Изобретение относится к области машиностроения и предназначено для контроля внутренних резьб.
Известен калибр резьбовой для контроля внутренних резьб, содержащий вставку с наружной резьбой, витки резьбы которой пересекает параллельно оси грязевая канавка (см. ГОСТ 17756-7. ГОСТ 17767-72 «Калибры резьбовые для метрических резьб» Конструкция и основные размеры, стр.3, черт.1, стр.23, черт.3 и ГОСТ 2016-86 «Калибры резьбовые». Технические условия, стр.2, п.1.14).
Недостатком калибра является затруднения, возникающие при контроле резьбы в отверстиях, имеющих заусенцы, мелкую стружку и грязь, которые заполняют впадины витков резьбы и грязевую канавку, что приводит к частым вывинчиваниям калибра из контролируемого отверстия изделия для прочистки резьбы и канавки у калибра, что снижает производительность контроля.
Другим недостатком калибра является ухудшение его внешнего вида из-за возникновения сколов и смятия витков резьбы калибра и выход его из строя.
Задачей, на решение которой направлено заявляемое изобретение, является повышение стойкости калибра и производительности контроля.
Поставленная задача решается тем, что у калибра резьбового для контроля внутренних резьб, содержащего вставку с наружной резьбой, витки резьбы которой пересекает паралллельно оси грязевая канавка, в отличии от прототипа, на резьбовой части вставки выполнена по меньшей мере одна кольцевая грязевая канавка, при этом глубина кольцевой канавки равна или больше глубины осевой грязевой канавки.
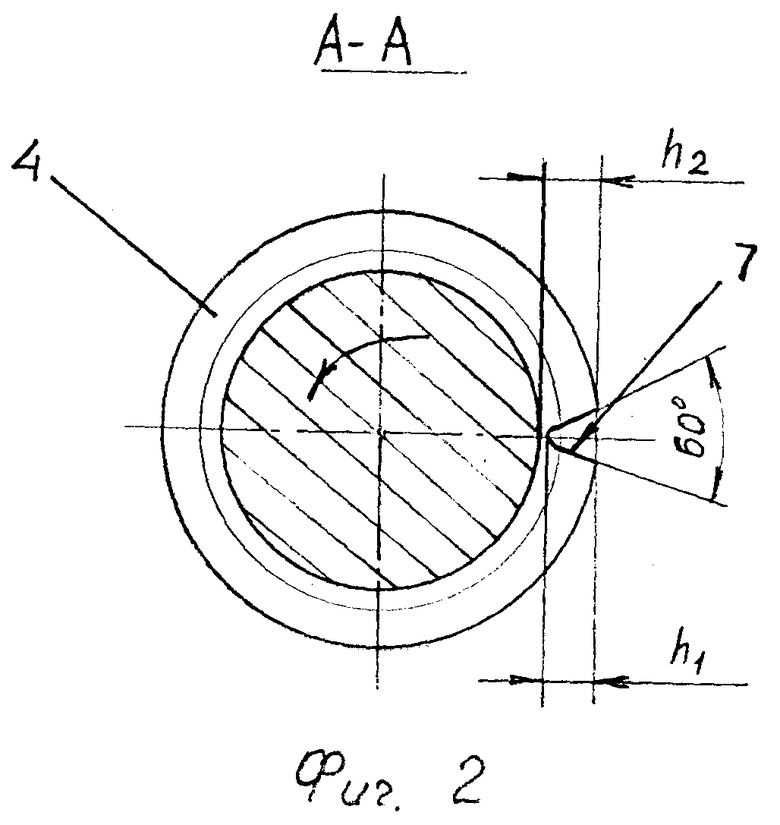
На фиг.1 показан предлагаемый калибр, на фиг.2 - то же, разрез по А-А на фиг.1.
Калибр содержит вставку 1, имеющую наружную резьбу 2, ручку 3. Витки 4 резьбы 2 параллельно оси вставки 1 пересекает грязевая канавка 5 глубиной h1. На резьбовой части 2 вставки 1 выполнена по меньшей мере одна кольцевая грязевая канавка 6 глубиной h2, равной или большей глубины h1 осевой грязевой канавки 5.
Контроль калибром осуществляется следующим образом.
Калибр ввинчивается в резьбовое отверстие изделия (не показано). При наличии на витках резьбы контролируемого изделия, заусенцев, мелкой стружки, грязи последние захватываются поверхностью 7 осевой грязевой канавки 5 и поступают в кольцевую грязевую канавку 6, где, ввиду повышенной глубины h2, имеющей значительный объем, происходит их скапливание, а заканавочной резьбовой частью 8 вставки 1 происходит окончательная прочистка витков резьбы изделия и его контроль.
Затем производится вывинчивание калибра из изделия и прочистка грязевых канавок (осевой 5 и кольцевой 6).
Калибр снова готов к работе.
Предлагаемое изобретение является промышленно применимым, так как разработана конструкторская документация, изготовлено и используется в опытно-промышленной эксплуатации на ФГУП «ПО»Завод имени Серго».
Предлагаемое изобретение является новым, так как совокупность существующих признаков, выраженных в формуле изобретения, отличается от известных из уровня техники, поэтому изобретение имеет изобретательский уровень.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРОЧИСТКИ РАБОЧЕЙ ПОВЕРХНОСТИ РЕЗЬБОВЫХ КАЛИБРОВ И ИХ КОНТРОЛЯ | 2008 |
|
RU2383853C2 |
| Способ нарезания резьбы и инструмент для его осуществления | 2016 |
|
RU2634536C2 |
| ВИБРОЭКСТРАКТОР ДЛЯ РЕЗЬБОВЫХ ФРАГМЕНТОВ ТРАНСПЕДИКУЛЯРНЫХ ШУРУПОВ | 2015 |
|
RU2626140C2 |
| МУФТОВЫЙ ПРЕДОХРАНИТЕЛЬ ДЛЯ РЕЗЬБОВОГО ЗАМКА ДЛЯ ТРУБ | 2013 |
|
RU2569413C1 |
| СПОСОБ КОНТРОЛЯ СТЕПЕНИ ИЗНОСА РЕЗЬБЫ ДЕТАЛЕЙ КОНИЧЕСКОГО СОЕДИНЕНИЯ (ВАРИАНТЫ) | 2004 |
|
RU2270977C1 |
| КОНИЧЕСКОЕ ТРУБНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 2001 |
|
RU2205320C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| СПОСОБ НАРЕЗАНИЯ ВНУТРЕННЕЙ ГЛУБОКОЙ РЕЗЬБЫ В СОСТАВНЫХ ЗАГОТОВКАХ | 2014 |
|
RU2570611C2 |
| Резьбовой калибр для контроля геометрических параметров внутренней резьбы | 1989 |
|
SU1703949A1 |
| ТРУБНОЕ СОЕДИНЕНИЕ С КОНИЧЕСКОЙ УДЛИНЕННОЙ РЕЗЬБОЙ ТРЕУГОЛЬНОГО ПРОФИЛЯ | 2008 |
|
RU2386072C1 |
Изобретение относится к области машиностроения, предназначено для контроля внутренних резьб. Сущность: калибр содержит вставку, имеющую наружную резьбу, и ручку. Витки резьбы параллельно оси вставки пересекает грязевая канавка глубиной h2, равной или большей глубины h1 осевой грязевой канавки. Технический результат: повышение стойкости калибра и производительности контроля. 2 ил.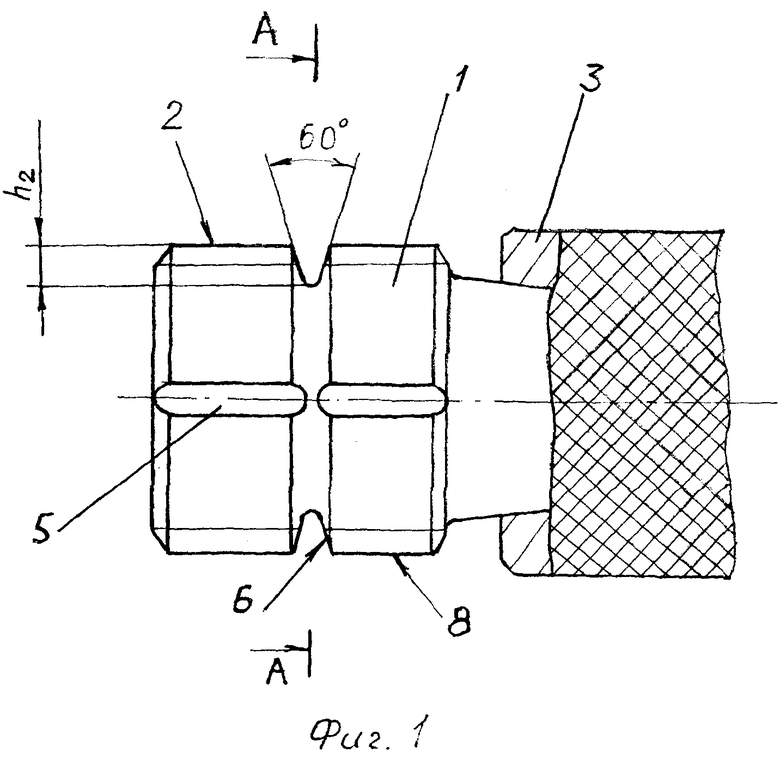
Калибр резьбовой для контроля внутренних резьб, содержащий вставку с наружной резьбой, витки резьбы которой пересекает параллельно оси грязевая канавка, отличающийся тем, что на резьбовой части вставки выполнена по меньшей мере одна кольцевая грязевая канавка, при этом глубина кольцевой канавки равна или больше глубины осевой канавки.
| Лесная визирная вешка | 1929 |
|
SU17756A1 |
| Видоизменение креномера | 1929 |
|
SU17767A1 |
| Калибры резьбовые для метрических резьб | |||
| Конструкция и основные размеры, с.3, черт.1, с.23, черт.3 и ГОСТ 2016-86 | |||
| Калибры резьбовые | |||
| Технические условия, с.2, п.1.14 | |||
| Калибр-пробка для контроля резьбовых отверстий | 1990 |
|
SU1758402A1 |
| РЕЗЬБОВОЙ ПРОХОДНОЙ КАЛИБР | 0 |
|
SU355475A1 |
| Резьбовой калибр для контроля внутренней резьбы большого диаметра | 1983 |
|
SU1285310A1 |
| Резьбовой калибр для контроля геометрических параметров внутренней резьбы | 1989 |
|
SU1703949A1 |

