемой стали в интервале от 600 до 1150°С, или температуру экстремума коэффициента линейного расширения обрабатываемой стали в интервале от 600 до 1150°С, или температуру конца превращения феррита в аустенит при медленном нагреве АC3 для доэвтектоидных сталей, или температуру окончания растворения цементита в аустените при медленном нагреве Аcm для заэвтектоидных сталей. 2 ил.
Способ выбора инструментального твердого сплава для обработки стали резанием, включающий сопоставление характеристик обрабатываемой стали и инструментального твердого сплава с последующим выбором наиболее соответствующих друг другу, отличающийся тем, что с помощью кривых температурной зависимости структурночувствительных характеристик обрабатываемой стали выявляют критическую температуру, соответствующую структурным превращениям в обрабатываемой стали, сравнивают ее с температурой максимальной работоспособности инструментального твердого сплава и выбирают инструментальный твердый сплав, у которого сравниваемые характеристики наиболее близки или совпадают, при этом в качестве критической принимают температуру экстремума пластичности обрабатываемой стали в интервале от 600 до 1150°С или температуру экстремума удельной теплоемкости обрабатываемой стали в интервале от 600 до 1150°С, или температуру экстремума коэффициента теплопроводности обрабатываемой стали в интервале от 600 до 1150°С, или температуру экстремума коэффициента линейного расширения обрабатываемой стали в интервале от 600 до 1150°С, или температуру конца превращения феррита в аустенит при медленном нагреве АC3 для доэвтектоидных сталей или температуру окончания растворения цементита в аустените при медленном нагреве Аcm для заэвтектоидных сталей.
| САМОЙЛОВ B.C | |||
| и др | |||
| «Металлообрабатывающий твердосплавный инструмент», Справочник | |||
| - М.: «Машиностроение», 1988, с.43-48 | |||
| Способ определения оптимальной скорости резания | 1979 |
|
SU770661A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ ТВЕРДОСПЛАВНЫМИ ИНСТРУМЕНТАМИ | 1999 |
|
RU2173611C2 |
| СПОСОБ МЕТАЛЛООБРАБОТКИ ТВЕРДОСПЛАВНЫМ ИНСТРУМЕНТОМ | 2001 |
|
RU2207936C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ ТВЕРДОСПЛАВНЫМИ ИНСТРУМЕНТАМИ | 2001 |
|
RU2215615C2 |

