Цель изобретения - устранение этих и других недостатков.
Это достигается тем, что часть форсунок располагают у наружных торцов роликов, причем их продольные оси параллельны осям вращения роликов.
Другая особенность изобретения состоит в том, что противолежащие форсунки установлены со взаимным смещением.
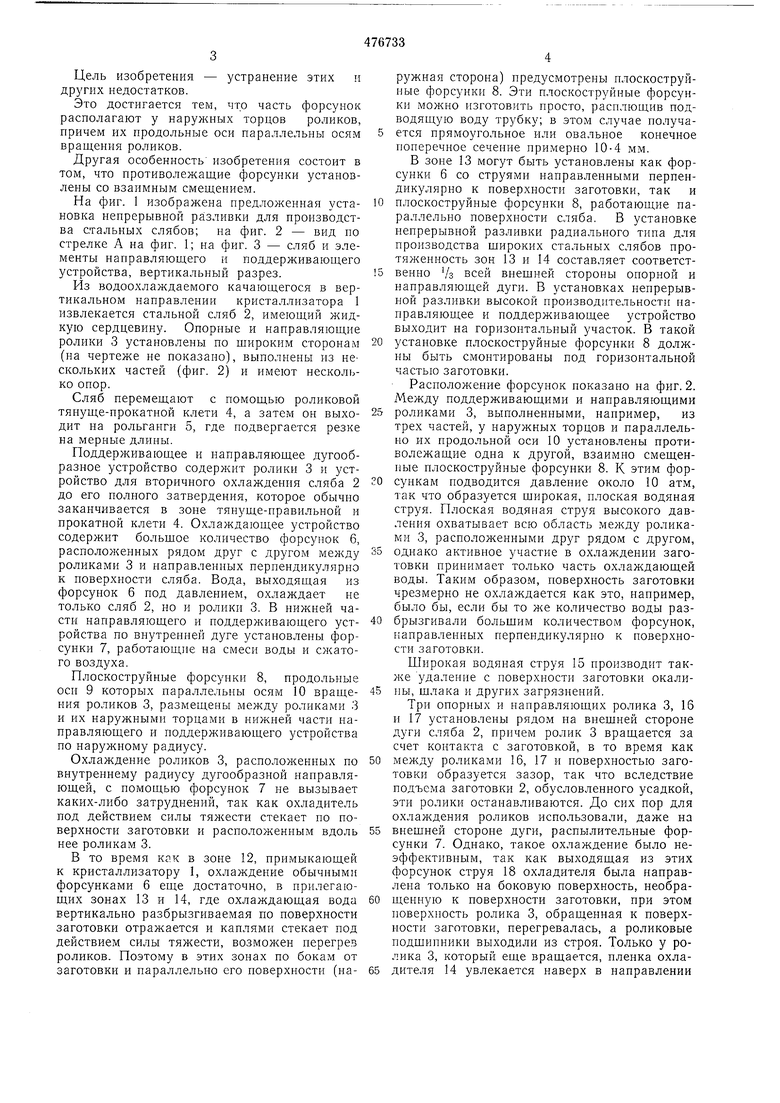
На фиг. I изображена предложенная установка непрерывной разливки для ироизводства стальных слябов; на фиг. 2 - вид ио стрелке А на фиг. 1; на фиг. 3 - сляб и элементы направляющего и поддерживающего устройства, вертикальный разрез.
Из водоохлаждаемого качающегося в вертикальном направлении кристаллизатора 1 извлекается стальной сляб 2, имеющий жидкую сердцевину. Опорные и направляющие ролики 3 установлены по щироким сторонам (иа чертеже не показано), выполнены из нескольких частей (фиг. 2) и имеют несколько опор.
Сляб перемещают с помощью роликовой тянуще-прокатиой клети 4, а затем он выходит на рольганги 5, где подвергается резке на мерные длины.
Поддерживающее и направляющее дугообразное устройство содержит ролики 3 и устройство для вторичиого охлаждения сляба 2 до его полного затвердения, которое обычно заканчивается в зоне тянуще-правильной и прокатной клети 4. Охлаждающее устройство содержит больщое количество форсунок 6, расиоложениых рядом друг с другом между роликами 3 и направленных перпендикулярно к поверхности сляба. Вода, выходящая из форсунок 6 под давлением, охлаждает не только сляб 2, но и ролики 3. В нижней части направляющего и поддерживающего устройства по внутренней дуге установлены форсунки 7, работающие на смеси воды и сжатого воздуха.
Плоскоструйные форсунки 8, продольные оси 9 которых параллельны осям 10 вращения роликов 3, размещены между роликами 3 и их наружными торцами в нижней части направляющего и поддерживающего устройства по наружиому радиусу.
Охлаждение роликов 3, расположенных но внутреннему радиусу дугообразной направляющей, с помощью форсунок 7 не вызывает каких-либо затруднений, так как охладитель под действием силы тялсести стекает по поверхности заготовки и расположенным вдоль нее ролнкам 3.
В то время как в зоне 12, примыкающей к кристаллизатору 1, охлаждение обычиыми форсунками 6 еще достаточно, в прилегающих зонах 13 и 14, где охлаждающая вода вертикально разбрызгиваемая по поверхности заготовки отражается и каплями стекает под действием силы тяжести, возможен перегрев роликов. Поэтому в этих зонах по бокам от заготовки и параллельно его поверхности (наружная сторона) предусмотрены плоскоструйные форсунки 8. Эти плоскоструйные форсунки можно изготовить просто, расплющив подводящую воду трубку; в этом случае получается прямоугольиое или овальное конечное поперечное сечение примерио 10-4 мм.
В зоне 13 могут быть установлены как форсунки 6 со струями направленными перпендикулярно к поверхности заготовки, так и
плоскоструйные форсунки 8, работающие параллельно поверхности сляба. В установке непрерывной разливки радиальиого типа для производства щироких стальных слябов протяженность зон 13 и 14 составляет соответственно Vs всей внещней стороны опорной и направляющей дуги. В установках иепрерывиой разливки высокой производительности направляющее и иоддерживающее устройство выходит на горизоитальный участок. В такой
установке плоскоструйные форсунки 8 должиы быть смонтированы иод горизонтальной частью заготовки.
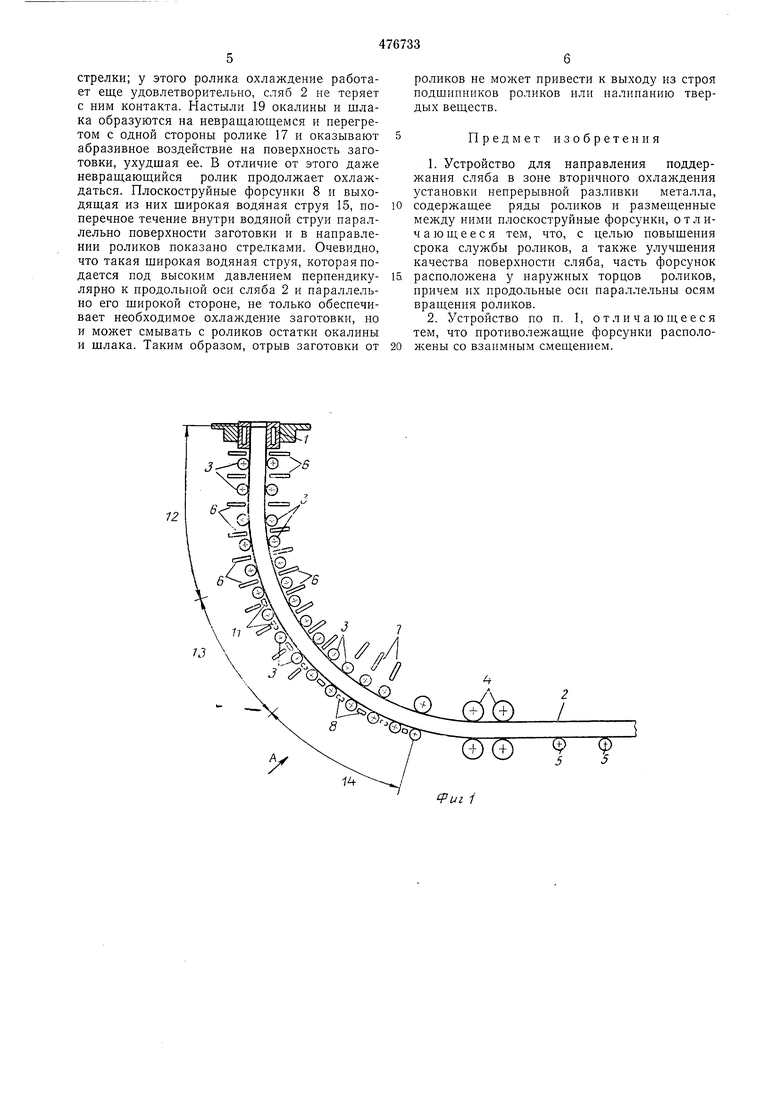
Расположение форсунок показано на фиг. 2. Между поддерживающими и направляющими
роликами 3, выполненными, нанример, из трех частей, у иаружных торцов и параллельно их продольной оси 10 установлены противолежащие одна к другой, взаимно смещенные плоскоструйные форсунки 8. К этим форсункам иодводится давление около 10 атм, так что образуется щирокая, илоская водяная струя. Плоская водяная струя высокого давления охватывает всю область между роликами 3, расположенными друг рядом с другом,
однако активное участие в охлаждеиии заготовки принимает только часть охлаждающей воды. Таким образом, поверхность заготовки чрезмерно не охлаждается как это, например, было бы, если бы то же количество воды разбрызгивали больщим количеством форсунок, наиравлеиных перпендикулярно к новерхности заготовки.
Широкая водяная струя 15 производит также удаление с поверхиости заготовки окалииы, щлака и других загрязнений.
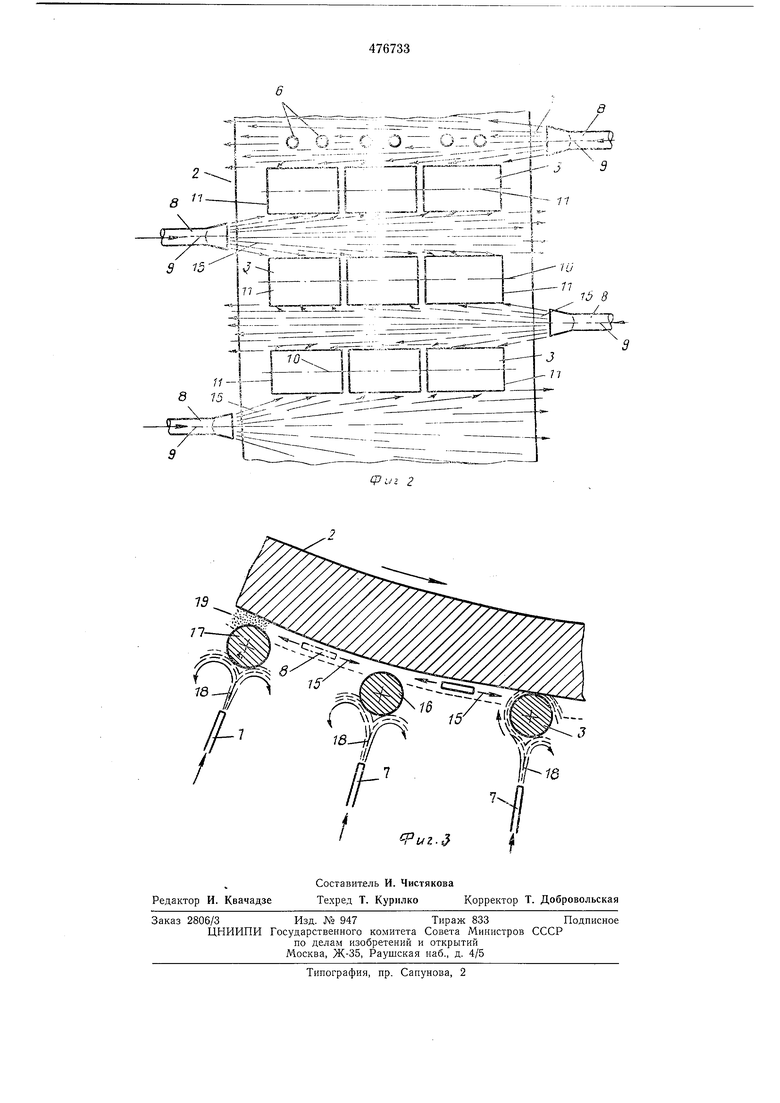
Три опорных и направляющих ролика 3, 16 и 17 установлены рядом на внещней стороне дуги сляба 2, причем ролик 3 вращается за счет контакта с заготовкой, в то время как
между роликами 16, 17 и иоверхностью заготовки образуется зазор, так что вследствие подъема заготовки 2, обусловленного усадкой, эти ролики останавливаются. До сих пор для охлаладения роликов использовали, даже на
внещней стороне дуги, распылительные форсунки 7. Однако, такое охлаждение было неэффективным, так как выходящая из этих форсунок струя 18 охладителя была направлеиа только иа боковую поверхность, необращенную к поверхности заготовки, при этом поверхность ролика 3, обращенная к поверхности заготовки, перегревалась, а роликовые иодшииники выходили из строя. Только у ролика 3, который еще вращается, пленка охладителя 14 увлекается наверх в направлении
стрелки; у этого ролика охлаждение работает еще удовлетворительно, сляб 2 не теряет с ним контакта. Настыли 19 окалины и шлака образуются на невращающемся и иерегретом с одной стороны ролике 17 и оказывают абразивное воздействие на поверхность заготовки, ухудшая ее. В отличие от этого даже невращающийся ролик продолжает охлаждаться. Плоскоструйные форсунки 8 и выходящая из них широкая водяная струя 15, поперечное течение внутри водяной струи параллельно поверхности заготовки и в направлении роликов показано стрелками. Очевидно, что такая широкая водяная струя, которая подается под высоким давлением нерпендикулярно к продольной оси сляба 2 и параллельно его широкой стороне, не только обеспечивает необходимое охлаждение заготовки, но и может смывать с роликов остатки окалины и шлака. Таким образом, отрыв заготовки от
роликов не может привести к выходу из строя подшипников роликов или налипанию твердых веществ.
Предмет изобретения
1.Устройство для направления поддержания сляба в зоне вторичного охлаждения установки непрерывной разливки металла, содержащее ряды роликов и размещенные между ними плоскоструйные форсунки, отличающееся тем, что, с целью повышения срока службы роликов, а также улучшения качества поверхности сляба, часть форсунок расположена у наружных торцов роликов, причем их продольные оси параллельны осям вращения роликов.
2.Устройство по п. 1, отличающееся тем, что противолежащие форсунки распололчены со взаимным смещением.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ охлаждения слябов большой ширины | 1986 |
|
SU1400771A1 |
| Форсунка для водовоздушного охлаждения непрерывнолитых заготовок прямоугольного сечения | 1982 |
|
SU1101326A1 |
| Способ охлаждения заготовок при непрерывной разливке | 1989 |
|
SU1773552A1 |
| УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ И ОХЛАЖДЕНИЯ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 2003 |
|
RU2324570C2 |
| СПОСОБ НАРУЖНОГО ОХЛАЖДЕНИЯ РОЛИКОВ МАШИН НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И НЕПРЕРЫВНОГО СЛИТКА (МНЛЗ) | 2008 |
|
RU2382688C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2010 |
|
RU2451574C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ЗАГОТОВОК НА МАШИНАХ НЕПРЕРЫВНОГО ЛИТЬЯ | 2009 |
|
RU2422242C2 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ГОРЯЧЕКАТАНОГО ЛИСТА И ПОЛОСЫ | 2007 |
|
RU2344893C1 |
| Способ настройки системы вторичного охлаждения непрерывнолитых широких слябов при смене отливаемого на криволинейных машинах сортамента | 1987 |
|
SU1586852A1 |
| Устройство для охлаждения горячекатаных полос | 1991 |
|
SU1765197A1 |
у
1
Ъ
/.
ж
