Изобретение относится к машиностроению, а именно к средствам контроля резьб.
Известно устройство для контроля резьбовых калибров (калибр-пробки), содержащее калибр-кольцо (см. авторское свидетельство СССР, №1696833, МПК G01B 3/40, 1991 г.).
Недостатком устройства является затруднение, возникающее при прочистке рабочей поверхности резьбы резьбовой калибр-пробки, ввиду возможного наличия на профиле резьбы мелкой стружки, грязи и трудоемкости их удаления например, кисточкой.
Задачей, на решение которой направлено заявляемое изобретение, является повышение эффективности прочистки рабочей поверхности резьбовой калибр-пробки, увеличение срока службы резьбового калибра и обеспечение его контроля.
Поставленная задача решается тем, что у устройства для прочистки рабочей поверхности резьбовых калибров и их контроля, содержащего калибр-кольцо, в отличие от прототипа имеет по меньшей мере две грязевые канавки, пересекающие витки резьбы параллельно оси калибр-кольца, одна грязевая канавка выполнена V-образной формы, а другие канавки выполнены П-образной формы, при этом глубина грязевых канавок больше высоты витка резьбы калибр-кольца.
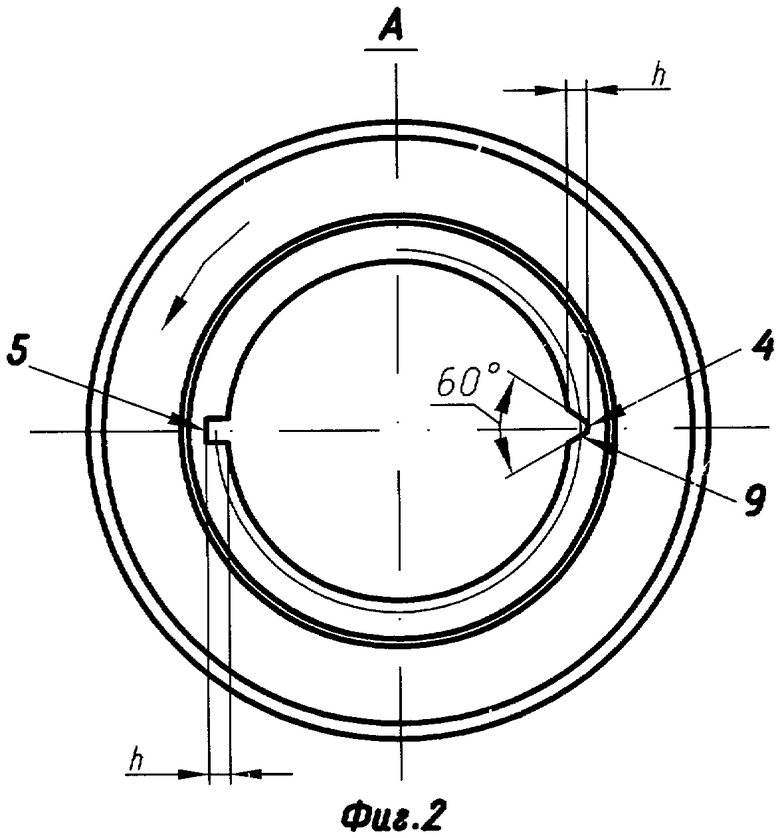
На фиг.1 показано предлагаемое изобретение; на фиг.2 - вид А фиг.1
Устройство содержит калибр-кольцо 1, имеющее внутреннюю резьбу 2. Витки 3 резьбы 2 параллельно оси кольца 1 пересекают по меньшей мере две грязевые канавки 4 и 5. Одна грязевая канавка 4 выполнена V-образной формы, а вторая (другие канавки) 5 выполнена П-образной формы, при этом глубина h грязевых канавок больше высоты витков резьбы калибр-кольца 1.
Для обеспечения производительности прочистки витков резьбы калибр-пробки 6 и исключения смятия первых витков резьбы как у калибр-пробки 6, так и у калибр-кольца 1 устройства, на торцевых поверхностях кольца 1 выполнены расточки 7 размером не менее внутреннего диаметра резьбы кольца 1.
Устройство работает следующим образом. Калибр-кольцо 1 приспособления подается к резьбовой калибр-пробке 6, находит на нее (пробку 6) своей расточкой 7, центрируется и свободно, без перекосов и заеданий, начинает навинчиваться на пробку 6. При этом, имеющиеся на резьбовой части 8 пробки 6 мелкая стружка и грязь захватываются поверхностью 9 грязевой канавки 4 кольца 1 и скапливаются в полости грязевой канавки 4, а П-образная грязевая канавка 5, работая как скребок, окончательно прочищает витки резьбы пробки 6.
После свинчивания приспособления с калибр-пробки 6 резьбовая часть 2 кольца 1 и его грязевые канавки 4 и 5 прочищаются, например, кисточкой или щеточкой.
Приспособление с калибр-кольцом 1 прочистило резьбу калибр-пробки 6, исправило смятые и имеющие прогиб первые витки резьбы калибр-пробки и произвело ее контроль (пробки 6).
Предлагаемое изобретение является промышленно-применимым, так как разработана конструкторская документация, изготовлено и используется в опытно-промышленной эксплуатации на ФГУП"ПО"Завод им. Серго".
Предлагаемое изобретение является новым, так как совокупность существенных признаков, выраженных в формуле изобретения, отличается от известных из уровня техники, поэтому техническое решение имеет изобретательский уровень.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАЛИБР РЕЗЬБОВОЙ ДЛЯ КОНТРОЛЯ ВНУТРЕННИХ РЕЗЬБ | 2008 |
|
RU2374606C1 |
| Способ восстановления резьбовых калибров-колец | 1983 |
|
SU1184635A1 |
| Способ нарезания резьбы и инструмент для его осуществления | 2016 |
|
RU2634536C2 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2226134C2 |
| ПРОЦЕСС И ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННОГО КОНТЕЙНЕРА С ГОРЛЫШКОМ, ИМЕЮЩИМ ВНУТРЕННЮЮ РЕЗЬБУ | 2011 |
|
RU2564293C2 |
| Инструмент для накатки резьбы | 1990 |
|
SU1759511A1 |
| СПОСОБ ФОРМИРОВАНИЯ НАКАТКОЙ РЕЗЬБЫ НА СТЕРЖНЕВЫХ ИЗДЕЛИЯХ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2179490C2 |
| ВИНТ | 2005 |
|
RU2381391C2 |
| Уплотнительное устройство | 1991 |
|
SU1809891A3 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ НАРЕЗНЫХ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312201C1 |
Изобретение относится к машиностроению, а именно к средствам контроля резьб. Сущность: устройство содержит калибр-кольцо, имеющее внутреннюю резьбу. Витки резьбы параллельно оси кольца пересекают по меньшей мере две грязевые канавки. Одна грязевая канавка выполнена V-образной формы, а другие канавки выполнены П-образной формы. При этом глубина грязевых канавок больше высоты витков резьбы калибр-кольца. Технический результат: повышение эффективности прочистки витков резьбы резьбовой калибр-пробки, увеличение срока службы резьбового калибра и обеспечение его контроля. 2 ил.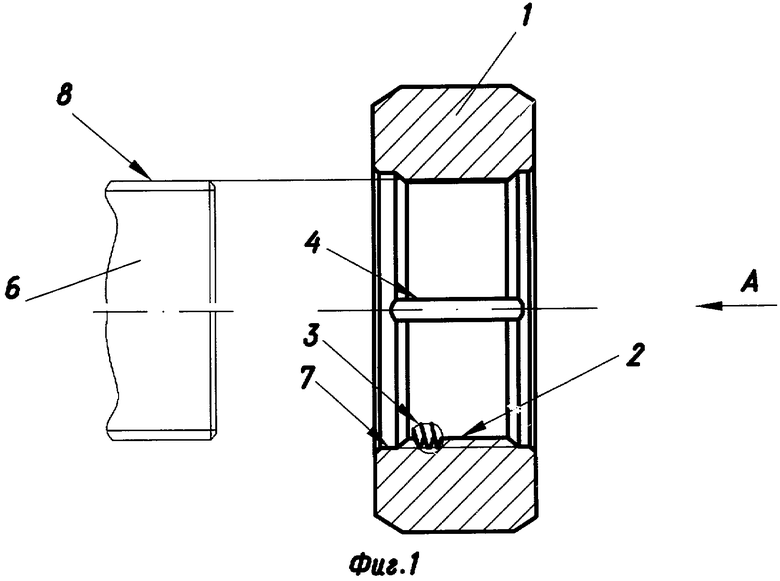
Устройство для прочистки рабочей поверхности резьбовых калибров и их контроля, содержащее калибр-кольцо, отличающееся тем, что калибр-кольцо имеет по меньшей мере две грязевые канавки, пересекающие витки резьбы параллельно оси калибра-кольца, одна грязевая канавка выполнена V-образной формы, а другие канавки выполнены П-образной формы, при этом глубина грязевых канавок больше высоты витка резьбы калибр-кольца.
| Устройство для контроля резьбовых калибров | 1989 |
|
SU1696833A1 |
| Устройство для контроля резьб бурильных труб | 1987 |
|
SU1446441A1 |
| Резьбовой калибр-кольцо | 1990 |
|
SU1725067A1 |
| Калибр резьбовой непроходной для контроля наружных резьб | 1990 |
|
SU1778495A1 |
| КАЛИБР ДЛЯ КОНТРОЛЯ РЕЗЬБОВЫХ ДЕТАЛЕЙ | 0 |
|
SU201666A1 |

