Изобретение относится к продукции прокатного производства и может быть использовано при изготовлении некоторых специальных гнутых профилей.
Сортовые гнутые профили могут иметь самую разнообразную форму поперечного сечения, что делает возможным их применение без дополнительной обработки в качестве деталей и узлов различных устройств. Многие виды гнутых сортовых профилей, в том числе специального назначения приведены, например, в справочнике под ред. И.С.Тришевского «Производство и применение гнутых профилей проката», М., Металлургия, 1975, с.460-463.
Известен гнутый профиль, выполненный из стали 12Х18Н10Т, у которого средний горизонтальный элемент - выпуклый наружу со стрелой высотой, равной 2…3% от ширины этого элемента, а радиус его закругления составляет не более 1,3 от толщины профиля (см. а.с. СССР №1726 086, кл. В21D 5/06, опубл. в БИ №14, 1992 г.). Однако этот профиль непригоден для использования там, где применяется заявляемый профиль (см. ниже).
Наиболее близким аналогом к предлагаемому гнутому профилю является специальный швеллер, приведенный в вышеупомянутом справочнике «Производство и применение гнутых профилей проката», с.473 (№6-13).
Этот профиль специального назначения выполнен из полосовой заготовки толщиной S=0,8 мм с изгибом ее поперечного сечения по радиусу R и характеризуется тем, что боковые элементы профиля, расположенные выше закругленного его основания, выполнены прямолинейными. Известный профиль также непригоден для использования вместо заявляемого профиля.
Технической задачей настоящего изобретения является уменьшение расхода металла при сохранении требуемых эксплуатационных характеристик данного холодногнутого профиля.
Для решения этой задачи предлагаемый профиль выполнен из полосовой заготовки толщиной S с изгибом ее поперечного сечения по радиусу R, которая имеет временное сопротивление GB=370…490 МПА и S=2…3 мм, радиус выполнен с величиной R=(10…12)S, при этом поперечное сечение профиля имеет вид незамкнутого круга с расстоянием между кромками изогнутой полосы В=(0,46…0,50)D, где D - наружный диаметр профиля, равный 2R+2S.
Приведенные параметры профиля получены опытным путем и являются эмпирическими.
Сущность заявляемого технического решения заключается в разработке конструкции профиля, заменяющего собой круглые трубы, используемые для укрепления вертикальных скважин в нефтедобывающей промышленности.
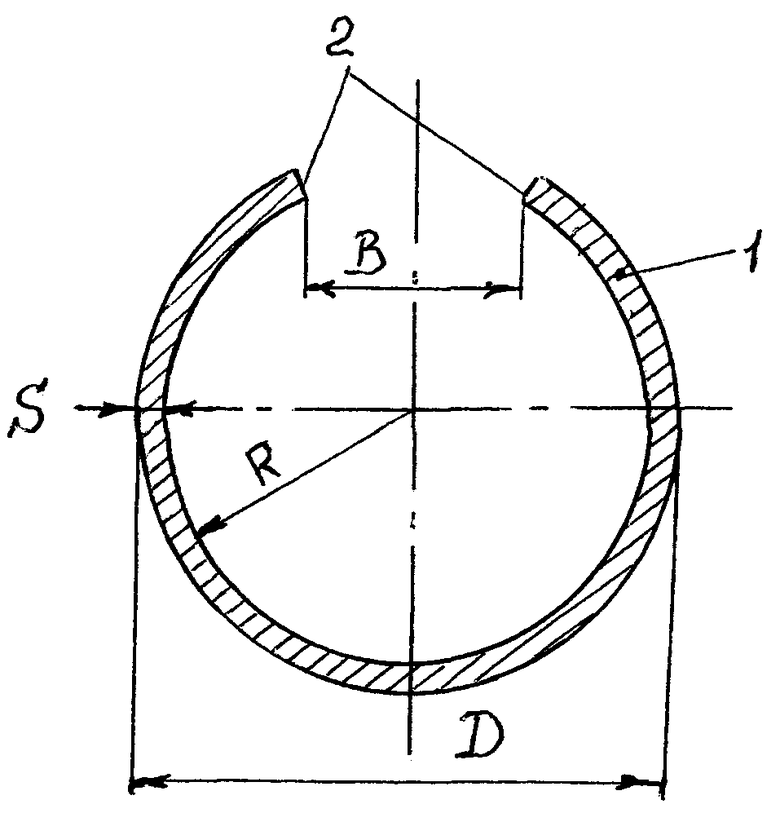
Предлагаемый профиль показан на чертеже, поперечное сечение.
Это сечение выполнено из согнутой в поперечном направлении по радиусу R заготовки 1 толщиной S.
Кромки 2 профиля не смыкаются и отстоят друг от друга на расстоянии В=(0,46…0,50)·D, где D=2R+2S, причем R=(10…12)S.
При эксплуатации профиля он устанавливается (забивается) в отверстие, выполненное в грунте, с диаметром, несколько меньшим величины D: происходит сжатие профиля по его контуру и сближение кромок профиля. Это обеспечивает практически полное отсутствие каких-либо подвижек профиля в грунте.
Опытную проверку предлагаемого профиля осуществляли в ОАО «Магнитогорский металлургический комбинат». С этой целью в опытах варьировали параметры R и В профиля, оценивая результаты по продольной устойчивости и плотности закрепления его в отверстиях, выполненных в грунте.
Наилучшие результаты (требуемая продольная жесткость профиля при надежном его закреплении) получены для профилей заявляемой конструкции с рекомендуемыми параметрами. Кроме того оценивалась технологичность изготовления профилей разных параметров на профилегибочном стане. Отклонения от предлагаемой конструкции профиля ухудшали достигнутые показатели.
Так, например, продольная жесткость профилей уменьшалась при R>12S и при В>0,5D. При R<10S на формуемых профилях наблюдалось искажение прямолинейности (волнистость) их кромок, а при В<0,46D эксплуатационные свойства профилей не улучшались, но возрастал расход металла на их изготовление (требовалась полосовая заготовка большей ширины).
Профили, выполненные с рекомендуемыми параметрами, но из стали с GB<370 МПа не соответствовали требуемой их жесткости. В то же время формовка профилей из стали с GB>490 МПа даже при их толщине S=2 мм приводила в ряде случаев к появлению линий скольжения (линий Людерса) на их наружной поверхности, что при длительной эксплуатации профилей неизбежно вызовет их разрушение.
Профиль, выбранный в качестве ближайшего аналога (см. выше), в опытах не использовался ввиду его непригодности для требуемых условий эксплуатации. Таким образом, опытная проверка доказала приемлемость найденного технического решения для достижения поставленной цели и его преимущество перед известным объектом.
Технико-экономические исследования показали, что использование настоящего изобретения позволит улучшить эксплуатационные характеристики профиля, что сократит трудозатраты не менее чем на 15% и расход металла на 15…20%.
Пример конкретного выполнения
Специальный гнутый профиль выполнен в соответствии с чертежом из стали с S=2 мм и GB=430 МПа.
Параметры профиля: R=11·S=11·2=22 мм;
D=2R+2S=2(22+2)=48 мм; В=0,48·D=0,48·48≅23 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИСТОВОЙ ГОФРИРОВАННЫЙ ПРОФИЛЬ | 2003 |
|
RU2238815C1 |
| ГНУТЫЙ СОРТОВОЙ ПРОФИЛЬ | 2007 |
|
RU2344012C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ШИРИНЫ ЗАГОТОВКИ ДЛЯ ПРОФИЛИРОВАНИЯ | 1999 |
|
RU2168383C2 |
| ЛИСТОВОЙ ГОФРИРОВАННЫЙ ПРОФИЛЬ | 2004 |
|
RU2281177C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ РАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1999 |
|
RU2164186C2 |
| СПОСОБ ПРОИЗВОДСТВА C-ОБРАЗНОГО ГНУТОГО ПРОФИЛЯ | 1997 |
|
RU2118213C1 |
| ГНУТЫЙ ПРОСЕЧНОЙ УГОЛОК | 1998 |
|
RU2134224C1 |
| ГНУТЫЙ СТАЛЬНОЙ ПРОФИЛЬ ДОРОЖНОГО ОГРАЖДЕНИЯ | 2001 |
|
RU2200069C1 |
| ГНУТЫЙ ШВЕЛЛЕРНЫЙ ПРОФИЛЬ | 2005 |
|
RU2296640C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО УГОЛКОВОГО ПРОФИЛЯ | 2003 |
|
RU2302310C2 |
Изобретение относится к прокатному производству, в частности к гнутым профилям проката. Гнутый профиль выполнен из полосовой стали определенной толщины и с определенным временным сопротивлением. Он изогнут с определенным радиусом, с образованием незамкнутого поперечного сечения с определенным расстоянием между кромками изогнутой полосы. Уменьшается расход металла при сохранении требуемых эксплуатационных характеристик холодногнутого профиля. 1 ил.
Гнутый профиль, выполненный из полосовой заготовки толщиной S, изогнутой в поперечном сечении по радиусу R, отличающийся тем, что он изготовлен из полосовой стали с временным сопротивлением GB=370÷490 МПа и толщиной S=2÷3 мм, изогнут по радиусу R=(10÷12)S с образованием незамкнутого поперечного сечения с расстоянием между кромками изогнутой полосы B=(0,46÷0,50)D, где D - наружный диаметр профиля, равный 2R+2S.
| Производство и применение гнутых профилей проката | |||
| Под ред | |||
| ТРИШЕВСКОГО И.С | |||
| - М.: Металлургия, 1975, с.473 | |||
| Гнутый профиль и способ его производства | 1990 |
|
SU1726086A1 |
| RU 2056189 C1, 20.03.1986 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО КОРЫТНОГО ПРОФИЛЯ | 1992 |
|
RU2006315C1 |
| US 4176539 А, 04.12.1979. | |||

