1
Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов.
Целью изобретения является повышение стабильности процесса непре- рьшной разливки, улучшение качества слитка за счет уменьшения трепотнооб- разования при локальной деформации корочки слитка и повышение точности геометрических размеров поперечного сечения получаемых слитков.
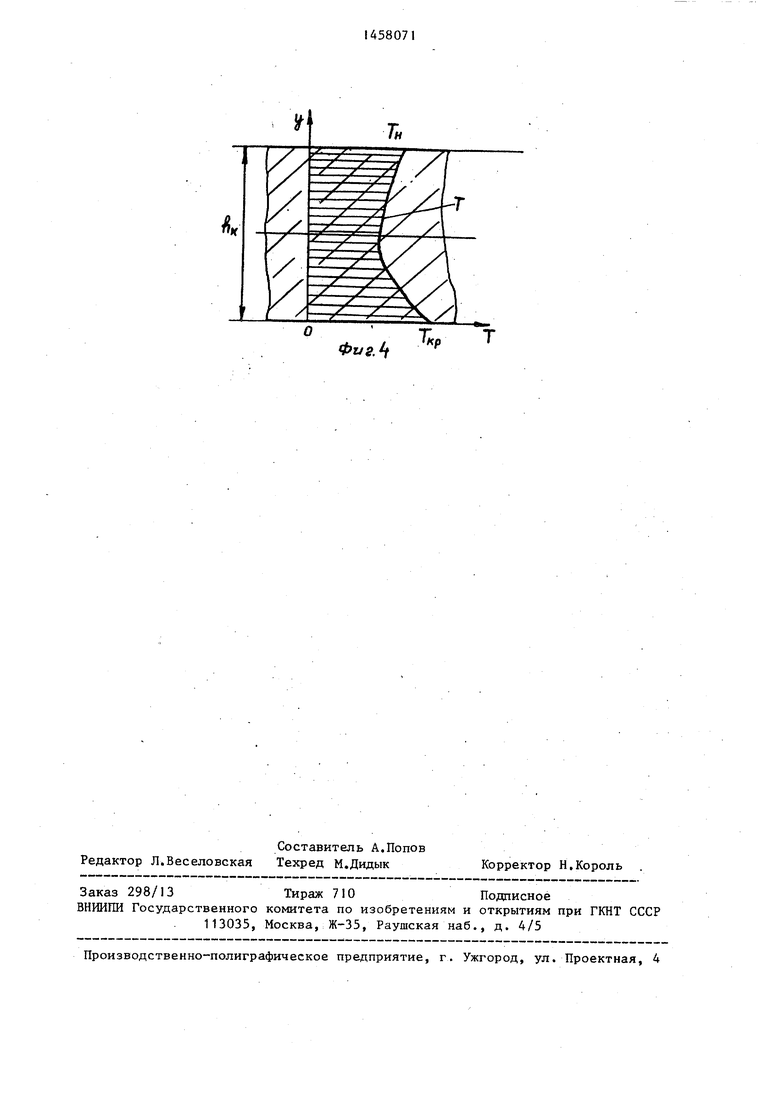
На фиг. 1 представлена схема установки для непрерывной разливки металла с предварительным деформированием твердой корочки слитка в месте его последующего разделения; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - схема локального нагрева внешних слоев оболочки непосредственно перед зоной деформации; на фиг. 4 - схема распределения.температуры корочки слитка по ее толщине.
Жидкий металл 1 (фиг. 1) подается в водоохлаждаемый кристаллизатор 2 прямоугольного поперечного сечения машины непрерывного литья заготовок (МНЛЗ). Формирующаяся корочка 3 вытягивается в рабочее пространство зоны вторичного охлаждения МНЛЗ, образованное двумя рядами поддерживающих роликов 4. На участке I зоны вторичного охлаждения корочку 3 слитка локально деформируют последовательно установленными профилированными валками 5 в местах его последующего продольного разделения слитка на узкие заготовки.
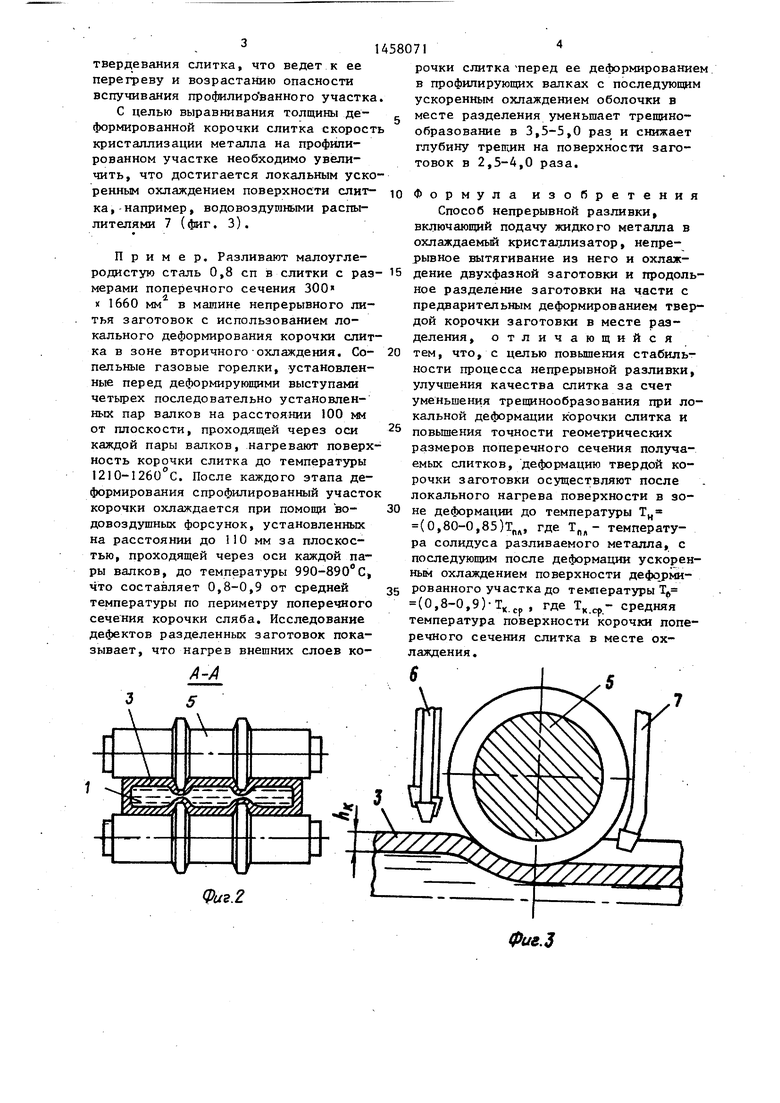
Нагрев внешних слоев корочки 3 (фиг. 3) слитка непосредственно перед ее реформированием в профилиро- ванных валках 5 осуществляют, напри- мер, при помоши сопельных горелок 6, установленных над участком поверхности слитка в зоне его последующего продольного разделения. Ускоренное
охлаждение деформированной корочки после ее профилирования обеспечивают посредством размещения водовоздушных распылителей 7 над спрофилированным участком.
В результате дополнительного внешнего нагрева движущейся оболочки ее температурное поле непосредственно перед зоной деформации описывается кривой Т (фиг. 4), графически отражающей процесс неустановившегося взаимодействия двух встречно направленных тепловьк потоков: от жидкого металла на фронте кристаллизации корочки и от сопельных нагревателей
у поверхности слитка.
Для деформирования корочки стального слитка толщиной h 20-40 мм, при которой профилирование оболочки происходит наиболее.качествеино, необходимо производить нагрев ее внешних слоев до температуры поверхности Т„ (0,8-0,85).Т„,.
После профилирования корочки слитка тепловой поток внешнего нагрева
достигает фронта кристаллизации.При этом повьш|ение температуры корочки на границе корочка - жидкий металл сопровождается замедлением процесса затвердевания слитка, что ведет к ее перегреву и возрастанию опасности вспучивания прсфилиро ванного участка.
С целью выравнивания толщины деформированной корочки слитка скорость кристаллизации металла на профилированном участке необходимо увеличить, что достигается локальным ускоренным охлаждением поверхности слитка, например, водовоздушными распылителями 7 (фиг, 3).
Пример. Разливают малоугле
71
рочки слитка перед ее деформированием в профилирующих валках с последующим ускоренным охлаждением оболочки в месте разделения уменьшает трещино- образование в 3,5-5,0 раз и снижает глубину трещин на поверхности заготовок в 2,5-4,0 раза.
Формула изобретение
Способ непрерывной разливки, включающий подачу жидкого металла в охлаждаемьй кристагшизатор, непрерывное вытягивание из него и охлаж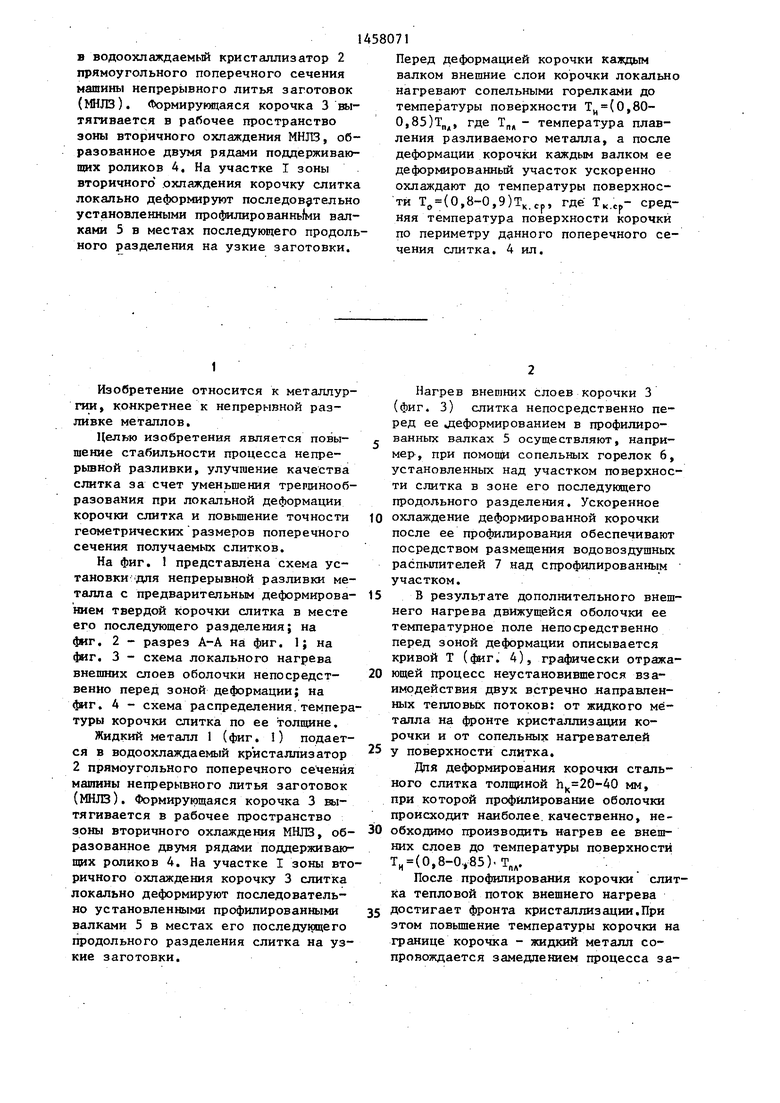
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 1999 |
|
RU2145267C1 |
| Способ производства профилей и пластина для локализации ликвационных зон | 1980 |
|
SU900882A1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2151662C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА | 2010 |
|
RU2433005C2 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ДЕФОРМИРОВАННЫХ СТАЛЬНЫХ ПОЛОС | 2010 |
|
RU2422241C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2004 |
|
RU2269395C1 |
| Способ получения круглых заготовокНА уСТАНОВКЕ НЕпРЕРыВНОй РАзлиВКиМЕТАллОВ | 1978 |
|
SU846075A1 |
| Способ непрерывной разливки металла | 1990 |
|
SU1770052A1 |
| СПОСОБ РАЗЛИВКИ РЕЛЬСОВОЙ СТАЛИ НА УСТАНОВКЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2008 |
|
RU2384385C2 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК | 1998 |
|
RU2136436C1 |
Изобретение относится к области металлургии, конкретно к иепрерывной разливке металлов. Целью изобретения является повьшение стабильности процесса непрерывной разливки, улучшение качества слитка за счет уменьшения трещинообразоваиия при локальной деформации корочки слитка и повьппеиие точности геометрических размеров поперечного сечения получаемых слитков. Жидкий металл 1 подают
родистую сталь 0,8 сп в слитки с раз- 15 дение двухфазной заготовки и продольное разделение заготовки на части с предварительным деформированием твердой корочки заготовки в месте размерами поперечного сечения i
300
X 1660 мм в машине непрерывного литья заготовок с использованием локального деформирования корочки слитка в зоне вторичного-охлаждения. Сопельные газовые горелки, установленные перед деформирующими выступами четьфех последовательно установленных пар валков на расстоянии 100 от плоскости, проходящей через оси каждой пары валков, нагревают поверхность корочки слитка до температуры 1210-1260 С. После каждого этапа деформирования спрофилированный участок корочки охлаждается при помощи водовоз душных форсунок, установленных на расстоянии до ПО мм за плоскостью, проходящей через оси каждой пары валков, до температуры 990-890°С, что составляет 0,8-0,9 от средней температуры по периметру поперечного сечения корочки сляба. Исследование дефектов разделенных заготовок показывает, что нагрев внешних слоев ко20
25
30
35
деления, отличающийся тем, что, с целью повышения стабильности процесса непрерывной разливки, улучшения качества слитка за счет уменьшения трещинообразования при локальной деформации корочки слитка и повьпаения точности геометрических размеров поперечного сечения получаемых слитков, деформацию твердой корочки заготовки осуществляют после локального нагрева поверхности в зоне деформации до температуры Т„ (0,80-0,85)Т„„ где Т,- температура солидуса разливаемого металла, с последующим после деформации ускоренным охлаждением поверхности деформированного участка до температуры Т (0,8-0,9)-Т р , где средняя температура поверхности корочки поперечного сечения слитка в месте охлаждения.
/t-/}
Фи.2
0
5
0
5
деления, отличающийся тем, что, с целью повышения стабильности процесса непрерывной разливки, улучшения качества слитка за счет уменьшения трещинообразования при локальной деформации корочки слитка и повьпаения точности геометрических размеров поперечного сечения получаемых слитков, деформацию твердой корочки заготовки осуществляют после локального нагрева поверхности в зоне деформации до температуры Т„ (0,80-0,85)Т„„ где Т,- температура солидуса разливаемого металла, с последующим после деформации ускоренным охлаждением поверхности деформированного участка до температуры Т (0,8-0,9)-Т р , где средняя температура поверхности корочки поперечного сечения слитка в месте охлаждения.
Л/
фие.З
| Авторское свидетельство СССР № 1397162, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
