Настоящее изобретение относится к аппарату для тепловой обработки продуктов, содержащему по меньшей мере одну газочувствительную матрицу, и к системе отбора проб для аппарата для тепловой обработки продуктов по меньшей мере с одной газочувствительной матрицей. Кроме того, изобретение относится к способу тепловой обработки продуктов с помощью предлагаемого в изобретении аппарата для тепловой обработки и к способу его очистки.
Возможность точного слежения за процессом тепловой обработки продуктов, чтобы, например, определить желаемое состояние окончательной готовности и своевременно извлечь продукт из аппарата, имеет большое значение, в частности, для предприятий общественного питания. Если желаемые состояния готовности не реализуются, то продукт имеет часто вкусовые недостатки, например, он подгорел, и в крайнем случае его приходится полностью выбрасывать. При больших порциях продуктов, обычных на предприятиях общественного питания, этому сопутствует немалый экономический ущерб. Нередко причиной этого является то, что процессы приготовления нельзя полностью стандартизировать, что, в свою очередь, можно объяснить неодинаковым размером продуктов, разными исходными состояниями и редко полностью совпадающим общим количеством подвергаемых тепловой обработке продуктов.
Чтобы тем не менее независимо от вида, величины и количества используемых продуктов достичь воспроизводимых результатов приготовления пищи, все шире применяются так называемые зонды, например, в виде датчиков температуры в сердцевине продукта. Такие зонды для процесса тепловой обработки описаны, например, в DE 20204393 U1, DE 29923215 U1 или DE 19945021. С помощью этих датчиков температуры в сердцевине продукта, используя заданные ориентировочные значения, можно определить, когда продукт в процессе приготовления достиг в своей сердцевине требуемой предварительно заданной температуры готовности. Для этого в большинстве случаев требуется механически воткнуть датчик температуры в продукт так, чтобы он фактически проник до его центра. Разумеется, при таком виде измерения продукт частично разрушается в результате втыкания. Часто даже по окончании процесса тепловой обработки на поверхности продукта заметен прокол. Поскольку датчик температуры в сердцевине продукта в течение всего процесса тепловой обработки нередко находится внутри, иногда оператор получает травмы из-за невнимательности. Также в процессе приготовления не всегда удается оптимально переставить зонд, так что, например, зонд втыкается со смещением относительно собственно центра продукта. Кроме того, может произойти так, что датчик температуры в сердцевине продукта из-за его небольшого сечения вообще не удастся разместить в нем. Также температура в сердцевине необязательно является критерием состояния готовности, т.е. связь между температурой в сердцевине продукта и состоянием готовности возможна только при точном знании приготавливаемого продукта.
В настоящее время также предпринимаются попытки определить состояние готовности пищевых продуктов с помощью газочувствительных элементов. Однако эти усилия пока не выходят за пределы стадии проектирования. Например, в проекте "Сенсорная система для контроля процессов жарки, выпечки и обжаривания посредством стандартов на первичный аромат", осуществляемом при поддержке Федерального министерства образования и научных исследований ФРГ, ставится задача определить, можно ли с помощью подходящих газочувствительных элементов установить конечный момент готовности при тепловой обработке пищевых продуктов на основе запаха готовой пищи. В рамках названного проекта исследовался также процесс обжарки кофейных зерен и проводился контроль пищевых продуктов с помощью газочувствительных элементов (см. также www.mst-innovationen.de, Infobörse, Mikrosystemtechnik, 43-2003, L.Heinert, N.Felde "Einsatz von Halbleitergassensoren zur Erkennung von Röst-, Brat- und Backvorgängen in der Lebensmittelindustrie (SPAN)").
В упомянутом выше методе используется тот факт, что пищевые продукты при нагреве выделяют многочисленные летучие вещества, из которых, однако, лишь немногие вносят вклад в формирование характерного запаха продукта. Например, запах сливочного масла складывается в общей сложности из 230 летучих веществ, из которых, однако, только всего 19 можно назвать активными с точки зрения образования запаха. (L.M.Nijssen et al., Volatile Compound in Food, 7. ed., TNO Nutrition ans Food Research Institute, Zeist, Niederlande). Такие активные с точки зрения образования запаха вещества можно обнаружить с помощью металлооксидных газочувствительных элементов, например, на основе диоксида или оксида цинка (см. также Т.Hofmann et al., "High resolution gas chromatography/selective odorant measurement by multisensor array (HRGC/SOMSA): a useful approach to standardise multisensor arrays for use in the detection of key food odorants", Sensors and Aktuators В 41 (1997), стр.8-87). Описанный выше метод основан на использовании так называемых проводящих структур. При этом ответственные за запах, характерные компоненты или проводящие структуры обнаруживаются используемыми газовыми сенсорами, чтобы по полученным сигналам получить желаемые данные. Это требует по крайней мере вначале параллельного использования газового хроматографа высокого разрешения. Если определяемый посредством газовой хроматографии сигнал проводящей структуры может быть отождествлен с соответствующим сигналом газового сенсора, то можно отказаться от газового хроматографа.
Как описано в работе Lemme, Elektronik/17 2002, стр.42-48, при использовании газочувствительной матрицы под названием KAMINA ("микронос"), созданной в исследовательском центре Карлсруэ, отпадает необходимость в прежнем установлении проводящих компонентов. Напротив, между собой просто корректируются только детектируемые этим газовым сенсором сигнальные образы. Размещенная над сковородой, заполненной стейками, названная сенсорная (чувствительная) матрица KAMINA должна после начальной фазы обучения определять различные состояния прожарки от "сырого", включая "средней поджарки" и "хорошо поджарено", до "пережарено". С помощью названной сенсорной матрицы нагрев сковороды должен автоматически отключаться точно в нужный момент. Указания по пригодности описанной сенсорной матрицы для определения состояний готовности так же мало описаны в указанном литературном источнике, как и в положенном в основу названного газового сенсора патенте DE 4423289 С1. Сомнительно, чтобы возможности применения сенсора этого типа можно было распространить на ситуации совершенно иного рода. Например, газовая среда в рабочей камере, в частности профессиональных аппаратов для тепловой обработки, несопоставима с газовой средой над открытой сковородой. Это тем более относится к так называемым пароконвектоматам, в которых, как правило, заодно используется быстро вращающийся вентилятор. Как правило, влажность воздуха в таких аппаратах очень высока и находится нередко в области насыщения. До сих пор процесс тепловой обработки в подобных пароконвектоматах можно было в некоторой степени удовлетворительно контролировать только с помощью датчиков температуры в сердцевине продукта. В соответствии с этим газовые сенсоры, описанные в US 6784404 и US 2004/0144768 А1, используются в аппаратах для тепловой обработки для определения содержания монооксида углерода, чтобы посредством определения степени загрязнения рабочей камеры аппарата установить продолжительность цикла самоочистки.
Поэтому было бы желательно, в частности, в связи с недостатками использования датчиков температуры в сердцевине продукта, предложить средство для слежения за процессом тепловой обработки, которое давало бы надежные, с обеспечением воспроизводимости, результаты без необходимости предварительного описания (специфицирования) продукта, например, в отношении его размера и исходного состояния.
Из US 4378691 известен, например, многофункциональный сенсор, содержащий один чувствительный элемент, который нагревается нагревательным элементом. Этот чувствительный элемент может использоваться для управления аппаратом в зависимости от влажности в его рабочей камере.
В DE 10307247 А1 раскрыта вытяжка электроплиты с вытяжной трубой, содержащая множество сенсоров, которые предназначены для оценки газообразных сред или веществ в газообразных средах. С помощью данных, зарегистрированных и обработанных сенсорами, должен, например, регулироваться вентилятор в вытяжной трубе электроплиты. Точно так же, согласно DE 10307247 А1, можно, положив в основу зарегистрированные измеренные данные, регулировать мощность электроплиты.
В US 6170318 В1 раскрыты аппарат для тепловой обработки продуктов и система отбора проб с использованием газочувствительной матрицы с множеством газочувствительных элементов, которая после фазы обучения должна уметь анализировать различные вещества. Например, такая газочувствительная матрица может использоваться в микроволновой печи или аппарате для жарки, чтобы на основе измеренных данных управлять соответствующим аппаратом для тепловой обработки продуктов или определять состояние готовности продукта.
Поэтому в основу настоящего изобретения была положена задача усовершенствования аппарата для тепловой обработки продуктов и системы отбора проб таким образом, чтобы устранить недостатки уровня техники. В частности, должны обеспечиваться бесконтактный контроль готовности независимо от внешних мешающих влияний прежде всего крупнокусковых продуктов в рабочей камере аппарата и более высокая надежность процесса.
В части аппарата эта задача решается посредством признаков п.1 формулы.
Предпочтительные варианты предлагаемого в изобретении аппарата описаны в п.п.2-20.
В принципе, в качестве отправной точки для предлагаемых в изобретении аппаратов рассматриваются любые аппараты для тепловой обработки продуктов, имеющие рабочую камеру и приборный отсек. Особо выделить следует такие аппараты, которые, кроме того, оснащены по меньшей мере одной вентиляционной системой, т.е. так называемые пароконвектоматы. Подходящие пароконвектоматы, служащие исходной основой для предлагаемых в изобретении аппаратов, описаны, например, в DE 19651514 А1. Используемые в традиционных пароконвектоматах вентиляторы образуют в рабочей камере аппарата при больших частотах вращения частично очень высокие скорости воздуха, в результате чего в рабочей камере аппарата иногда завихряются также капли жира и других жидкостей.
Разумеется, в одном процессоре могут находиться блок памяти и блок обработки, а также система управления аппаратом. С помощью системы управления можно управлять, например, нагревом рабочей камеры, частотой вращения вентилятора, парогенератором, вентиляцией, например посредством свежего воздуха, увлажняющим соплом и/или очищающим соплом.
Предлагаемый в изобретении аппарат для тепловой обработки продуктов, содержащий по меньшей мере одну газочувствительную матрицу, позволяет осуществлять контроль газовой среды в и на аппарате и может ориентироваться при этом как на проводящие структуры, сигнал которых был предварительно определен и введен в блок памяти аппарата, так и предпочтительно на совокупность полученных сигналов. В последнем случае нужная информация определяется без использования проводящей структуры за счет временного изменения сложного сигнального образа в процессе тепловой обработки, чтобы можно было, например, сделать выводы о состоянии готовности. Это значит, что с помощью газочувствительных матриц регулярно регистрируется множество сигналов, происходящих от летучих, в частности, окисляемых и/или восстанавливаемых веществ, в смысле общего спектра. Из этих общих спектров сигналы определенных отдельных соединений, как правило, не вычитаются. Этого в общем и не требуется благодаря анализу общей картины сенсорной матрицей. По меньшей мере два, в частности множество, отдельных сенсоров или сенсорных сегментов газочувствительной матрицы вырабатывают по существу в одинаковых условиях и по существу в одинаковой измеряемой газовой среде разные измерительные сигналы. Таким образом, для каждой специфической измерительной ситуации или газовой среды возникает характеристический общий результат измерения. Часто даже 5-100, например, также 10-50 отдельных сенсоров или сенсорных сегментов достаточно для регистрации сигнальных образов с достаточной информативностью в течение отрезка времени.
Чтобы сделать вывод о состоянии готовности, сначала необходима, как правило, так называемая фаза обучения. При этом определяемые состояния в аппарате, в частности состояния готовности, сначала проверяются экспериментальным путем, а временное развитие получаемых сигнальных образов определяется для оптимального процесса тепловой обработки в качестве нормального состояния и записывается в память. Затем определяются и записываются в память временные характеристики сигнальных образов для отличающихся от этого оптимального состояния процессов приготовления. Если в соответствии с этим в процессе приготовления временное изменение получаемых сигналов лежит в пределах желаемых границ или допусков, то сохраняется заданное желаемое управление процессом тепловой обработки. В противном случае используются альтернативные решения. Таким образом, важное значение имеет, в частности, слежение за временным развитием или изменением совокупности получаемых сигналов. В целом, достаточно одноразового проведения упомянутой фазы обучения для определенного типа аппарата для тепловой обработки. Полученные сигнальные образы могут быть затем вполне использованы для других аппаратов и записаны, например, в их блок памяти.
Особенно предпочтительным оказалось то, что по меньшей мере одна газочувствительная матрица размещена в рабочей камере аппарата, в приборном отсеке, в вентиляционной системе и/или снаружи аппарата.
Также предпочтительно, если газочувствительная матрица имеет несколько полей из полупроводящей металлооксидной пленки, каждое из которых соединено с двумя электродами, причем поля образуют по существу сплошную поверхность, электроды имеют лентообразную форму и делят сплошную поверхность на поля таким образом, что каждое поле на сплошных поверхностях ограничено двумя электродами.
В соответствии с этим подходящие газочувствительные матрицы содержат систему из нескольких, например восьми, отдельных сенсоров, расположенных попарно на кремниевом кристалле. Каждый из этих отдельных сенсоров состоит из одного или нескольких полупроводящих оксидов SnO2, ZnO, TiO2 и WO3 и нанесен в виде тонкого слоя на кристалл, по меньшей мере частично покрытый палладием или платиной в качестве катализатора. Все используемые отдельные сенсоры отличаются по своему составу или строению. При контакте с измеряемыми газами проводимость полупроводящих оксидов изменяется в зависимости от их состава и нанесенного на них, при необходимости, палладиевого покрытия каталитического действия, поэтому каждый отдельный сенсор при контакте с измеряемым газом вырабатывает разный сигнал, пропорциональный изменению проводимости. Такая газочувствительная матрица описана, например, в работе X.Wang et al., Sensors and Actuators В 13-14 (1993), стр.458-461.
Особенно предпочтительно использовать газочувствительные матрицы, у которых различные поля, содержащие полупроводящую металлооксидную тонкую пленку и соединенные каждое с двумя электродами, в зависимости от температуры, состава, легирования и/или покрытия при контакте с восстановительными или окислительными газами по-разному меняют свою проводимость.
Чувствительный слой предпочтительной газочувствительной матрицы состоит по существу из одного сплошного слоя одного или нескольких полупроводящих оксидов, например оксида олова, причем этот сплошной слой разделяется лентообразными электродами на отдельные поля. Электроды могут наноситься непосредственно на поверхность сплошного слоя или под нее. Сплошная поверхность разделяется на отдельные поля, в частности, таким образом, что каждое поле на сплошной поверхности ограничено предпочтительно двумя электродами. Согласно одному предпочтительному варианту, газочувствительная матрица снабжена покрытием, чья проницаемость для восстановительных или окислительных газов постоянно изменяется между обоими внешними электродами.
В частности, при анализе сложных газовых систем предпочтительно, чтобы отдельные поля сенсорной матрицы отличались друг от друга по своему строению или составу. Следовательно, каждое поле будет вызывать отличное от других полей изменение проводимости, если сенсор вступит в контакт с единственным газом. Различный состав полей достигается, например, за счет напыления благородных металлов, т.е. легирования металлооксидной пленки, в течение разных по продолжительности промежутков времени. Непрерывное изменение состава по сплошной поверхности газочувствительной матрицы может быть достигнуто с помощью осаждения из газовой фазы.
Также может быть предпочтительным устанавливать чувствительность газочувствительной матрицы к определенным газам за счет воздействия определенных температур, в частности за счет воздействия разных температур на разные поля. Для этого предварительно следует отметить, что чувствительность газочувствительной матрицы, в принципе, высокая, если:
- выявляется сильное изменение сигнала газочувствительной матрицы, например сопротивления отдельного сенсора, в зависимости от времени протекающей химической реакции;
- сигнал газочувствительной матрицы сам по себе сильный, т.е. определенная концентрация вырабатывает как можно более сильный сигнал;
- различные, одновременно возникающие газы формируют в газочувствительной матрице максимально разные сигнальные образы; или
- предел обнаружения газа настолько низкий, что идентификация газа может осуществляться уже при малых концентрациях.
Оказалось, что один и тот же сенсор газочувствительной матрицы в зависимости от температуры проявляет противоположную чувствительность к различным газам, поэтому температура каждого сенсора должна предпочтительно устанавливаться. С этой целью температура каждого поля газочувствительной матрицы должна регистрироваться, например, термоэлементом, а каждое поле должно целенаправленно нагреваться, например нагревательной проволокой.
Особенно подходящие газочувствительные матрицы описаны, например, в DE 4423289 С1 и известны также в виде так называемых сенсоров KAMINA исследовательского центра Карлсруэ.
Согласно другому аспекту изобретения, предлагаемые в нем аппараты для тепловой обработки продуктов отличаются также наличием по меньшей мере одного второго подводящего трубопровода для подачи газовой среды из приборного отсека по меньшей мере к одной первой, второй, третьей и/или четвертой газочувствительной матрице, по меньшей мере одного третьего подводящего трубопровода для подачи газовой среды из вентиляционной системы по меньшей мере к одной первой, второй, третьей и/или четвертой газочувствительной матрице и/или по меньшей мере одного четвертого подводящего трубопровода для подачи окружающей аппарат газовой среды по меньшей мере к одной первой, второй, третьей и/или четвертой газочувствительной матрице.
Далее подходящие аппараты для тепловой обработки продуктов снабжены по меньшей мере одним первым отводящим трубопроводом, отходящим от первой, второй, третьей и/или четвертой газочувствительной матрицы.
Чтобы защитить измерительную поверхность газочувствительной матрицы от стойкого загрязнения, целесообразно разместить по меньшей мере один фильтр перед по меньшей мере одной газочувствительной матрицей, в частности перед ее измерительной поверхностью, и/или во входе либо на входе первого, второго, третьего и/или четвертого подводящего трубопровода. Подходящими фильтрами являются, например, полимерные мембраны, например из тефлона, керамические фильтры, например пористая алюмооксидная керамика, или металлические фильтры, например пористый пенометалл. Особенно подходящими являются металлокерамические фильтры.
Далее предлагаемые в изобретении аппараты для тепловой обработки продуктов отличаются наличием по меньшей мере одного, в частности, управляемого посредством блока управления клапана на входе и/или в зоне второго, третьего, и/или четвертого подводящего трубопровода, и/или отводящего трубопровода.
С помощью названных клапанов, в частности, в отводящем трубопроводе, можно предотвратить, например, поступление отходящего воздуха в газочувствительную матрицу. Подводящие трубопроводы, ведущие к газочувствительным матрицам, выполнены предпочтительно очень короткими, чтобы ненужным образом не задерживать или не искажать получаемый сигнал.
Подходящие аппараты для тепловой обработки продуктов содержат в другом варианте по меньшей мере один насосный блок, функционально связанный с первым, вторым, третьим и/или четвертым подводящим трубопроводом для подачи анализируемой газовой среды к газочувствительной(-ым) матрице(-ам). Например, с помощью насоса можно подавать к газочувствительной матрице газовую среду из рабочей камеры аппарата или из приборного отсека или даже наружный воздух через фильтр, который не изменяет характеристического состава объема пробы. В этом случае фильтр может задерживать, например, твердые частицы, а также капли жира и жидкости.
В изобретении также предусмотрено, что по меньшей мере два подводящих трубопровода соединены непосредственно или опосредованно с одной газочувствительной матрицей.
Например, по меньшей мере одна газочувствительная матрица встроена во внутреннюю стенку рабочей камеры аппарата или приборного отсека. Разумеется, для определения или анализа газовой среды снаружи аппарата газочувствительная матрица может быть расположена также на наружной стенке аппарата или встроена в нее. Далее, согласно другому варианту, также помещенные во внутреннюю или наружную стенку аппарата газочувствительные матрицы могут иметь подводящие трубопроводы для подачи анализируемой газовой среды. В частности, это предпочтительно тогда, когда газочувствительная матрица не прилегает к поверхности стенки, а встроена в нее. Также эти подводящие трубопроводы могут использоваться для размещения перед газочувствительной матрицей подходящих фильтров.
Предпочтительно, чтобы по меньшей мере две внутренние стенки рабочей камеры аппарата были оснащены по меньшей мере одной газочувствительной матрицей. Это позволяет анализировать процесс тепловой обработки в зависимости от места.
В части системы отбора проб указанная задача решается посредством системы отбора проб (газовой среды) для аппарата для тепловой обработки продуктов, содержащей по меньшей мере одну первую газочувствительную матрицу для анализа газовой среды из рабочей камеры аппарата, вторую газочувствительную матрицу для анализа газовой среды из приборного отсека аппарата, третью газочувствительную матрицу для анализа газовой среды из вентиляционной системы аппарата и/или четвертую газочувствительную матрицу для анализа окружающей аппарат газовой среды и по меньшей мере один первый подводящий трубопровод для подачи газовой среды из рабочей камеры к первой, второй, третьей и/или четвертой газочувствительной матрице, по меньшей мере один второй подводящий трубопровод для подачи газовой среды из приборного отсека аппарата к первой, второй, третьей и/или четвертой газочувствительной матрице, по меньшей мере один третий подводящий трубопровод для подачи газовой среды из вентиляционной системы к первой, второй, третьей и/или четвертой газочувствительной матрице и/или по меньшей мере, один четвертый подводящий трубопровод для подачи окружающей аппарат газовой среды к первой, второй, третьей и/или четвертой газочувствительной матрице, причем на входе и/или в зоне первого, второго, третьего и/или четвертого подводящего трубопровода расположен по меньшей мере один клапан.
При этом может быть предусмотрен по меньшей мере один первый отводящий трубопровод, отходящий от первой, второй, третьей и/или четвертой газочувствительной матрицы, причем на входе и/или в зоне этого отводящего трубопровода предпочтительно расположен по меньшей мере один клапан.
Также в изобретении предлагается, чтобы перед по меньшей мере одной газочувствительной матрицей, в частности перед ее измерительной поверхностью, и/или во входе либо на входе первого, второго, третьего и/или четвертого подводящего трубопровода был расположен по меньшей мере один фильтр.
Далее может быть предусмотрено, что по меньшей мере один клапан выполнен управляемым.
Также в изобретении предлагается использовать по меньшей мере один насосный блок, связанный с первым, вторым, третьим и/или четвертым подводящим трубопроводом для подачи анализируемой газовой среды к газочувствительной(-ым) матрице(-ам).
В предпочтительных вариантах предлагаемые в изобретении системы отбора проб отличаются тем, что газочувствительная матрица имеет несколько полей из полупроводящей металлооксидной пленки, каждое из которых соединено с двумя электродами, причем поля образуют по существу сплошную поверхность, электроды имеют лентообразную форму и делят сплошную поверхность на поля таким образом, что каждое поле на сплошных поверхностях ограничено двумя электродами.
Также в изобретении предлагается, чтобы разные сенсоры, сенсорные сегменты и/или поля каждой газочувствительной матрицы в зависимости от температуры, состава, легирования и/или покрытия при контакте с восстановительными или окислительными газами меняли свою проводимость по-разному.
Далее предусмотрена возможность установки температуры каждого сенсора, сенсорного сегмента и/или поля газочувствительной матрицы, предпочтительно к газочувствительной матрице может быть приложен определенный температурный градиент или определенный температурный профиль.
Также в изобретении предложено, что каждый сенсор, каждый сенсорный сегмент и/или каждое поле функционально связано с термоэлементом и/или нагревательным элементом, предпочтительно управляемым.
Объектом изобретения является также способ тепловой обработки продуктов с помощью предлагаемого в изобретении аппарата, в котором газовую среду, содержащуюся по меньшей мере в рабочей камере аппарата, подают по меньшей мере к одному сенсору, сенсорному сегменту или полю по меньшей мере одной газочувствительной матрицы и периодически или непрерывно анализируют во время приготовления пищи, результат анализа сравнивают в блоке обработки со стандартом, хранящимся в блоке памяти, и ведут процесс тепловой обработки в зависимости от результата анализа.
При этом может быть предусмотрено, что результаты анализа не отличаются от выбранного стандарта или отличаются от него, оставаясь в заданном интервале значений.
Далее может быть предусмотрена возможность варьирования температуры сенсора, сенсорного сегмента или поля и/или привлекаемого для сравнения стандарта, в частности, до или во время процесса тепловой обработки.
Далее в изобретении предлагается записывать (сохранять) в память стандарты в фазе обучения в виде профилей или сигнальных образов на выходе каждой газочувствительной матрицы, в частности, в зависимости от вида, количества, качества приготавливаемого продукта и/или желаемой степени его готовности, предпочтительно для разных температур каждого сенсора, сенсорного сегмента и/или поля.
Также может быть предусмотрено, что после помещения продукта в рабочую камеру аппарата, в частности, в первой фазе разогрева, с помощью газочувствительной матрицы или газочувствительных матриц определяется вид и/или исходное состояние продукта.
При этом предлагается учитывать установленный вид и/или исходное состояние продукта при управлении процессом тепловой обработки.
Также в соответствии с изобретением при квалификации продукта по его исходному состоянию как испорченного процесс тепловой обработки может быть прерван и/или может быть подан предупредительный сигнал.
Далее может быть предусмотрено присвоение каждому стандарту в фазе обучения определенной программы тепловой обработки.
Таким образом, особенно предпочтительно, если при обучении на газочувствительную матрицу оказывают воздействие разные температурные профили, сигналы газочувствительной матрицы записываются в память, и каждому сигнальному образу газочувствительной матрицы, образующему стандарт, присваивается программа приготовления. В нормальном режиме работы предлагаемого в изобретении аппарата для тепловой обработки информация с панели управления и от газочувствительной матрицы используется для классификации протекающих в рабочей камере химических процессов с помощью упомянутых стандартов. Как только такая классификация будет проведена, можно воспользоваться подходящим, экспериментально определенным температурным профилем, который оптимизирует чувствительность газочувствительной матрицы и обеспечивает выбор оптимальной программы приготовления. С помощью множества термоэлементов и нагревательных элементов температурный профиль газочувствительной матрицы может быть установлен в любое время, а также многократно в процессе приготовления, а именно если классификация требует коррекции.
Если, например, в соответствии с командой, введенной с панели управления аппарата, в случае управляемой по времени программы тепловой обработки в рабочей камере должна регулироваться только влажность, то из множества хранящихся в памяти температурных профилей автоматически выбирается температурный профиль, с помощью которого можно максимально точно определить содержание Н2О в газовой среде аппарата, тогда как высшие углеводороды, вызванные приготовлением самого продукта, должны как можно меньше влиять на сигнал.
Если, с другой стороны, с панели управления вводится команда жарки мяса и с помощью профиля или образца газочувствительной матрицы мясо с высокой вероятностью распознается как говядина, то устройство управления автоматически выбирает температурный профиль, который по своей чувствительности зарекомендовал себя для жареной говядины. При этом высшие углеводороды, возникающие при приготовлении, будут вносить наиболее сильный вклад в формирование сигнального образа.
Объектом изобретения является также способ очистки предлагаемого в изобретении аппарата для тепловой обработки продуктов, в котором по окончании процесса тепловой обработки с помощью газочувствительной матрицы или газочувствительных матриц определяют степень загрязнения рабочей камеры, с помощью блока обработки определяют программу очистки, соответствующую этой степени загрязнения, и с помощью блока управления выполняют эту программу очистки.
При этом также может быть предусмотрена возможность определения степени загрязнения путем сравнения со стандартами, предпочтительно в виде профилей или сигнальных образов каждой газочувствительной матрицы, запоминаемых, в частности, в фазе обучения.
Благодаря описанным выше вариантам выполнения предлагаемых в изобретении аппарата для тепловой обработки продуктов, системы отбора проб и способа можно анализировать запахи в различных местах в или на аппарате. Это может происходить либо с помощью нескольких газочувствительных (сенсорных) элементов, оснащенных, при необходимости, собственными подводящими трубопроводами для отбора проб, размещенными в местах измерений, либо с помощью множества подводящих трубопроводов, обслуживающих сообща центральную газочувствительную матрицу.
Оптимальный результат приготовления достигается даже тогда, когда газовая среда в рабочей камере в процессе приготовления нарушается или изменяется, например, из-за частого открывания и закрывания дверцы. Изменения газовой среды в рабочей камере, которые неизвестны аппарату или не хранятся в блоке управления, могут спровоцировать ошибочное оповещение. Далее предпочтительно, что с помощью полученных образцов запахов при начальном разогреве продукта можно определить его исходное состояние, например быстрозамороженное, маринованное и т.д. Если с помощью временного развития анализированного образца запаха будет установлено, что продукт, например, быстрозаморожен, то сначала может осуществляться фаза оттаивания или разогрева. При анализе маринованного продукта гарантируется, что он не будет перегрет.Также на этой ранней стадии процесса тепловой обработки можно установить, не испорчен ли уже, возможно, продукт или не следует ли подвергнуть плохо созревшее мясо, при необходимости, выдержке, чтобы тем не менее достичь желаемого результата приготовления.
Таким образом, преимущество изобретения состоит в том, что исходное состояние продукта, например мяса, не приходится больше устанавливать потребителем визуально или на ощупь (гаптически), а оно определяется предлагаемым в изобретении аппаратом для тепловой обработки.
Поскольку скорость, с которой изменяются известные или хранящиеся в памяти характеристики сигналов, зависит также от количества помещенных в рабочую камеру продуктов, уже на начальной фазе процесса тепловой обработки с предлагаемыми в изобретении аппаратами можно произвести так называемое обнаружение нагрузки. С установленной нагрузкой можно индивидуально согласовать программу тепловой обработки.
Определение соединений, активных с точки зрения образования запаха, может также использоваться для установления как состояния поверхности, так и готовности данного продукта. Если, например, продукт уже достаточно подрумянился, однако готовность еще не наступила, то температура рабочей камеры должна быть соответственно уменьшена, чтобы не произошло подгорания. По анализируемой скорости поверхностной реакции и скорости готовности можно определить также размеры продукта. Далее предпочтительно, что такие процессы, как добавление пряностей, увлажнение и полив продуктов, больше не обязательно должны осуществляться в зависимости только от времени, а могут осуществляться в зависимости от фактического состояния готовности в нужный момент времени. Разумеется, этот процесс может быть также автоматизирован с помощью предлагаемых в изобретении аппаратов для тепловой обработки.
За счет того что взятие проб (газовой среды) может осуществляться в нескольких местах рабочей камеры одновременно или почти одновременно, оператор вполне может прийти к заключению, равномерно ли приготовлен продукт или есть зоны продукта с большей или меньшей степенью готовности. Тогда посредством управляемых или регулируемых дефлекторов или отклонителей можно, например, в пароконвектомате целенаправленно воздействовать энергией на продукты с меньшей степенью готовности.
С помощью газочувствительных матриц, используемых в предлагаемом в изобретении аппарате для тепловой обработки продуктов, можно по окончании процесса тепловой обработки определить также степень загрязнения рабочей камеры. Например, для этого можно привлечь простое сравнение хранящихся в памяти начальных и конечных состояний. На основе этой степени загрязнения аппарат может автоматически предложить или отработать соответствующую ей программу очистки. Если, например, констатируется высокая доля жира, то автоматически может быть предложено или использовано соответственно большое количество эмульгаторов. Равным образом, если констатируется белковое загрязнение, может быть предложено чистящее средство, содержащее энзимы.
Кроме того, предлагаемый в изобретении аппарат позволяет исключить ошибочное управление и непосредственно установить сбои, например запахи от подгоревшего продукта, перегрев или утечки системы тепловой обработки в приборном отсеке и в рабочей камере. В частности, предпочтительным оказалось, что исходное состояние и конечное состояние готовности можно определить и сравнить между собой, что дает представление о том, соблюдены ли все нужные гигиенические требования.
Если в аппарате для тепловой обработки продуктов используется, например, парогенератор, то с помощью имеющейся в предлагаемом в изобретении аппарате газочувствительной матрицы можно непосредственно определить также качество воды.
Надежный сбор данных обеспечивается, в частности, за счет комбинированного использования по меньшей мере одного насоса, по меньшей мере одного фильтра и по меньшей мере одного клапана.
Ниже изобретение более подробно рассмотрено на примере некоторых предпочтительных вариантов его осуществления со ссылкой на прилагаемые чертежи, на которых показано:
на фиг.1 - схематический вид аппарата для тепловой обработки продуктов в разрезе,
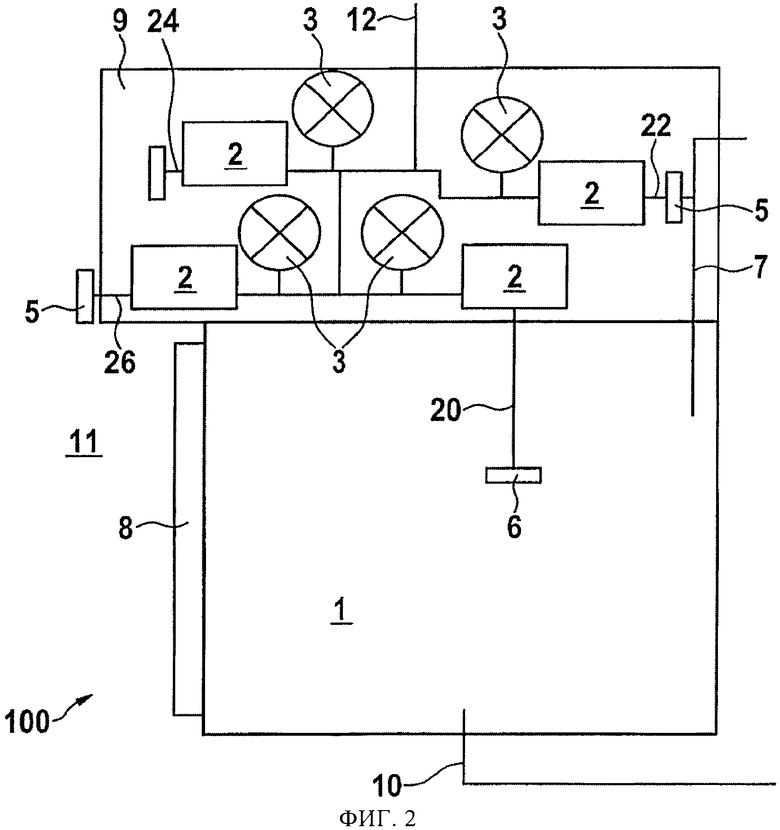
на фиг.2 - схематический вид в разрезе аппарата для тепловой обработки продуктов в альтернативном варианте,
на фиг.3 - газочувствительная матрица в сочетании с основными компонентами аппарата для тепловой обработки продуктов.
На фиг.1 аппарат для тепловой обработки продуктов изображен в виде пароконвектомата 100, содержащего рабочую камеру 1 с дверцей 8 и стоком 10, вентиляционную систему 7 и приборный отсек 9. В этом варианте в приборном отсеке 9 находится газочувствительная матрица 2. По подводящим трубопроводам 20, 22, 24, 26 к газочувствительной матрице 2 по отдельности или одновременно может подаваться анализируемая газовая проба из рабочей камеры 1, вентиляционной системы 7, приборного отсека 9 или из газовой среды 11 вне аппарата 100. Отбор проб легко осуществляется с помощью управляемых клапанов 4 и насоса 3, подключенного к газочувствительной матрице 2. Целесообразным оказалось оснащение подводящих трубопроводов 20, 22, 24, 26 подходящими фильтрами 5, 6. Например, для измерения характеристик газовой среды в рабочей камере 1 может быть предусмотрено закрытие, за исключением клапана 4 в подводящем трубопроводе 20, всех остальных клапанов 4, так что к газочувствительной матрице 2 подается только желаемая газовая среда рабочей камеры.
Как показано на фиг.1, в качестве альтернативы каждая система отбора проб может быть оборудована собственной матрицей 2 газочувствительных элементов. В этом варианте к соответствующей газочувствительной матрице 2 газовая среда из рабочей камеры 1 может подаваться по подводящему трубопроводу 20, газовая среда из вентиляционной системы 7 - по подводящему трубопроводу 22, газовая среда из приборного отсека 9 - по подводящему трубопроводу 24, а газовая среда извне прибора 100 - по подводящему трубопроводу 26. Как уже пояснялось с помощью фиг.1, предлагаемый в изобретении аппарат в варианте, показанном на фиг.2, также работает с фильтрами 5, 6 в зоне входов подводящих трубопроводов 20, 22, 24, 26. С помощью управляемых насосов 3 можно управлять подачей проб к каждой газочувствительной матрице 2.
Как следует из описания вариантов осуществления изобретения, показанных на фиг.1 и 2, газовые пробы могут без проблем отбираться в различных местах в или на аппарате 100 и подаваться либо к центральной газочувствительной матрице, либо отдельно к нескольким газочувствительным матрицам 2. За счет того, что пробы из внутреннего и внешнего пространств аппарата 100 могут подаваться к газочувствительной(-ым) матрице(-ам) 2 и анализироваться, можно избежать, например, сбоев из-за влияний окружающей среды при определении оптимального процесса тепловой обработки.
Как видно на фиг.3, газочувствительная матрица 2, используемая в аппарате 100, показанном на фиг.1 или 2, может иметь множество полей, каждое из которых служит для регистрации одного газа, причем чувствительность к специальному газу может устанавливаться посредством специально присвоенного температурного профиля. При этом температурный профиль может выбираться или устанавливаться, например, на панели 101 управления аппарата 100, в зависимости от вида продукта, например говядина, свинина, рыба или птица, степени готовности, определяемого температурой сердцевины и/или подрумяниванием и т.п., а именно предпочтительно посредством устройства 102 управления или регулирования, входящего в состав аппарата 100. Тогда подрегулирование температурного профиля 200 возможно также в зависимости от выходных данных самой матрицы 2 газочувствительных элементов. Так, в процессе приготовления могут произойти оптимизация чувствительности и, тем самым, оптимизация соответствия процесса тепловой обработки стандартному процессу приготовления и специальной программе приготовления, что, в конце концов, гарантирует получение воспроизводимых хороших результатов приготовления пищи.
Раскрытые в описании, на чертежах и в формуле признаки изобретения по отдельности и в любой комбинации могут быть существенными для реализации изобретения в его различных вариантах.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ПОЛИМЕРНОГО МАТЕРИАЛА | 2023 |
|
RU2806250C1 |
| ГАЗОАНАЛИТИЧЕСКИЙ МУЛЬТИСЕНСОРНЫЙ ЧИП НА ОСНОВЕ МАКРОМОЛЕКУЛЯРНЫХ КОМПОЗИТОВ ФУНКЦИОНАЛИЗИРОВАННЫХ ГРАФЕНОВ, МОДИФИЦИРОВАННЫХ КРАСИТЕЛЯМИ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2023 |
|
RU2818998C1 |
| ГАЗОАНАЛИТИЧЕСКИЙ МУЛЬТИСЕНСОРНЫЙ ЧИП НА ОСНОВЕ АМИНИРОВАННОГО ГРАФЕНА, МОДИФИЦИРОВАННОГО НАНОЧАСТИЦАМИ ГИДРОКСИДОВ И ОКСИДОВ НИКЕЛЯ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2023 |
|
RU2814613C1 |
| СПОСОБ КОНТРОЛЯ ГАЗОВОЙ СРЕДЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2383012C1 |
| ГАЗОАНАЛИТИЧЕСКИЙ МУЛЬТИСЕНСОРНЫЙ ЧИП НА ОСНОВЕ ФОСФОРИЛИРОВАННОГО ГРАФЕНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2023 |
|
RU2814054C1 |
| СПОСОБ ОБРАБОТКИ ПРОДУКТОВ, ТАКИХ КАК ЯЙЦА ДЛЯ ВЫВЕДЕНИЯ ЦЫПЛЯТ, КОНДИЦИОНИРОВАННЫМ ГАЗОВЫМ ПОТОКОМ, И КЛИМАТИЧЕСКАЯ КАМЕРА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2471345C2 |
| Мультисенсорный газовый датчик на основе аминированного графена, модифицированного дикетонатными комплексами европия, и способ его изготовления | 2024 |
|
RU2839632C1 |
| ГАЗОВЫЙ ДЕТЕКТОР НА ОСНОВЕ АМИНИРОВАННОГО ГРАФЕНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2021 |
|
RU2753185C1 |
| СПОСОБ КОНТРОЛЯ ПАРОВ КОМПОНЕНТОВ ЖИДКОГО РАКЕТНОГО ТОПЛИВА В ВОЗДУХЕ НА ОСНОВЕ ПОЛУПРОВОДНИКОВЫХ ГАЗОЧУВСТВИТЕЛЬНЫХ СЕНСОРОВ | 2019 |
|
RU2724892C1 |
| ГАЗОАНАЛИТИЧЕСКИЙ МУЛЬТИСЕНСОРНЫЙ ЧИП НА ОСНОВЕ ГРАФЕНА, МОДИФИЦИРОВАННОГО НАНОЧАСТИЦАМИ БЛАГОРОДНЫХ МЕТАЛЛОВ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2023 |
|
RU2814586C1 |

Изобретение относится к аппаратам для тепловой обработки продуктов. Аппарат для тепловой обработки продуктов содержит по меньшей мере одну рабочую камеру, по меньшей мере один приборный отсек, по меньшей мере одну газочувствительную матрицу по меньшей мере с двумя отдельными разными сенсорами и/или по меньшей мере одним единым сенсорным полем, имеющим по меньшей мере два разных сенсорных сегмента, для анализа газовой среды в рабочей камере, газовой среды в приборном отсеке и/или окружающей аппарат газовой среды, по меньшей мере один блок памяти для хранения сигналов, выдаваемых газочувствительной матрицей, по меньшей мере один блок обработки для обработки выданных сигналов, по меньшей мере один блок управления для управления процессами тепловой обработки или очистки в зависимости от обработанных сигналов и по меньшей мере один первый подводящий трубопровод для подачи газовой среды из рабочей камеры к газочувствительной матрице, снабженный по меньшей мере одним клапаном, расположенным на входе и/или в зоне первого подводящего трубопровода. Описаны система отбора проб для такого аппарата, способ тепловой обработки с помощью такого аппарата и способ его очистки. 4 н. и 39 з.п. ф-лы, 3 ил.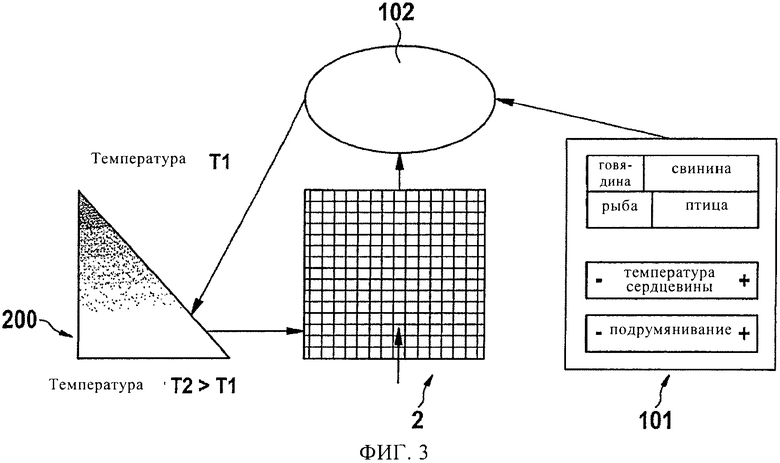
1. Аппарат (100) для тепловой обработки продуктов, содержащий по меньшей мере одну рабочую камеру (1), по меньшей мере один приборный отсеку (9), по меньшей мере одну газочувствительную матрицу (2) по меньшей мере с двумя отдельными разными сенсорами и/или по меньшей мере одним единым сенсорным полем, имеющим по меньшей мере два разных сенсорных сегмента, для анализа газовой среды в рабочей камере (1), газовой среды в приборном отсеке и/или окружающей аппарат (100) газовой среды (11), по меньшей мере один блок памяти для хранения сигналов, выдаваемых газочувствительной матрицей (2), по меньшей мере один блок обработки для обработки выданных сигналов, по меньшей мере один блок управления для управления процессами тепловой обработки или очистки в зависимости от обработанных сигналов и по меньшей мере один первый подводящий трубопровод (20) для подачи газовой среды из рабочей камеры (1) к газочувствительной матрице (2), снабженный по меньшей мере одним клапаном (4), расположенным на входе и/или в зоне первого подводящего трубопровода (20).
2. Аппарат (100) по п.1, отличающийся тем, что он содержит вентиляционную систему (7) для вентиляции рабочей камеры (1), причем газочувствительная матрица (2) предпочтительно имеет возможность анализа газовой среды в вентиляционной системе (7).
3. Аппарат (100) по п.2, отличающийся тем, что он содержит первую газочувствительную матрицу (2) для анализа газовой среды в рабочей камере (1), вторую газочувствительную матрицу (2) для анализа газовой среды в приборном отсеке (9), третью газочувствительную матрицу (2) для анализа газовой среды в вентиляционной системе (7) и/или четвертую газочувствительную матрицу (2) для анализа окружающей аппарат (100) газовой среды (11), причем по меньшей мере одна газочувствительная матрица (2) предпочтительно размещена в рабочей камере (1), приборном отсеке (9), вентиляционной системе (7) и/или вне аппарата (100).
4. Аппарат (100) по п.3, отличающийся тем, что он содержит по меньшей мере один второй подводящий трубопровод (24) для подачи газовой среды из приборного отсека (9) к первой, второй, третьей и/или четвертой газочувствительной матрице (2), по меньшей мере один третий подводящий трубопровод (22) для подачи газовой среды из вентиляционной системы (7) к первой, второй, третьей и/или четвертой газочувствительной матрице (2) и/или по меньшей мере один четвертый подводящий трубопровод (26) для подачи окружающей аппарат (100) газовой среды (11) к первой, второй, третьей и/или четвертой газочувствительной матрице (2).
5. Аппарат (100) по п.4, отличающийся тем, что по меньшей мере два подводящих трубопровода (20, 22, 24, 26) непосредственно или опосредованно соединены с одной газочувствительной матрицей (2).
6. Аппарат (100) по п.5, отличающийся тем, что по меньшей мере одна газочувствительная матрица (2) встроена во внутреннюю стенку рабочей камеры (1), приборного отсека (9) и/или в наружную стенку аппарата (100).
7. Аппарат (100) по п.6, отличающийся тем, что по меньшей мере в две внутренние стенки рабочей камеры (1) встроена по меньшей мере одна газочувствительная матрица (2).
8. Аппарат (100) по п.3, отличающийся тем, что он содержит по меньшей мере один насосный блок (3), функционально связанный с первым, вторым, третьим и/или четвертым подводящим трубопроводом (20, 22, 24, 26) для подачи анализируемой газовой среды по меньшей мере к одной газочувствительной матрице (2).
9. Аппарат (100) по п.5, отличающийся тем, что он содержит по меньшей мере один насосный блок (3), функционально связанный с первым, вторым, третьим и/или четвертым подводящим трубопроводом (20, 22, 24, 26) для подачи анализируемой газовой среды по меньшей мере к одной газочувствительной матрице (2).
10. Аппарат (100) по п.3, отличающийся тем, что он содержит по меньшей мере один фильтр (5, 6), расположенный перед по меньшей мере одной газочувствительной матрицей (2), в частности перед ее измерительной поверхностью, предпочтительно во входе либо на входе первого, второго, третьего и/или четвертого подводящего трубопровода (20, 22, 24, 26).
11. Аппарат (100) по п.9, отличающийся тем, что он содержит по меньшей мере один фильтр (5, 6), расположенный перед по меньшей мере одной газочувствительной матрицей (2), в частности перед ее измерительной поверхностью, предпочтительно во входе либо на входе первого, второго, третьего и/или четвертого подводящего трубопровода (20, 22, 24, 26).
12. Аппарат (100) по п.11, отличающийся тем, что он содержит по меньшей мере один первый отводящий трубопровод (12), отходящий от первой, второй, третьей и/или четвертой газочувствительной матрицы (2).
13. Аппарат (100) по п.12, отличающийся тем, что он содержит по меньшей мере один клапан (4) на входе и/или в зоне второго, третьего и/или четвертого подводящего трубопровода (22, 24, 26) и/или первого отводящего трубопровода (12).
14. Аппарат (100) по п.3, отличающийся тем, что каждый клапан (4) выполнен с возможностью управления от блока управления.
15. Аппарат (100) по п.13, отличающийся тем, что каждый клапан (4) выполнен с возможностью управления от блока управления.
16. Аппарат (100) по п.15, отличающийся тем, что блок памяти, блок обработки и/или блок управления расположен(-ы) в приборном отсеке (9), предпочтительно встроен(-ы) в устройство (102) управления или регулирования.
17. Аппарат (100) по п.1, отличающийся тем, что каждая газочувствительная матрица (2) имеет несколько полей из полупроводящей металлооксидной пленки, каждое из которых соединено с двумя электродами, причем поля образуют по существу сплошную поверхность, электроды имеют лентообразную форму и делят сплошную поверхность на поля таким образом, что каждое поле на сплошных поверхностях ограничено двумя электродами.
18. Аппарат (100) по п.16, отличающийся тем, что каждая газочувствительная матрица (2) имеет несколько полей из полупроводящей металлооксидной пленки, каждое из которых соединено с двумя электродами, причем поля образуют по существу сплошную поверхность, электроды имеют лентообразную форму и делят сплошную поверхность на поля таким образом, что каждое поле на сплошных поверхностях ограничено двумя электродами.
19. Аппарат (100) по п.17, отличающийся тем, что разные сенсоры, сенсорные сегменты и/или поля каждой газочувствительной матрицы (2) в зависимости от температуры, состава, легирования и/или покрытия при контакте с восстановительными или окислительными газами по-разному меняют свою проводимость.
20. Аппарат (100) по п.19, отличающийся тем, что температура каждого сенсора, сенсорного сегмента и/или поля является устанавливаемой, предпочтительно вручную с помощью панели (101) управления аппарата (100) и/или автоматически с помощью блока обработки и/или блока (102) управления.
21. Аппарат (100) по п.20, отличающийся тем, что каждой к газочувствительной матрице (2) прикладывается определенный температурный градиент из множества температурных градиентов или определенный температурный профиль из множества температурных профилей, предпочтительно записанных в блоке памяти.
22. Аппарат (100) по п.20, отличающийся тем, что температура, температурный градиент или температурный профиль варьируется до или во время процесса тепловой обработки или очистки.
23. Аппарат (100) по п.20, отличающийся тем, что по меньшей мере один термоэлемент и/или по меньшей мере один нагревательный элемент соответствует сенсору, сенсорному сегменту и/или полю газочувствительной матрицы (2) и/или выполнен с возможностью управления от блока управления.
24. Аппарат (100) по п.1, отличающийся тем, что он представляет собой пароконвектомат.
25. Система отбора проб, предназначенная для аппарата (100) для тепловой обработки продуктов, содержащая по меньшей мере одну первую газочувствительную матрицу (2) для анализа газовой среды в рабочей камере (1) аппарата (100), вторую газочувствительную матрицу (2) для анализа газовой среды в приборном отсеке (9) аппарата (100), третью газочувствительную матрицу (2) для анализа газовой среды в вентиляционной системе (7) аппарата (100) и/или четвертую газочувствительную матрицу (2) для анализа окружающей аппарат (100) газовой среды (11), по меньшей мере один первый подводящий трубопровод (20) для подачи газовой среды из рабочей камеры (1) к первой, второй, третьей и/или четвертой газочувствительной матрице (2), по меньшей мере один второй подводящий трубопровод (22) для подачи газовой среды из приборного отсека (9) к первой, второй, третьей и/или четвертой газочувствительной матрице (2), по меньшей мере один третий подводящий трубопровод (24) для подачи газовой среды из вентиляционной системы (7) к первой, второй, третьей и/или четвертой газочувствительной матрице (2) и/или по меньшей мере один четвертый подводящий трубопровод (26) для подачи окружающей аппарат (100) газовой среды (11) к первой, второй, третьей и/или четвертой газочувствительной матрице (2), причем на входе и/или в зоне первого, второго, третьего и/или четвертого подводящего трубопровода (20, 22, 24, 26) расположен по меньшей мере один клапан (4).
26. Система по п.25, отличающаяся тем, что она содержит по меньшей мере один первый отводящий трубопровод (12), отходящий от первой, второй, третьей и/или четвертой газочувствительной матрицы (2), причем на входе и/или в зоне отводящего трубопровода предпочтительно расположен по меньшей мере один клапан.
27. Система по п.25, отличающаяся тем, что она содержит по меньшей мере один фильтр (5, 6), расположенный перед по меньшей мере одной газочувствительной матрицей (2), в частности перед ее измерительной поверхностью, и/или во входе либо на входе первого, второго, третьего и/или четвертого подводящего трубопровода (20, 22, 24, 26).
28. Система по п.25, отличающаяся тем, что по меньшей мере один клапан (4) выполнен управляемым.
29. Система по п.25, отличающаяся тем, что она содержит по меньшей мере один насосный блок (3), связанный с первым, вторым, третьим и/или четвертым подводящим трубопроводом (20, 22, 24, 26) для подачи анализируемой газовой среды к газочувствительной(-ым) матрице(-ам) (2).
30. Система по п.25, отличающаяся тем, что газочувствительная матрица (2) имеет несколько полей из полупроводящей металлооксидной пленки, каждое из которых соединено с двумя электродами, причем поля образуют по существу сплошную поверхность, электроды имеют лентообразную форму и делят сплошную поверхность на поля таким образом, что каждое поле на сплошных поверхностях ограничено двумя электродами.
31. Система по п.30, отличающаяся тем, что разные сенсоры, сенсорные сегменты и/или поля каждой газочувствительной матрицы (2) в зависимости от температуры, состава, легирования и/или покрытия при контакте с восстановительными или окислительными газами меняют свою проводимость по-разному.
32. Система по п.31, отличающаяся тем, что температура каждого сенсора, сенсорного сегмента и/или поля газочувствительной матрицы (2) является устанавливаемой, предпочтительно к газочувствительной матрице (2) прикладывается определенный температурный градиент или определенный температурный профиль.
33. Система по п.31, отличающаяся тем, что каждый сенсор, каждый сенсорный сегмент и/или каждое поле функционально связано с термоэлементом и/или нагревательным элементом, предпочтительно управляемым.
34. Способ тепловой обработки продуктов с помощью аппарата для тепловой обработки по одному из пп.1-24, отличающийся тем, что газовую среду, содержащуюся по меньшей мере в рабочей камере аппарата, подают по меньшей мере к одной газочувствительной матрице (2) по меньшей мере с двумя отдельными разными сенсорами и/или по меньшей мере одним единым сенсорным полем, имеющим по меньшей мере два разных сенсорных сегмента, и периодически или непрерывно анализируют во время приготовления пищи, результат анализа сравнивают в блоке обработки со стандартом, хранящимся в блоке памяти, и ведут процесс тепловой обработки в зависимости от результата анализа.
35. Способ по п.34, отличающийся тем, что результаты анализа не отличаются от выбранного стандарта или отличаются от него, оставаясь в заданном интервале значений.
36. Способ по п.34, отличающийся тем, что температуру сенсора, сенсорного сегмента или поля и/или привлекаемый для сравнения стандарт варьируют, в частности до или во время процесса тепловой обработки.
37. Способ по п.34, отличающийся тем, что в фазе обучения стандарты записывают в память в виде профилей или сигнальных образов на выходе каждой газочувствительной матрицы, в частности в зависимости от вида, количества, качества приготавливаемого продукта и/или желаемой степени его готовности, предпочтительно для разных температур каждого сенсора, сенсорного сегмента и/или поля.
38. Способ по п.34, отличающийся тем, что после помещения продукта в рабочую камеру аппарата, в частности в первой фазе разогрева, с помощью газочувствительной матрицы или газочувствительных матриц определяют вид и/или исходное состояние продукта.
39. Способ по п.38, отличающийся тем, что установленный вид и/или исходное состояние продукта учитывают при управлении процессом тепловой обработки.
40. Способ по п.38, отличающийся тем, что если продукт квалифицируют по его исходному состоянию как испорченный, процесс тепловой обработки прерывают и/или подают предупредительный сигнал.
41. Способ по п.34, отличающийся тем, что каждому стандарту в фазе обучения присваивают определенную программу тепловой обработки.
42. Способ очистки аппарата для тепловой обработки продуктов по одному из пп.1-24, отличающийся тем, что по окончании процесса тепловой обработки с помощью газочувствительной матрицы или газочувствительных матриц определяют степень загрязнения рабочей камеры, с помощью блока обработки определяют программу очистки, соответствующую этой степени загрязнения, и с помощью блока управления выполняют эту программу очистки.
43. Способ по п.42, отличающийся тем, что степень загрязнения определяют путем сравнения со стандартами, предпочтительно в виде профилей или сигнальных образов каждой газочувствительной матрицы, запоминаемых, в частности, в фазе обучения.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| УСТРОЙСТВО ДЛЯ ПРИГОТОВЛЕНИЯ ПИЩЕВЫХ ПРОДУКТОВ С ДАТЧИКОМ ИНФРАКРАСНОГО ИЗЛУЧЕНИЯ | 1998 |
|
RU2145403C1 |
| СПОСОБ УПРАВЛЕНИЯ РАБОТОЙ МИКРОВОЛНОВОЙ ПЕЧИ | 1997 |
|
RU2125683C1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| DE 10114080 С1, 06.06.2002 | |||
| US 5386099 А, 31.01.1995. | |||

